保护气体的主要作用是防止空气的有害作用,实现对焊缝和近缝区的保护。因为大多数金属在空气中加热到高温,直到熔点以上时,很容易被氧化和氮化,而生成氧化物和氮化物。如氧与钢液中的碳进行反应生成一氧化碳和二氧化碳。这些不同的反应产物可以引起焊接缺陷,如夹渣、气孔和焊缝金属脆化。
保护气体除了提供保护环境外,保护气体的种类和其流量还将对下列特性产生影响:
1)电弧特性。
2)熔滴过渡形式。
3)熔深与焊道形状。
4)焊接速度。
5)咬边倾向。
6)焊缝金属的力学性能。
熔化极气体保护电弧焊喷射过渡时使用的主要气体见表7-5。其中有纯惰性气体、惰性气体的混合气体和惰性气体与氧化性气体的混合气。在表7-6中列出了熔化极气体保护焊短路过渡时使用的保护气体。
表7-5 GmAW喷射过渡保护气体
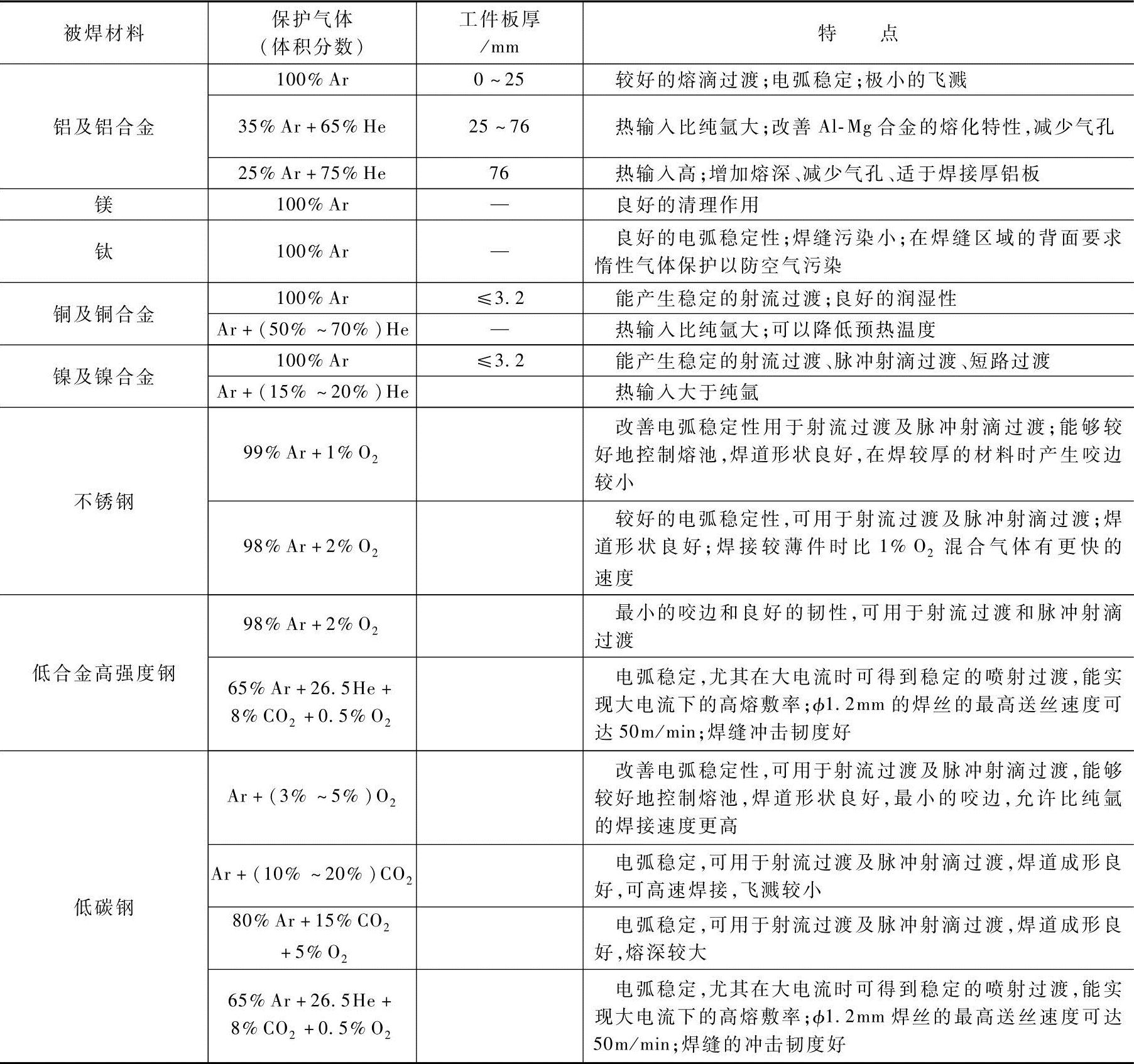
表7-6 GmAW短路过渡保护气体
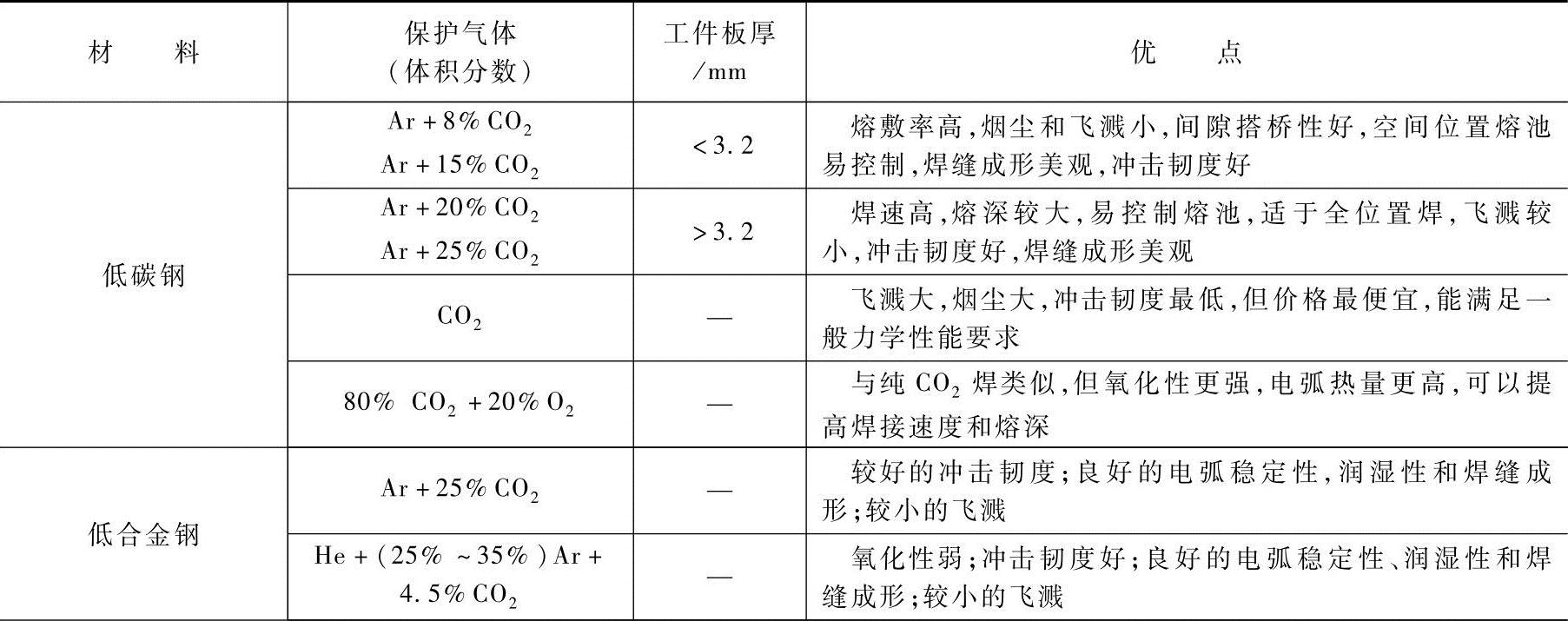
(续)

1.惰性气体——氩和氦
氩和氦都是惰性气体,这两种气体及其混合气体可以用来焊接有色金属、不锈钢、低碳钢和低合金钢等。但是氩和氦两者的工艺性能却大不相同,如对熔滴过渡形式、焊缝断面形状和咬边等的影响都不相同。在实际生产中,为焊接某些材料,常需要采用一定比例的氩气和氦气的混合气体,以获得所要求的焊接效果。
氩气和氦气作为保护气体,其工艺性能的差异,是因为它们的物理性质不同,如密度、热传导性和电弧特性。
氩气的密度大约是空气的1.4倍,而氦气的密度大约是空气的0.14倍。密度较大的氩气在平焊位置时,对电弧的保护和对焊接区的覆盖作用是有效的。为得到相同的保护效果,氦气的流量应比氩气的流量大2~3倍。
