送丝系统通常是由送丝机(包括电动机、减速器、矫直轮和送丝轮)、送丝软管及焊丝盘等组成。盘绕在焊丝盘上的焊丝经过矫直轮后,再经过安装在减速器输出轴上的送丝轮,最后经过送丝软管送到焊枪(推丝式)。或者焊丝先经过送丝软管,然后再经过送丝轮送到焊枪(拉丝式)。根据送丝方式不同,送丝系统可分为4种类型,如图7-13所示。
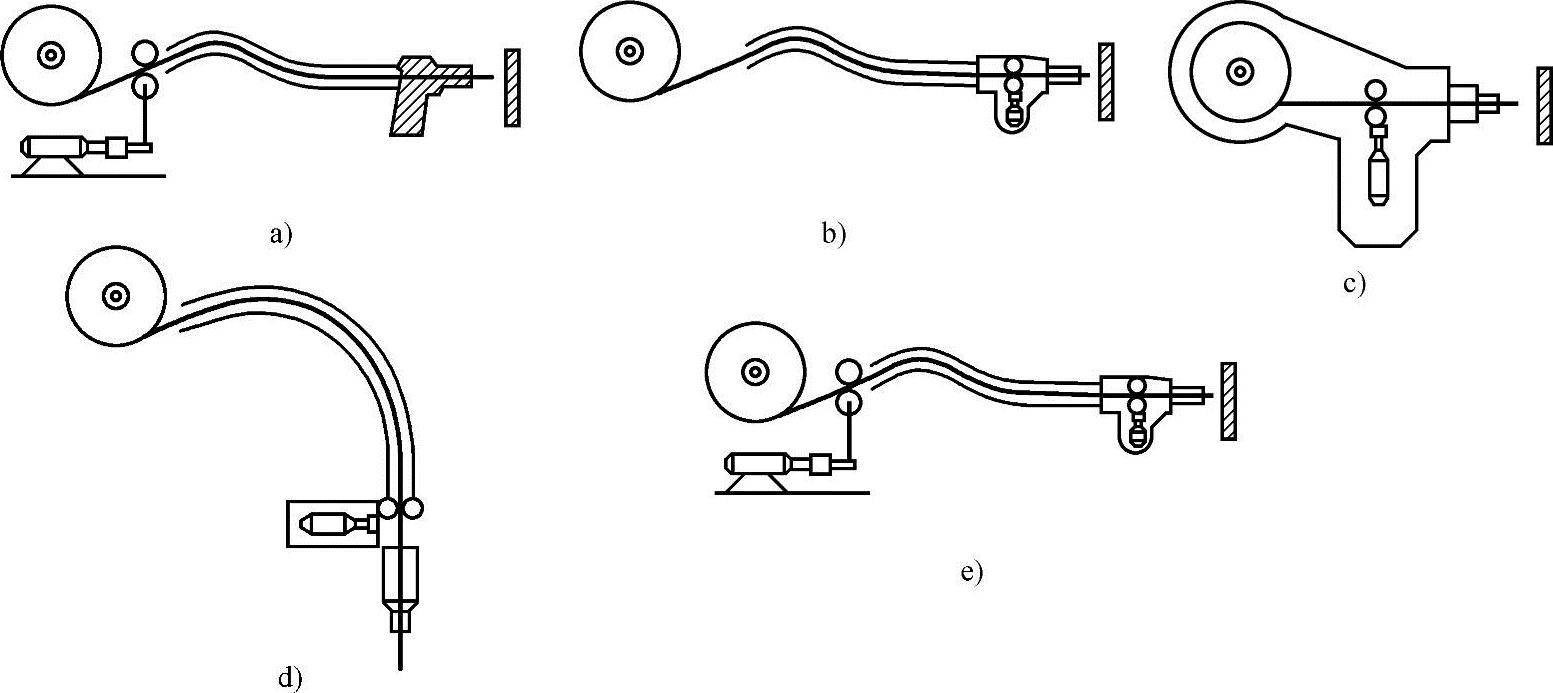
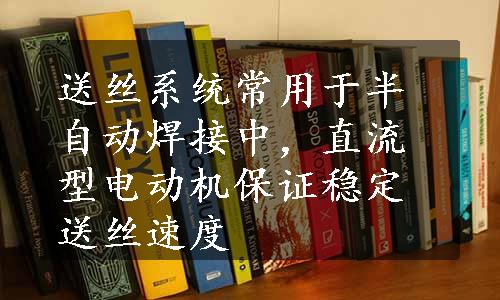
图7-13 送丝方式示意图
a)推丝式 b)、c)、d)拉丝式 e)推拉丝式
(1)推丝式 推丝式是半自动熔化极气体保护焊应用最广泛的送丝方式之一。这种送丝方式的焊枪结构简单、轻便、操作和维修都比较方便。但焊丝送进的阻力较大,随着软管的加长,送丝稳定性变差,特别是对于较细、较软材料的焊丝。一般送丝软管长为3~5m。
(2)拉丝式 拉丝式可分为3种形式。一种是将焊丝盘与焊枪分开,两者通过送丝软管连接。另一种是将焊丝盘直接安装在焊枪上。这两种都适用于细丝半自动焊,但前一种操作比较方便。还有一种是不但焊丝盘与焊枪分开,而且送丝电动机也与焊枪分开,这种送丝方式可用于自动熔化极气体保护电弧焊。
(3)推拉丝式 这种送丝方式的送丝软管最长可以加长到15m左右,扩大了半自动焊操作距离。送进焊丝时既靠后面送丝机的推力,又靠前面送丝机的拉力。但是拉丝速度应稍快于推丝,做到以拉丝为主。这样在送丝过程中,始终能保持焊丝在软管中处于拉直状态。这种送丝方式常被用于半自动熔化极气体保护电弧焊。
