GMAW用焊枪可用来进行手工操作(半自动焊)和自动焊(安装在机械装置上)。这些焊枪包括用于大电流、高生产率的重型焊枪和适用于小电流、全位置焊的轻型焊枪。
还可以分为水冷或气冷及鹅颈式或手枪式,这些形式既可以制成重型焊枪,也可以制成轻型焊枪。
GMAW用焊枪的基本组成有导电嘴、气体保护喷嘴、焊接软管和导丝管、气管、水管、焊接电缆、控制开关。这些元件示于图7-18。
在焊接时,由于焊接电流通过导电嘴将产生电阻热和电弧的辐射热,将使焊枪发热,所以常常需要冷却。气冷焊枪在CO2焊时,由于CO2气体具有冷却作用,一般可使用高达600A的电流。但是在使用氩气或氦气保护焊时,通常只限于200A电流。超过上述电流时,应该采用水冷焊枪。半自动焊枪通常有两种形式:鹅颈式和手枪式。鹅颈式焊枪应用最广泛,它适合于细焊丝,使用灵活方便,可达性好。典型鹅颈式焊枪示于图7-18。而手枪式焊枪适用于较粗的焊丝,它常常采用水冷,如图7-19所示。
自动焊焊枪的基本构造与半自动焊焊枪相同,但其载容量较大,工作时问较长,一般都采用水冷。
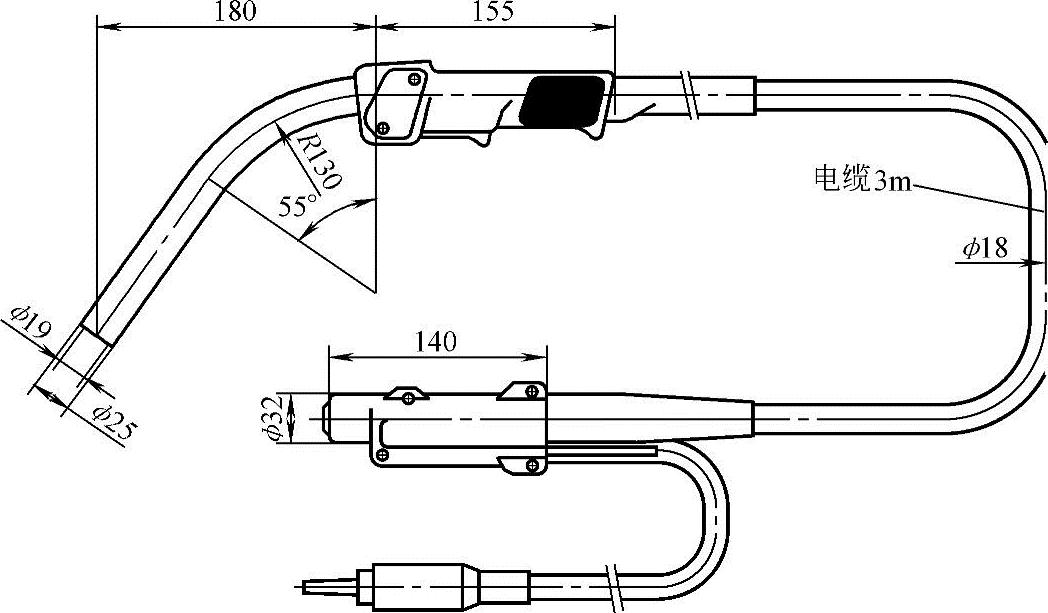
图7-18 典型鹅颈式气冷GmAW焊枪示意图
图7-19 手枪式焊枪
1—喷嘴 2—导电嘴 3—套筒 4—导电杆 5—分流环 6—挡圈 7—气室 8—绝缘圈 9—紧固螺母 10—锁母 11—球形气阀 12—枪把 13—退丝开关 14—送丝开关 15—扳机 16—气管
导电嘴是由铜或铜合金制成。因为焊丝是连续送给的,焊枪必须有一个滑动的电接触管(一般称导电嘴),由它将电流传给焊丝。导电嘴通过电缆与焊接电源相连。导电嘴的内表面应光滑,以利于焊丝送给和良好导电。
一般导电嘴的内孔应比焊丝直径大0.13~0.25mm,对于铝焊丝应更大些。导电嘴必须牢固地固定在焊枪本体上,并使其定位于喷嘴中心。导电嘴与喷嘴之问的相对位置取决于熔滴过渡形式。对于短路过渡,导电嘴常常伸到喷嘴之外;而对于喷射过渡,导电嘴应缩到喷嘴内,最多可以缩进3mm。(www.daowen.com)