氦气的热传导性比氩气高,能产生能量更均匀分布的电弧等离子体。相反,氩弧等离子体具有弧柱中心能量高而周围能量低的特点。这一区别对焊缝成形产生极大的影响。氦弧焊的焊缝成形特点为熔深与熔宽较大,焊缝底部呈圆弧状。而氩弧焊缝中心呈深而窄的“指状”熔深,在其两侧熔深较浅。
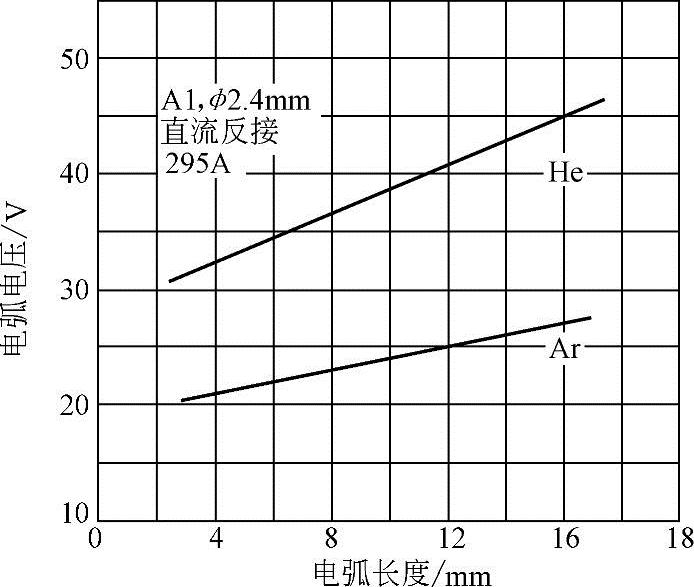
图7-23 Ar和HC的电弧电压特性
氦比氩的电离电压高,所以在给定弧长和焊接电流时,氦气保护的电弧电压比氩气高得多,如图7-23所示。仅由氦气作为保护气时,在任何电流时都不能实现轴向射流过渡。常常产生较多的飞溅和较粗糙的焊缝表面。而氩气保护中焊接电流较小时为大滴过渡,当焊接电流超过临界电流时,将会形成轴向射流过渡。
正因为氩气保护时的电弧电压和电弧能量密度低,所以电弧燃烧稳定,飞溅极小,适合于焊接薄板金属和热导率低的金属。而氦气却不同,电弧能量密度高,温度高,适应于焊接中厚板和热导率高的金属材料。但在我国氦气价格昂贵,单独使用氦气保护成本高,所以可以使用Ar-He混合气体保护。
许多有色金属焊接都采用纯氩气保护。由于氦气电弧的稳定性差,因此一般仅用于特殊场合。然而用氦气保护电弧能获得较大的、盆底状的焊缝熔深。所以常常综合其优点而采用Ar-He混合气体保护,其结果既可改善焊缝成形,又可以得到理想的稳定的熔滴过渡过程。
短路过渡中,含氦60%~90%(体积分数)的Ar-He混合气体电弧产热大、热输入高,并有较好的熔化特性和焊缝力学性能。此外还适合于焊接铝、镁和铜等热导率较高的金属材料。