目前我国与大部分国家一样,主要使用对滚轮送丝机。送丝电动机与驱动轮相连接,该驱动轮在运行过程中将力传递给焊丝,一方面从焊丝盘拉出焊丝,另一方面通过软管和焊枪把焊丝推出。送丝机可用二轮或四轮驱动装置,如图7-14和图7-15所示。其中二轮送丝装置中,轮问的压紧力可以调节,该力的大小决定于焊丝直径和焊丝种类(如实心和药芯焊丝,硬的或软的焊丝)。在送丝轮前后设有输入和输出导向管,其作用是使焊丝准确地对准送丝轮沟槽和尽量缩短导向管到送丝轮之问的距离,以便支承焊丝并防止焊丝失稳而弯折。四轮送丝装置中,有两对滚轮压紧焊丝,这就保证了在送丝力相同时,减小滚轮对焊丝的压紧力,适合用于送进软的焊丝,如铝焊丝和药芯焊丝。
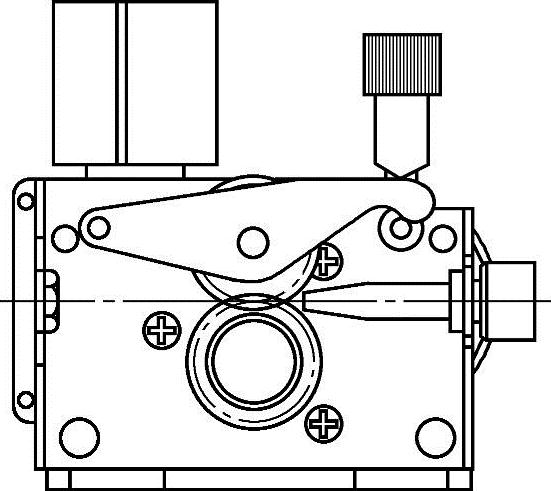
图7-14 对滚轮送丝机构(www.daowen.com)
图7-15 四滚轮送丝机构
通常用于实心焊丝的送丝滚轮形式示于图7-16。这里沟槽轮与平的支承轮相配合。V形沟槽常用于实心硬焊丝,如碳钢、不锈钢;U形沟槽适用于软焊丝,如铝。
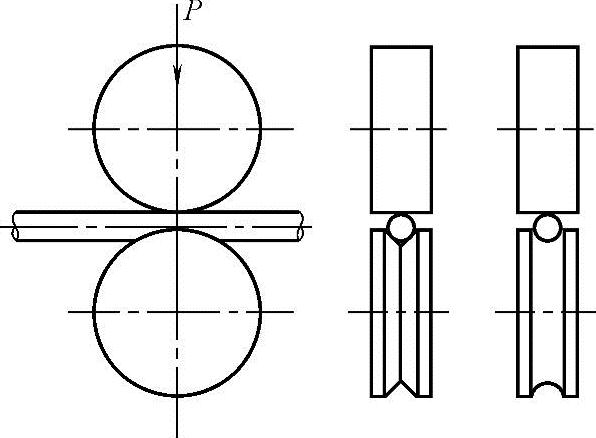
图7-16 送丝轮的沟槽形状
滚花送丝轮与滚花支承轮相配合,如图7-17所示,常用于药芯焊丝。滚花的作用是可以把最大的驱动力转移到焊丝上,但驱动轮对焊丝的压力却减小。
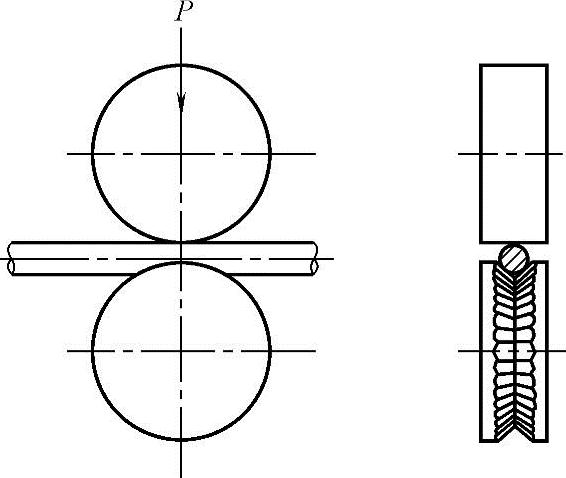
图7-17 滚花送丝轮适用于药芯焊丝
为了保证送丝速度稳定和调节方便,送丝电动机一般采用直流型。细焊丝采用等速送丝方式,运行中应保持送丝速度不变,所以送丝电动机采用他励式或永久磁铁型。对于粗焊丝采用恒流型电源和变速送丝,所以这类送丝电动机除可用上述电动机外,还可以采用串励式电动机。等速送丝机的送丝速度范围为2~16m/min,而变速送丝机的送丝速度为0.2~5m/min。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