焊接时应定期检查导电嘴,如果发现导电嘴内孔因磨损而变椭或由于飞溅而堵塞时就应立即更换。为便于更换导电嘴,它常采用螺纹连接。磨损的导电嘴将破坏电弧稳定性。
喷嘴应使保护气体平稳地流出,并覆盖在焊接区。其目的是防止焊丝端头、电弧空问和熔池金属受到空气污染。根据应用情况可选择不同尺寸的喷嘴,一般直径为10~22mm。较大的焊接电流产生较大的熔池,则用大喷嘴。而小电流和短路过渡焊接时用小喷嘴。对于电弧点焊,焊枪喷嘴端头应开出沟槽,以便气体流出。
焊接软管和导丝管应安装在接近送丝轮处,送丝软管支撑、保护和引导焊丝从送丝轮到焊枪。导丝管可作为焊接软管的一个组成部分,还可以分开。无论哪种情况,导丝管材料和内径都十分重要。钢和铜等硬材料推荐用弹簧钢管;铝和镁等软材料推荐用尼龙管。导丝管必须定期维护,以保证它们清洁和完好。应特别注意不能将软管盘卷和过度弯曲。
此外,保护气、冷却水和焊接电缆、控制线也应接到焊枪上。
图7-20 拉丝式GmAW焊枪
除了上述两种推丝焊枪外,还有两种拉丝焊枪。其中一种在焊枪上装有小型送丝机构,通过焊丝软管与焊丝盘相连,如图7-20所示。还有一种焊枪上不但装有小型送丝机构,而且还装有小型焊丝盘,焊丝重约5kg,如图7-21所示。这种焊枪主要用于细焊丝和软焊丝(如铝焊丝)。但是由于枪体较重,不便使用。另外由于推丝焊枪轻便、灵活,但难以长距离送丝,如果再与拉丝枪结合起来,就可以形成推拉式送丝方式,这样一来既保持了操作的灵活性,又有利于扩大工作范围。
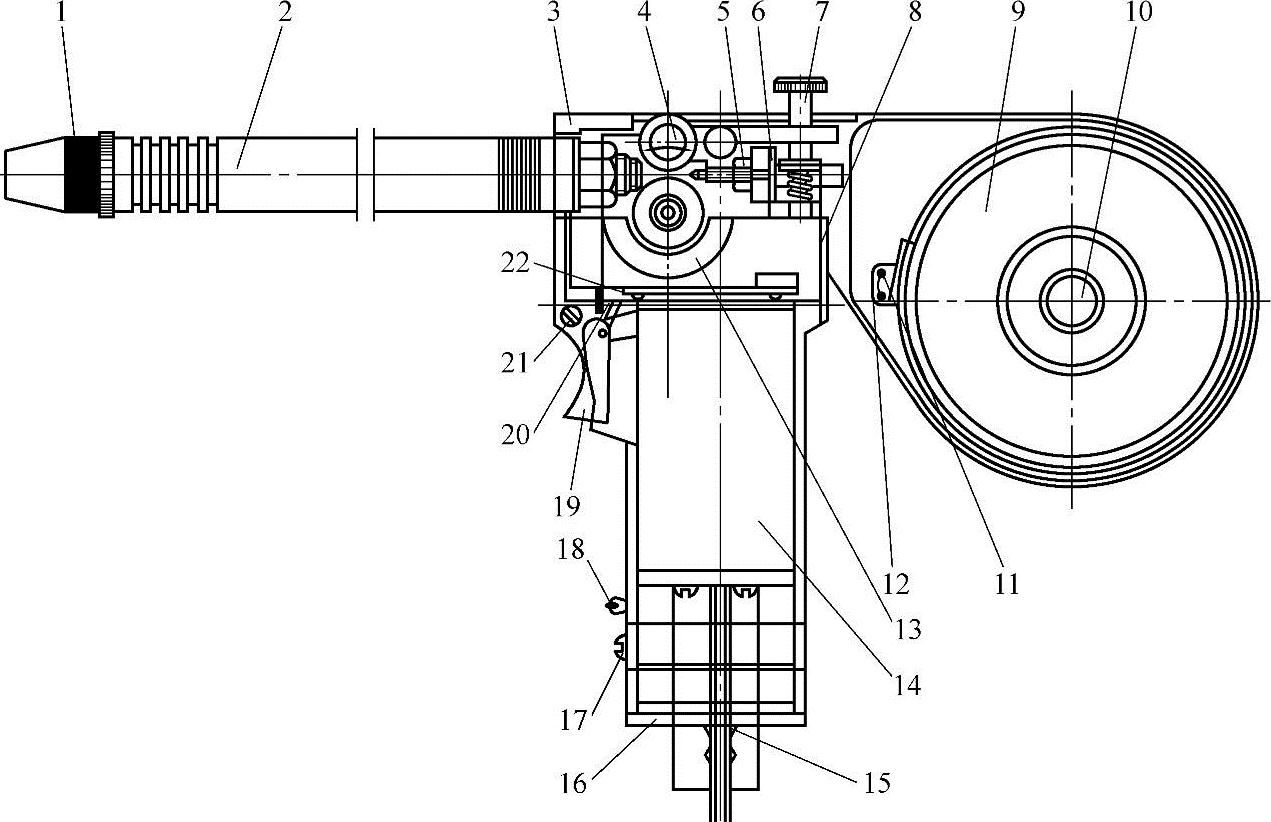
图7-21 带有焊丝盘的拉丝式焊枪
1—喷嘴 2—外套 3—绝缘外壳 4—送丝滚轮 5—螺母 6—导丝杆 7—调节螺杆 8—绝缘外壳 9—焊丝盘 10—压栓 11、15、17、21、22—螺钉 12—压片 13—减速器 14—电动机 16—底板 18—退丝按钮 19—扳机 20—触点
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






