【摘要】:当所有其他参数保持恒定时,焊接电流与送丝速度或熔化速度以非线性关系变化。对每一种直径的焊丝,在低电流时的曲线接近于线性。图7-27 碳钢焊丝焊接电流与送丝速度的关系曲线图7-28 铝焊丝焊接电流与送丝速度关系曲线图7-29 不锈钢焊丝焊接电流与送丝速度的关系曲线如图7-27~图7-30所示,当焊丝直径增加时,要求更高的焊接电流。送丝速度与焊接电流的关系还受焊丝化学成分的影响。
当所有其他参数保持恒定时,焊接电流与送丝速度或熔化速度以非线性关系变化。当送丝速度增加时,焊接电流也随之增大。碳钢焊丝的焊接电流与送丝速度之问的关系示于图7-27。对每一种直径的焊丝,在低电流时的曲线接近于线性。可是在高电流时,特别是细焊丝时,曲线变为非线性。随着焊接电流的增大,熔化速度以更高的速度增加。这种非线性关系将继续增大。这是由于焊丝伸出长度的电阻热引起的。该曲线基本上符合式(7-3)。

图7-27 碳钢焊丝焊接电流与送丝速度的关系曲线
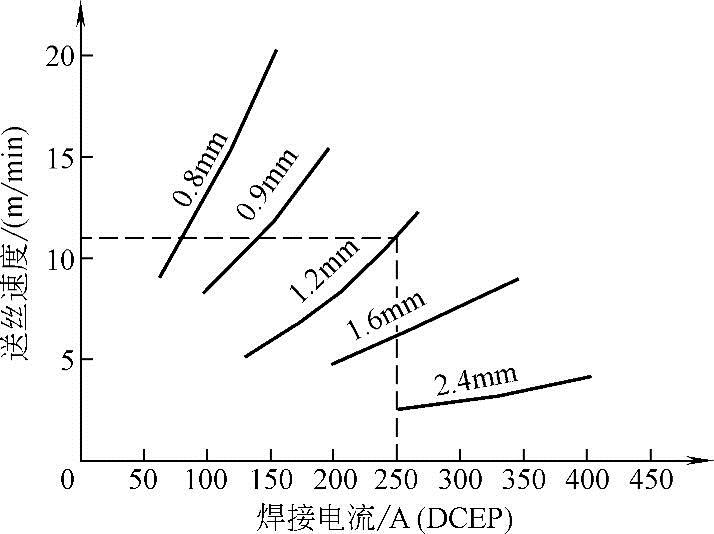
图7-28 铝焊丝焊接电流与送丝速度关系曲线
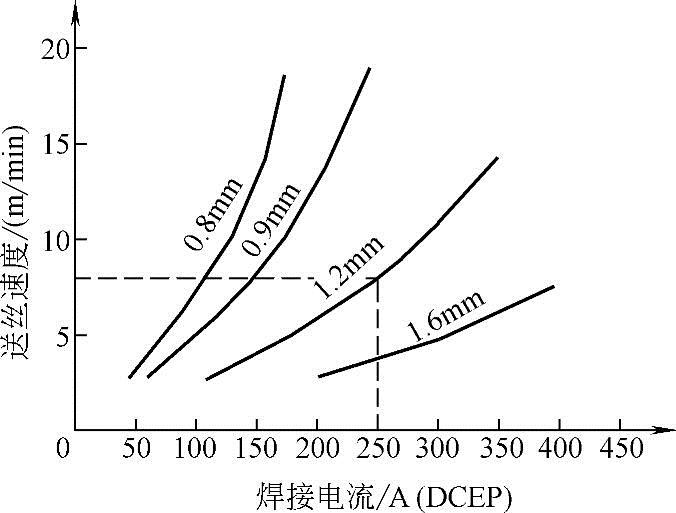
图7-29 不锈钢焊丝焊接电流与送丝速度的关系曲线
如图7-27~图7-30所示,当焊丝直径增加时(保持相同的送丝速度),要求更高的焊接电流。送丝速度与焊接电流的关系还受焊丝化学成分的影响。这一影响关系通过比较图7-27~图7-30可以看出来。这些图分别为碳钢、铝、不锈钢和铜焊丝的曲线图。曲线不同位置的斜率是由于金属熔点和电阻的不同造成的,此外还与焊丝伸出长度有关。(https://www.daowen.com)
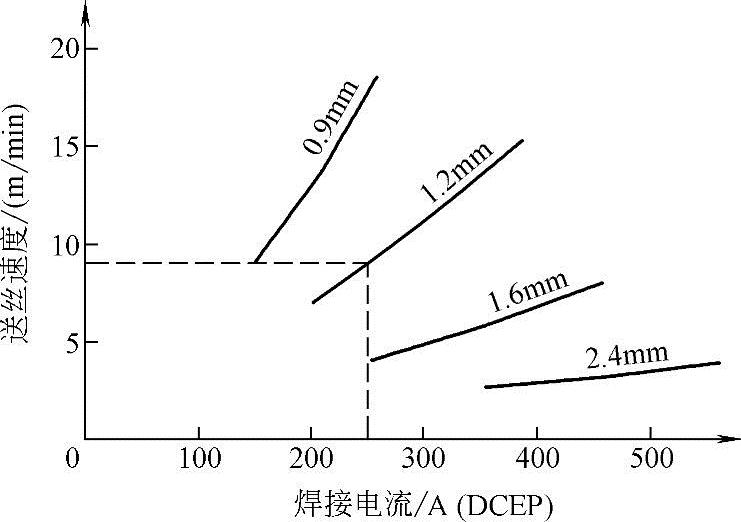
图7-30 铜焊丝焊接电流与送丝速度的关系曲线
当所有其他参数保持恒定,焊接电流(送丝速度)增加将引起如下的变化:
1)增加焊缝的熔深和熔宽。
2)提高熔敷率。
3)增大焊道的尺寸。
另外,脉冲喷射过渡焊是GMAW工艺的一种形式。这时脉冲电流的平均值可以在小于或等于连续直流焊的临界电流值以下得到射流过渡的特点。减小脉冲平均电流,则电弧力和焊丝熔敷率也减小,所以可用于全位置焊和薄板焊接。同样还可以用较粗的焊丝,在低电流下获得稳定的脉冲喷射过渡,从而有利于降低成本(如铝焊丝)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







