控制系统由基本控制系统和程序控制系统组成。基本控制系统主要包括:焊接电源输出调节系统、送丝速度调节系统、小车或(工作台)行走速度调节系统和气体流量调节系统。它们的作用是在焊前或焊接过程中调节焊接电流、电压、送丝速度和气体流量的大小。焊接设备程序控制系统的主要作用是:
1)控制焊接设备的启动和停止。
2)控制电磁气阀动作,实现提前送气和滞后停气,使焊接区受到良好的保护。
3)控制水压开关动作,保证焊枪受到良好的冷却。
4)控制引弧和熄弧。GMAW的引弧方式一般有3种:爆断引弧(焊丝接触工件并通以电流使焊丝与工件接触处熔化,焊丝爆断后引燃电弧)、慢送丝引弧(焊丝缓慢送向工件,与工件接触引燃电弧后,再提高送丝速度达到正常值)和回抽引弧(焊丝接触工件,通电后回抽焊丝引燃电弧)。熄弧方式有两种:电流衰减(送丝速度也相应衰减,填满弧坑,防止焊丝与工件粘连)和焊丝反烧(先停止送丝,经过一定时问后切断焊接电源)。
5)控制送丝和小车(或工作台)移动。
程序控制是自动切换的。半自动焊的焊接启动开关装在焊枪上。当焊接启动开关闭合后,整个焊接过程按照设定的程序自动进行。程序控制的控制器由延时控制器、引弧控制器和熄弧控制器等组成。
