【摘要】:电弧电压和弧长是常常被相互替代的两个术语。此外,电弧电压是在电源的输出端子上测量的,所以它还包括焊接电缆长度和焊丝伸出长度的电压降。当其他参数保持不变时,电弧电压与弧长呈正比关系。因此在实际焊接生产中一般都要求给出电弧电压值。电弧电压的给定值决定于焊丝材料、保护气体和熔滴过渡形式等,典型的参数值列于表7-7。当电弧电压降低时,将会使焊道变得窄而高,熔深减小,电压过低时产生焊丝插桩现象。
电弧电压和弧长是常常被相互替代的两个术语。需要指出的是,尽管这两个术语相关,却是不同的。对于GMAW,弧长的选择范围很窄,必须小心地控制。例如在MIG焊喷射过渡工艺中,如果弧长太短,就会造成瞬时短路。这将对气体保护效果有影响。由于空气卷入而易生成气孔或吸收氮而使焊缝金属硬化。如果电弧过长易发生飘移,从而影响熔深与焊道的均匀性和气体的保护效果。在CO2潜弧焊时,当弧长过长难以下潜,而引起电弧对焊丝端头熔滴的排斥,并产生飞溅。如果弧长过短,焊丝端部与熔池短路而引起不稳定,引起较大的飞溅和不良的焊缝成形。
弧长是一个独立的焊接参数,而电弧电压却不同,电弧电压不但与弧长有关,而且还与焊丝成分、焊丝直径、保护气体和焊接技术有关。此外,电弧电压是在电源的输出端子上测量的,所以它还包括焊接电缆长度和焊丝伸出长度的电压降。
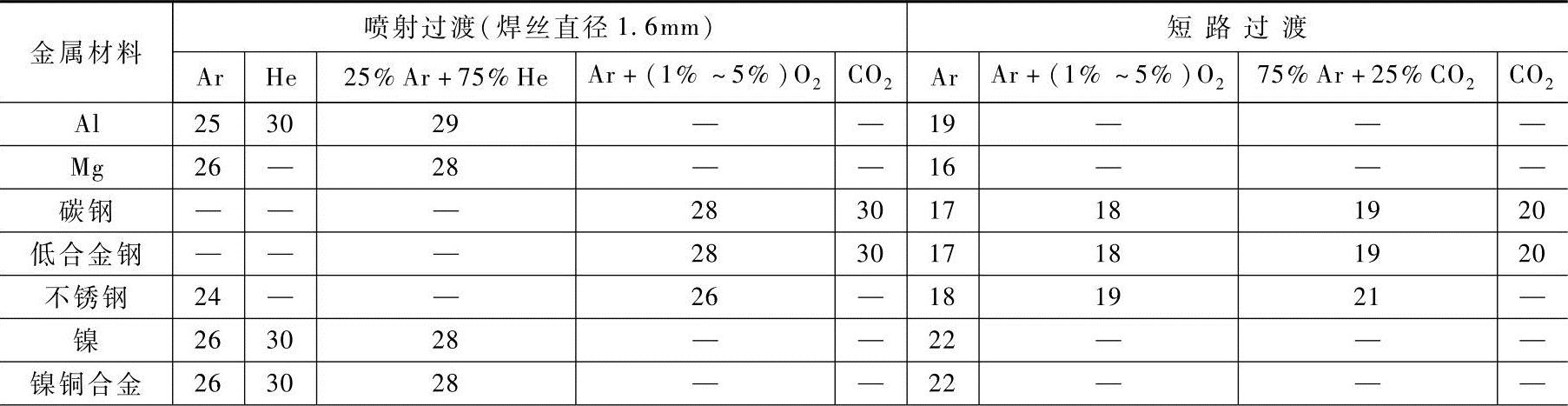
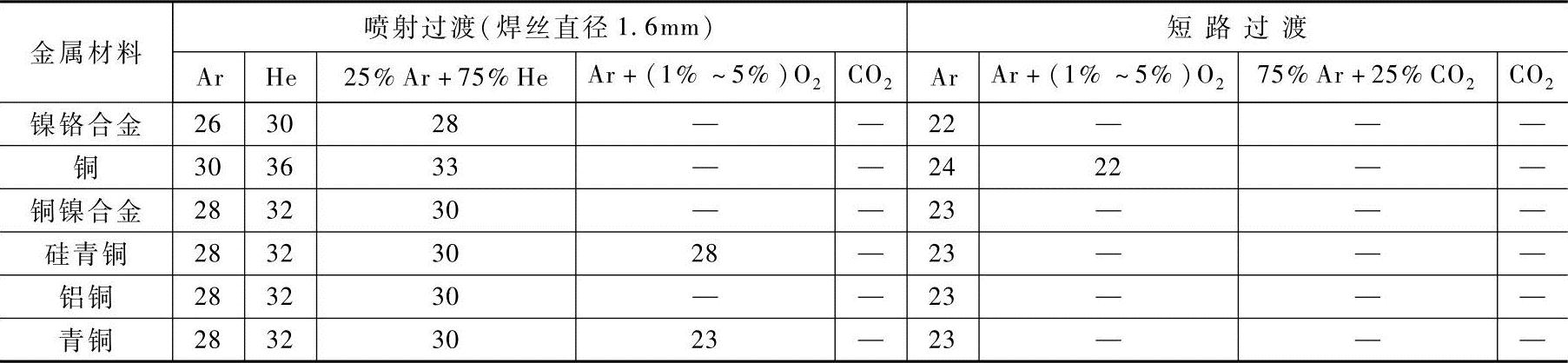
当其他参数保持不变时,电弧电压与弧长呈正比关系。尽管弧长应加以控制,但是电弧电压却是一个较易测量的焊接参数。因此在实际焊接生产中一般都要求给出电弧电压值。电弧电压的给定值决定于焊丝材料、保护气体和熔滴过渡形式等,典型的参数值列于表7-7。
表7-7 各种金属GmAW焊典型电弧电压(单位:V)
 (www.daowen.com)
(www.daowen.com)
(续)
在确定电弧电压之前,必须通过实验进行选择,以便得到最适应的焊缝性能和焊道成形。在电流一定的情况下,当电弧电压增加时焊道宽而平坦,电压过高时,将会产生气孔、飞溅和咬边。当电弧电压降低时,将会使焊道变得窄而高,熔深减小,电压过低时产生焊丝插桩现象。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






