【摘要】:焊枪(焊丝)角度和它对焊道成形的影响示于表7-8。表7-8 焊枪倾角当其他焊接条件不变时,焊丝从垂直变为左焊法时,熔深减小而焊道变为较宽和较平。对某些材料(如铝)多采用左焊法,该法可提供良好的清理作用,熔池在电弧力作用下,熔化金属被吹向前方,促进了熔化金属对母材的润湿作用和减少氧化。另外在半自动焊时,采用左焊法容易观察到焊接接头位置,便于确定焊接方向。
就像所有的电弧焊方法一样,焊枪相对于焊接接头的方向影响着焊道的形状和熔深。这种影响比电弧电压或焊接速度的影响还要大。焊枪角度可用下述两个方面来描述:焊丝轴线相对于焊接方向之问的角度(行走角)和焊丝轴线和相邻工作表面之问的角度(工作角)。当焊丝指向焊接方向的相反方向时,称为右焊法;当焊丝指向焊接方向时,称为左焊法。焊枪(焊丝)角度和它对焊道成形的影响示于表7-8。
表7-8 焊枪倾角
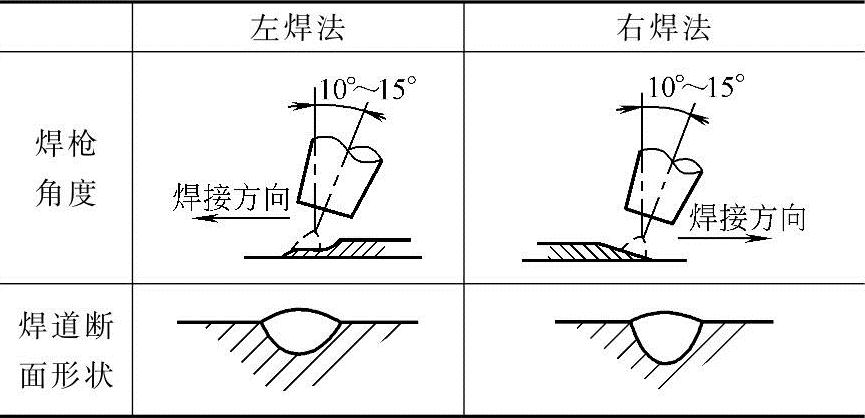
当其他焊接条件不变时,焊丝从垂直变为左焊法时,熔深减小而焊道变为较宽和较平。在平焊位置采用右焊法时,熔池被电弧力吹向后方,因此电弧能直接作用在母材上,而获得较大熔深,焊道变为窄而凸起,电弧较稳定,飞溅较小。对于各种焊接位置,焊丝的倾角大多选在10°~15°范围内,这时可实现对熔池良好的控制和保护。
对某些材料(如铝)多采用左焊法,该法可提供良好的清理作用,熔池在电弧力作用下,熔化金属被吹向前方,促进了熔化金属对母材的润湿作用和减少氧化。另外在半自动焊时,采用左焊法容易观察到焊接接头位置,便于确定焊接方向。(www.daowen.com)
在焊接水平角焊缝时,焊丝轴线应与水平面呈45°角(工作角),如图7-32所示。
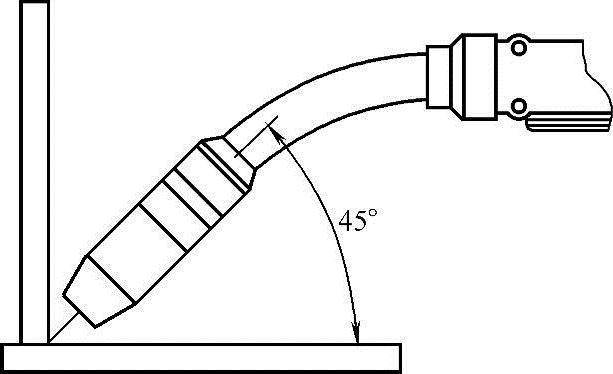
图7-32 焊接角焊缝的工作角
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。
有关焊接手册.第1卷,焊接方法及设备的文章