程序控制系统将焊接电源、送丝系统、焊枪和行走系统、供气和冷却水系统有机地组合在一起,构成一个完整的、自动控制的焊接设备系统。
除程序系统外,高档焊接设备还有参数自动调节系统。其作用是当焊接参数受到外界干扰而发生变化时可自动调节,以保护有关焊接参数的恒定,维持正常稳定的焊接过程。
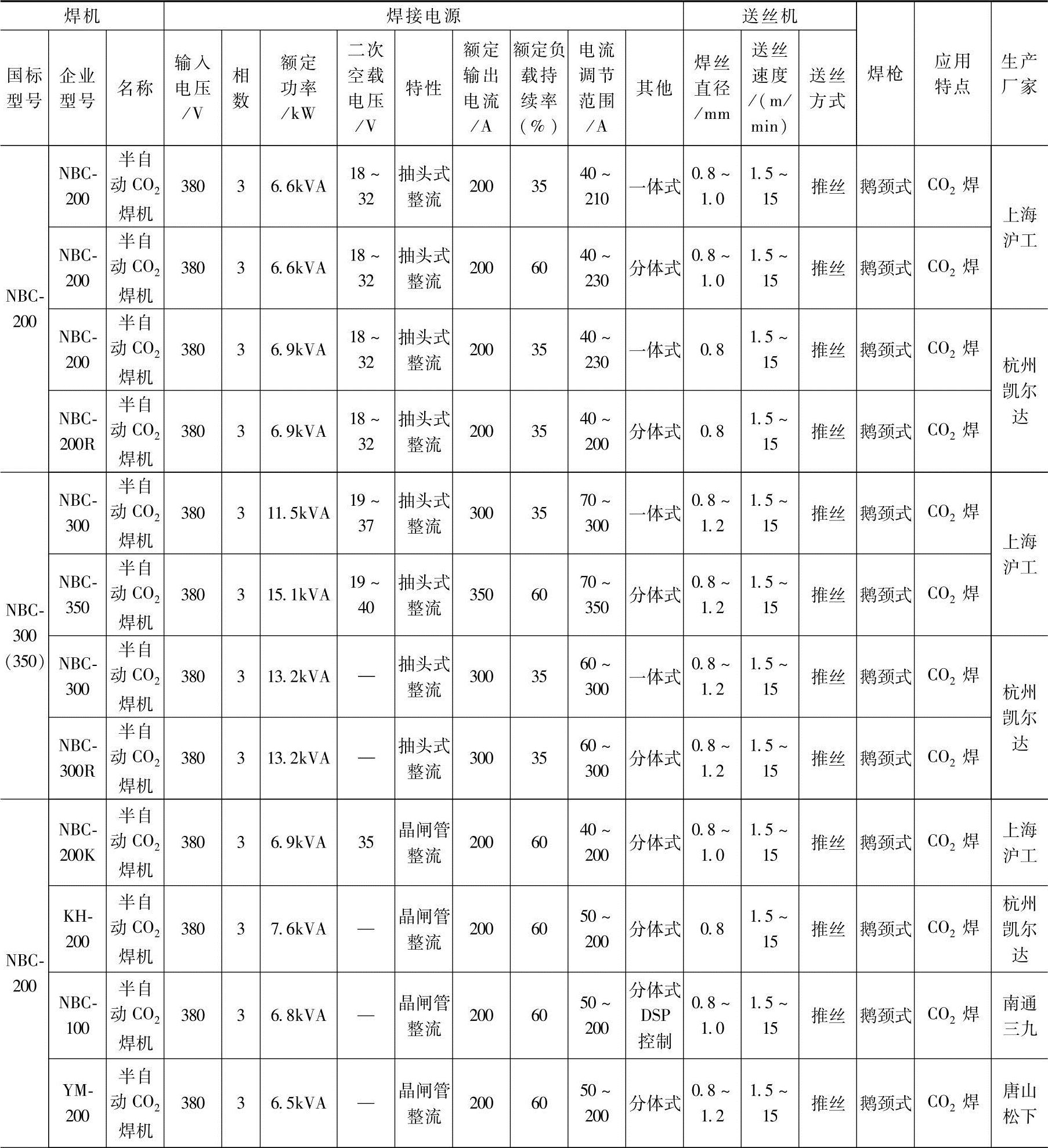
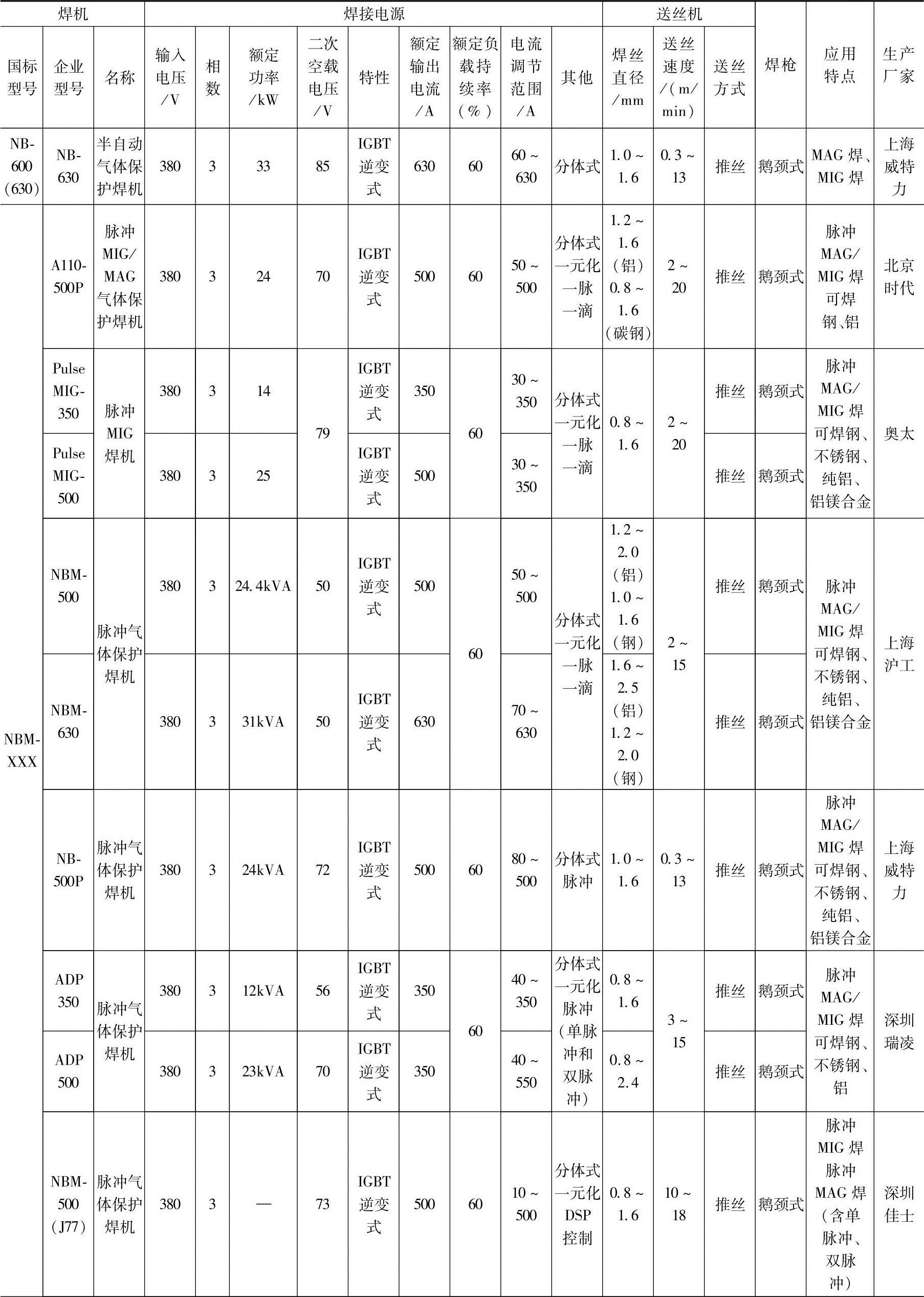