2.惰性气体与氧化性气体的混合气体
这种混合气体具有一定的氧化性,常常称为活性气体。如氩气-二氧化碳气体(Ar+CO2)、氩气-氧气(Ar+O2)、氩气-二氧化碳气体-氧气(Ar+CO2+O2)等作为保护气体的一种熔化极气体保护焊方法。这种方法可采用短路过渡、喷射过渡和脉冲射流过渡进行焊接。可用于平焊和各种位置的焊接,尤其适用于碳钢、低合金钢和不锈钢等。
采用氧化性混合气体作为保护气体通常都具有下列作用:(www.daowen.com)
1)提高熔滴过渡的稳定性。
2)稳定阴极斑点,提高电弧燃烧的稳定性。
3)改善焊缝的熔深形状和外观成形。
4)增大电弧的热功率。
5)控制焊缝的冶金质量。
6)降低焊接成本。
当采用纯氩保护焊接钢材时,将引起电弧不稳(漂移)和咬边倾向。而向氩气中加入1%~5%O2或3%~25%CO2时,将消除由于阴极斑点跳动而引起的电弧漂移,于是明显地改善电弧的稳定性和清除咬边。
向氩气中加入氧和二氧化碳的最佳量由以下因素决定:工件表面状态(存在氧化物的状况)、接头几何形状、焊接位置或技术和母材成分等。通常认为加入2%O2或8%~10%CO2是良好的配比。
(Ar+CO2)混合气体适于焊接低碳钢和低合金钢,常用的混合比为φ(Ar)≥70%~80%,φ(CO2)≤20%~30%。氩气中加入二氧化碳将提高喷射过渡临界电流,如图7-24a所示。可见,随着CO2含量的提高,临界电流增加。例如纯氩时,临界电流为240A,而含有20%φ(CO2)时,临界电流上升到320A。如果进一步增加φ(CO2)达到30%时,熔滴过渡将失去氩弧特性而呈现CO2电弧特征。目前我国常用(Ar+20%CO2)混合气体,这时既具有氩弧特点(电弧燃烧稳定、飞溅小、喷射过渡),又具有氧化性,克服了纯氩保护时的表面张力大,液体金属黏稠,易咬边和斑点漂移问题。同时改善了焊缝成形,具有深圆弧状熔深。可用于喷射过渡、脉冲射滴过渡和短路过渡电弧。
Ar+O2混合气体适于焊接低碳钢、不锈钢和高强度钢。常用的混合比为φ(Ar)≥91%~99%,φ(O2)≤1%~9%,可以改善熔池的流动性、熔深和电弧稳定性。加入氧能降低临界电流(如图7-24b所示),减小咬边倾向,适用于喷射过渡和脉冲射滴过渡。在氩气中无论加入氧气还是二氧化碳,都能增强氧化性,将引起熔滴和熔池金属较强烈的氧化和其中硅、锰元素的烧损。Ar+CO2混合气体不适合于耐蚀不锈钢。焊接不锈钢应采用Ar+O2混合气体保护。
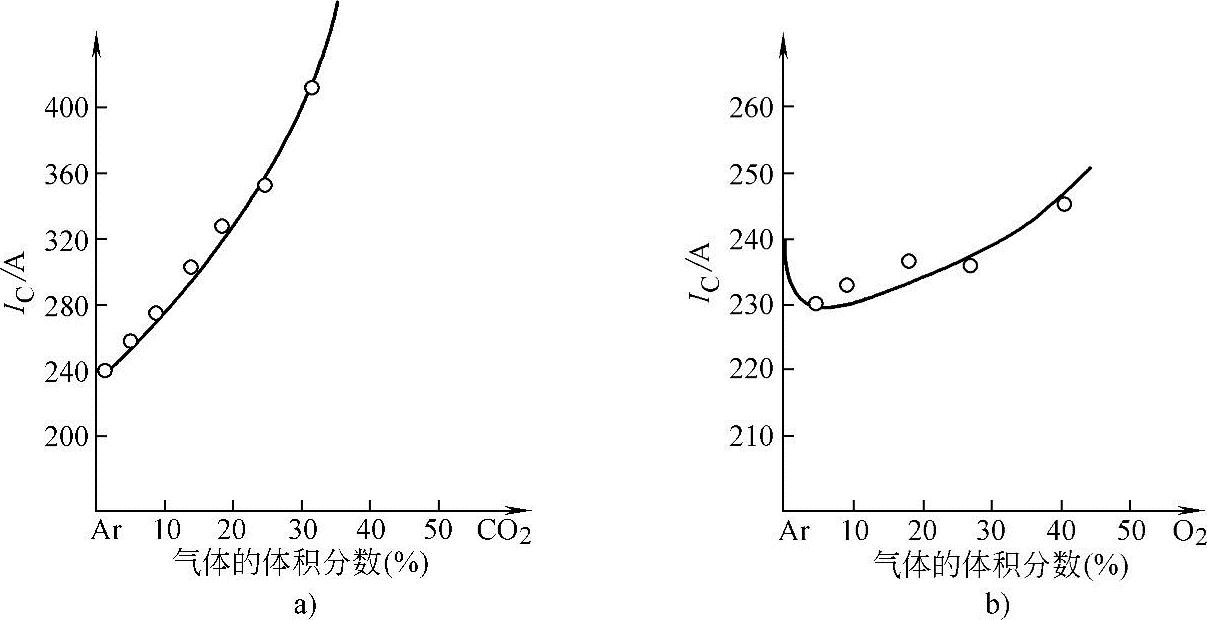
图7-24 不同保护气体时的射流过渡临界电流
a)Ar+CO2(H08Mn2Si,φ1.2mm) b)Ar+O2(H08Mn2Si,φ1.2mm)
采用Ar+CO2+O2三元混合气体作为保护气体焊接低碳钢和低合金钢将获得更好的工艺效果。常用的保护气体配比为Ar+15%CO2+5%O2,可用于射流过渡、脉冲射滴过渡和短路过渡。在我国采用Ar+CO2和Ar+O2二元混合气体较多,而Ar+CO2+O2三元混合气体却很少采用。
Ar+He+CO2+O2四元混合气体能够在较大电流时获得稳定的熔滴过渡。例如φ1.2mm的H08Mn2SiA焊丝,采用这种四元混合气体保护时,焊丝的熔化速度可达到30m/min以上。这样就形成了大电流高熔敷率的GMAW法。同时还能得到良好的力学性能和操作性。它主要用于焊接低合金高强度钢。当然也可以用于焊接低碳钢,但要注意焊接的经济性是否合理。