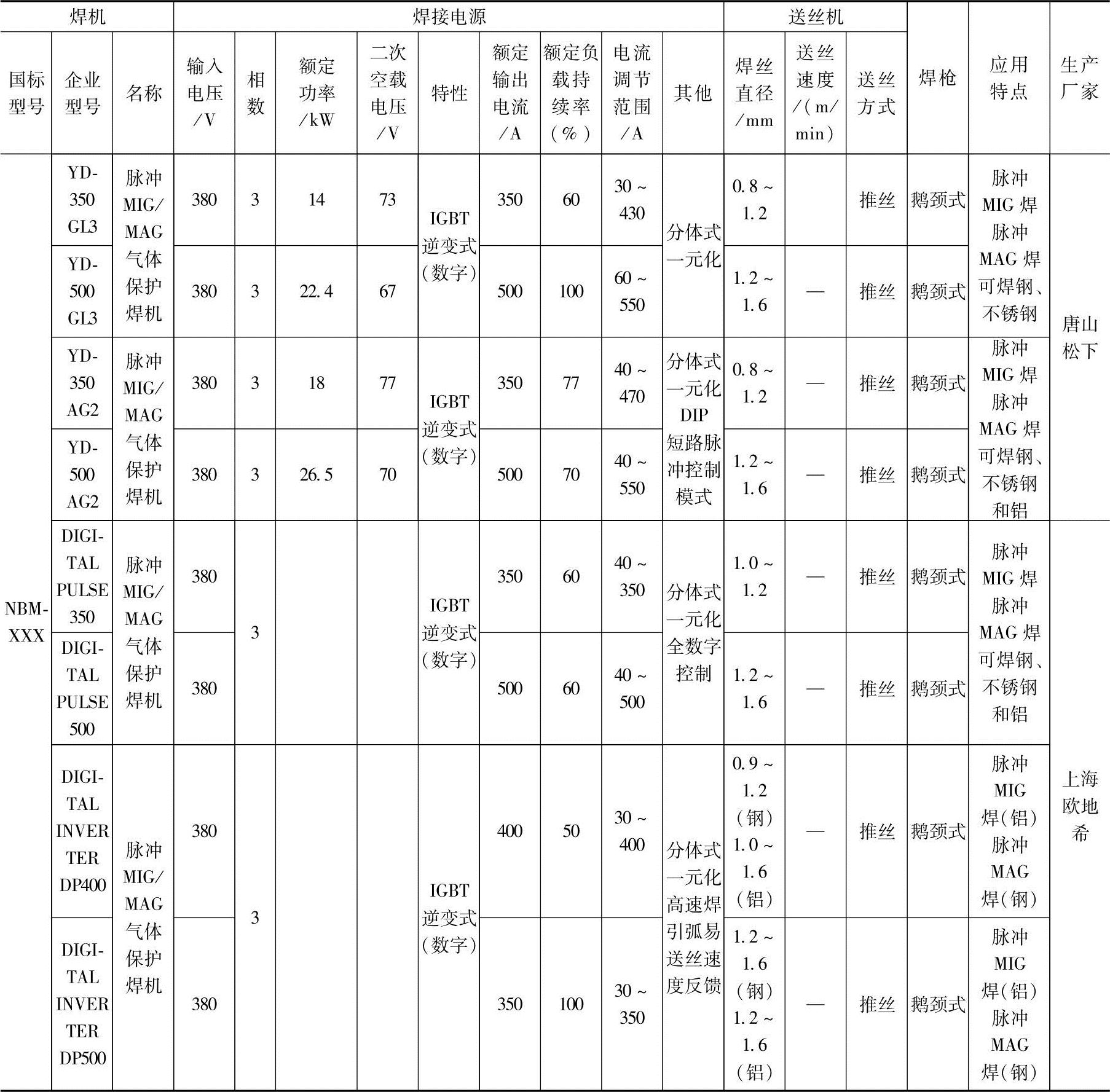
表7-4列出了部分常用国产熔化极气体保护电弧设备的型号、性能和有关技术参数及适用范围,以供读者参考和选用。
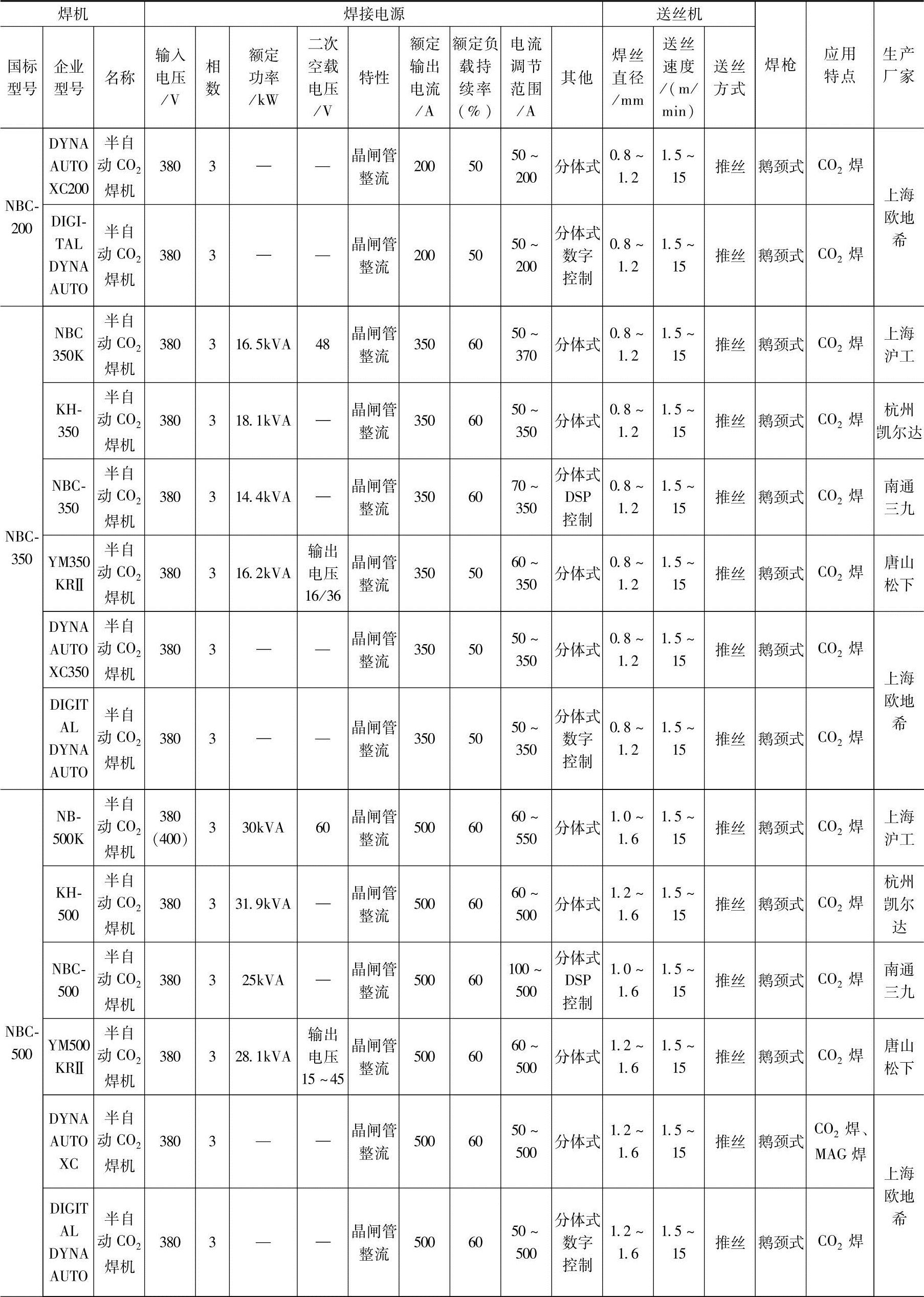
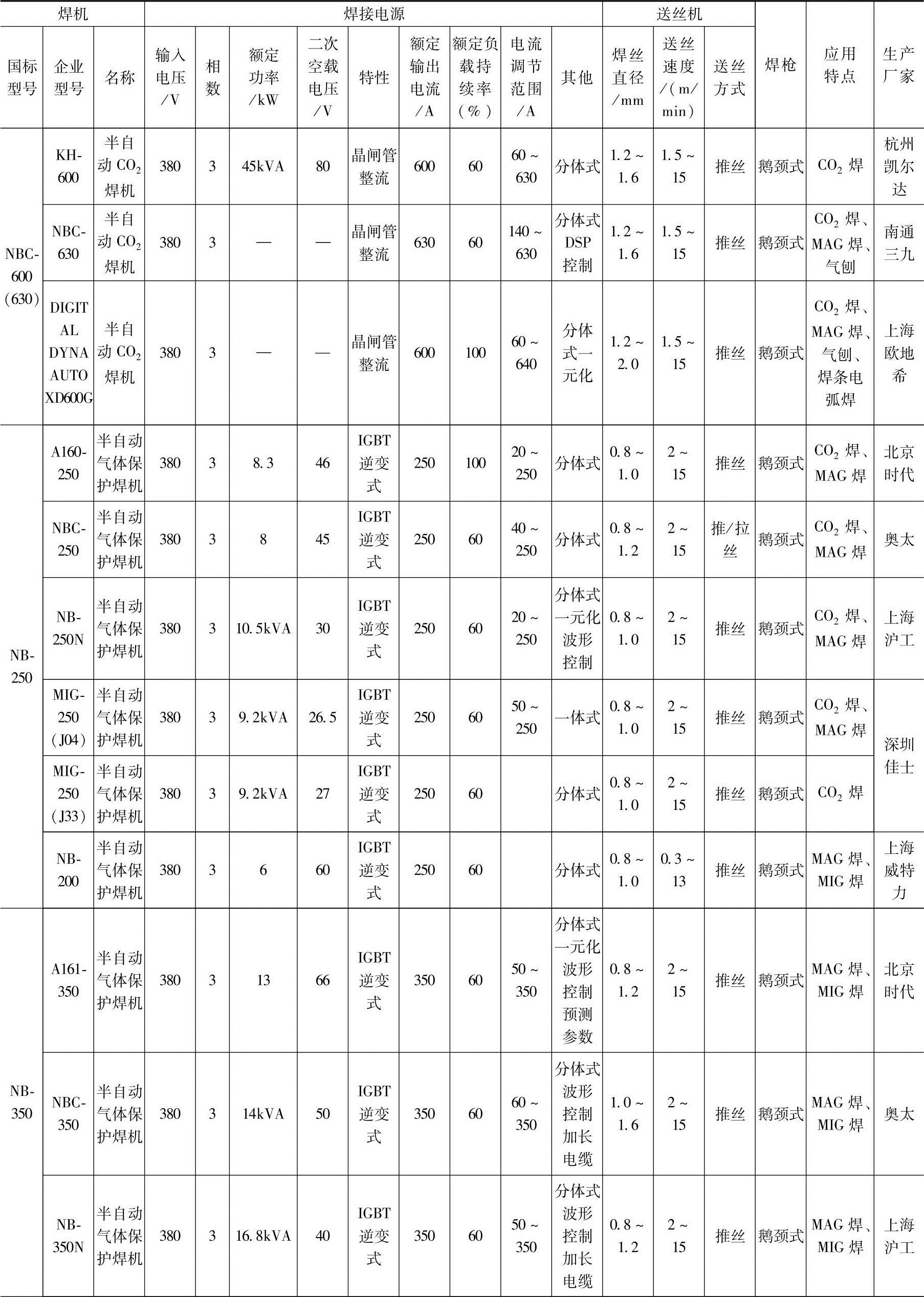