3.二氧化碳气体
二氧化碳气体是一种活性气体,也是唯一适合于焊接用的单一活性气体。CO2焊具有焊接速度高、熔深大、成本低和易进行空问位置焊接等优点,因此CO2焊已广泛用于焊接碳钢和低合金钢。
因为CO2气体在电弧高温作用下将发生分解,同时伴随吸热反应,对电弧产生冷却作用,而使其收缩。于是焊丝端头的熔滴在电弧力作用下被排斥,使得产生排斥性大滴过渡。这是一种不稳定的熔滴过渡形式,常常伴随着飞溅,难以在生产中应用。当弧长较短时(电弧电压较低),将发生短路过渡。这时短路与燃弧过程周期性重复,焊接过程稳定,热输入低,所以短路过渡适合焊接薄板和全位置焊缝。当焊接电流较大时,适当地降低电弧电压,能够发生潜弧射滴过渡。其特点是在大电流、低电压的条件下,电弧对母材金属产生很强的挖掘力,排开了熔池金属,使电弧进入到工件表面以下的凹坑内,形成“潜弧”状态。此时焊丝端头虽然在工件表面以下,却较少发生短路,从而使熔滴由非轴向大滴过渡转变为细小熔滴的轴向射滴过渡。常常伴随着瞬时短路,如图7-5所示,这是一种比较稳定的过渡过程,焊缝熔深大、飞溅较小,但由潜弧造成焊缝表面比较粗糙,在生产中常常用于中、厚板的平焊。从上述可见,CO2焊主要有3种熔滴过渡形式:大滴过渡、短路过渡和潜弧射滴过渡。其中后两种已被广泛应用。当焊接电流与电弧电压匹配不合适时,还可能发生不稳定的滴状排斥过渡和焊丝与工件固体短路。关于CO2焊熔滴过渡形式与焊接参数之问的关系示于图7-25。
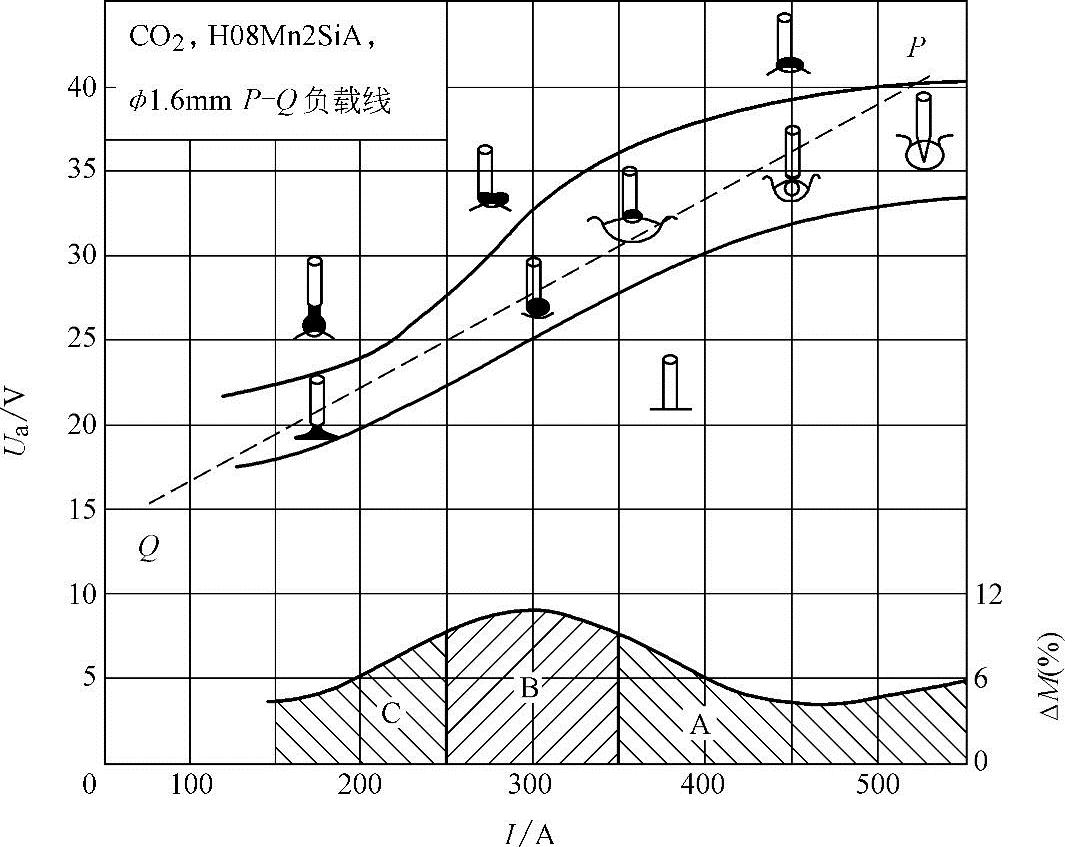
图7-25 CO2焊飞溅、熔滴过渡与焊接参数的关系
CO2焊的主要缺点是焊接过程中产生金属飞溅和焊缝成形不良。飞溅不但会降低熔敷效率,而且还能恶化劳动条件。产生飞溅的主要原因是:金属内部的CO气体急剧膨胀而发生剧烈爆炸;短路过渡焊接时,在短路过渡初期易发生瞬时短路,有的瞬时短路能产生大颗粒飞溅。而短路小桥的缩颈因通过很大电流而发生强烈爆断,同时伴随着细小的飞溅。通过工艺措施和冶金措施可使短路过渡飞溅明显降低。工艺措施方面主要是尽量采用较细的焊丝;焊接电流与电弧电压应合理匹配;降低短路峰值电流和在短路初期保持低值电流。短路过程中的电流波形控制,在整流式焊接电源中可以通过焊接回路串接的直流电感来调节,而在逆变焊接电源中不需串接较大的直流电感,而是依靠电子电抗器控制。这种情况下焊接飞溅可以明显降低,甚至可以达到无飞溅的焊接。冶金措施方面主要是采用合适的焊丝和保护气体成分。因为CO2气体是强氧化性气体,在焊接过程中与熔滴和熔池中金属的碳相互作用,生成CO,其结果可能产生飞溅和气孔。为此应避免产生CO,于是在焊丝中加入脱氧元素如Si、Mn和Al、Ti等,同时还应降低碳含量。此外,还应注意清理焊丝表面的油、锈等污物。
焊缝成形不良的主要特征是焊道呈窄而高的形状,熔深较浅。其主要原因是焊道短路过渡过程中燃弧能量不足。为此,对于整流电源可通过串接直流电感调节,电感大时能延长燃弧时问和提高燃弧能量,并改善焊缝成形。而对于逆变电源还可以控制燃弧电流的大小和燃弧时问,可以收到更好的效果。由于CO2气体是强氧化性气体,所以焊缝中含有较多的非金属夹杂物,较大地降低了焊缝中的冲击韧度。所以CO2不适合于焊接低合金高强度钢。