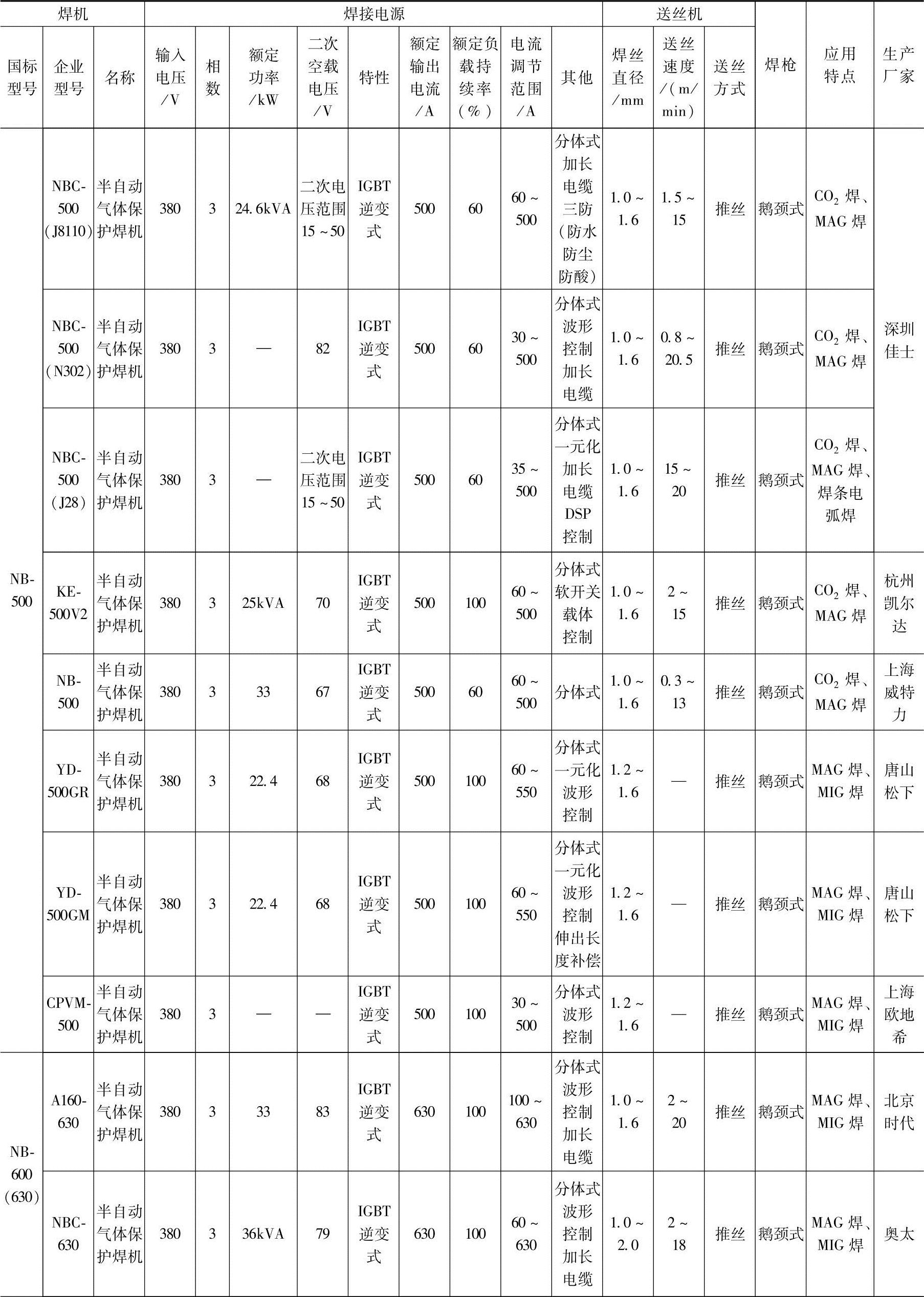
表7-4 国产熔化极气体保护电弧焊设备性能介绍
(续)(www.daowen.com)
(续)
(续)

(续)
(续)
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