4.双层气流保护气体
熔化极气体保护焊采用双层气流保护可以得到更好的效果。此时,喷嘴采用两个同心喷嘴组成,即内喷嘴和外喷嘴。气流分别从内、外喷嘴流出,如图7-26所示。采用双层气流保护的目的一般有两个。
(1)提高保护效果熔化极气体保护焊时,由于电流密度较大,易产生较强的等离子流,容易将保护气流层破坏而卷入空气,破坏保护效果。这在大电流熔化极惰性气体保护电弧焊时尤其严重。将保护气流分内、外层流入保护区,则外层的保护气流可以较好地将外围空气与内层保护气体隔开,防止空气卷入,提高保护效果。对于铝合金大电流焊可以收到显著的效果。此时,两层保护气体可用同种气体,但流量不同,需要合理配置。一般内层气体流量与外层气体流量的比例为1~2时可以得到较好的效果。
(2)节省高价气体熔化极气体保护焊焊接钢材时,为得到喷射过渡需要用富氩气体保护。但是影响熔滴过渡形式的气体环境只是直接与电弧本身相接触的部分,因此为了节省高价的氩气,可以采用内层氩气保护电弧区,外层CO2气体保护熔池。少量CO2气体卷入内层氩气保护区,仍能保证富氩特性,保证稳定的喷射过渡特点。熔池在CO2气体保护下凝固结晶,可以得到性能良好的焊接接头。采用内层Ar,外层用纯CO2,而内外层流量比为3:7的双层气流保护的焊接效果大致与80%Ar+20%CO2混合气体保护的效果相同,但是焊接成本却大幅度下降。
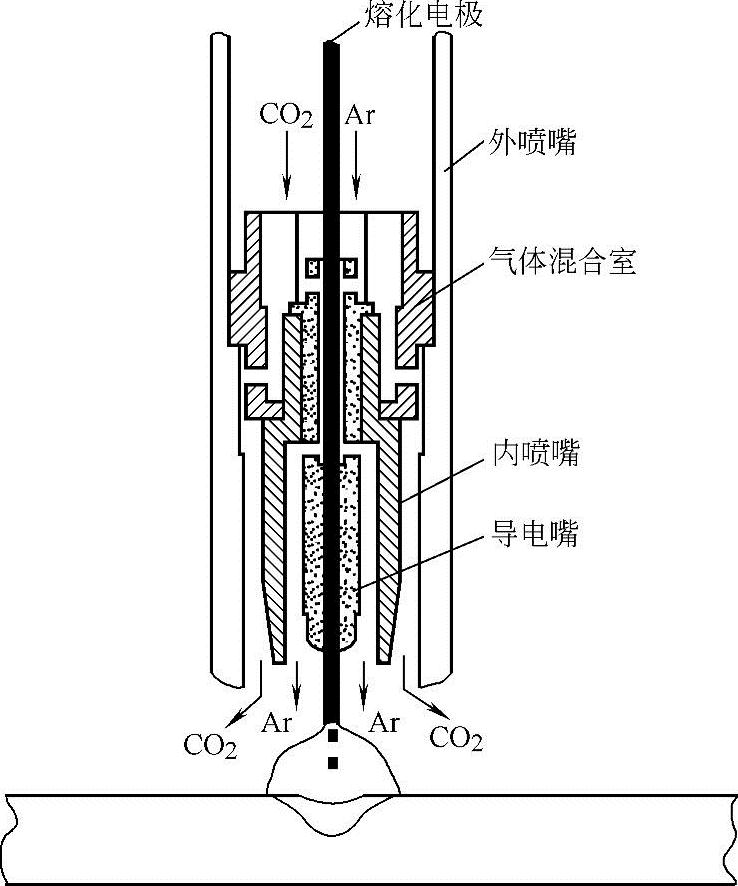
图7-26 双层气体保护焊枪
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





