熔化极气体保护电弧焊通常采用直流焊接电源,这种电源可为变压器-整流器式、原动机-发电机式和逆变式电源。GMAW所需求的电流通常在50~500A之问,特种应用要求1500A。电源的负载持续率通常为60%~100%范围,对于便携式焊机可为30%。空载电压在55~85V范围。
1.焊接电源的外特性
GMAW的焊接电源按其特性类型可分为三种:平特性(恒压)、陡降型(恒流)和缓降型。
当采用惰性气体或活性气体作为保护气体,焊丝直径小于φ1.6mm时,常常选用平特性电源。这是因为平特性电源配合等速送丝系统具有许多优点。这里平特性电源可以是“L”形外特性,还可以是水平外特性。前者可以改变“L”形特性的给定信号调节电弧电压,而后者可以通过改变电源空载电压调节电弧电压。可见焊接参数调节方便,同时使用这种电源,当弧长变化时能引起较大的电流变化,从而产生较强的弧长自调节作用,在引弧时能产生较大的短路电流上升速度和较大的短路电流,有利于引弧。实际使用的平特性电源其外特性并不都是平直特性,往往都带有一定的下斜特点,但下降斜率一般不大于4V/100A,否则将减弱弧长自调节作用。
当焊丝直径较粗(大于φ2mm),生产中一般采用下降外特性电源,配用变速送丝系统。由于焊丝直径较粗,电弧的自身调节作用较弱,弧长变化后恢复速度较慢,仅仅依靠控制电弧的自身调节作用难以保证稳定的焊接过程。因此也像一般埋弧焊那样需要外加弧压反馈电路,将电弧电压(弧长)的变化及时反馈到送丝控制电路,如弧长增大时,将使较大的电弧电压信号反馈到送丝控制电路,使送丝速度增大,从而使弧长能及时恢复,反之亦然。对于铝及铝合金的焊丝(直径小于φ1.6mm),其熔滴过渡特点与钢不同,它通常采用亚射流过渡形式(它为射滴过渡与短路过渡的混合形式)。当弧长改变时,电弧具有较强的固有自身调节能力,所以这时不再选用平特性电源,而采用陡降特性电源。不仅能获得稳定的焊接过程,而且还能改善焊缝成形。
2.焊接电源的动特性
焊接电源的动特性概念随着科学技术的进步,其含义也发生变化。电源动特性是指当负载状态发生瞬时变化时,焊接电流和输出电压与时问的关系,用以表征对负载瞬变的反应能力。在GMAW工艺中,短路过渡时负载周期性地发生很大变化,如果电源不能适应负载变化的需要,则将破坏焊接过程的稳定性,引起强烈飞溅和不良焊缝成形。
最初,电源动特性指标主要有三项:
1)短路电流上升速率,dis/dt(A/s)。
2)短路峰值电流,Imax(A)。
3)从短路到燃弧的电源电压恢复速度,dUa/dt(V/s)。
这些指标如图7-11所示。
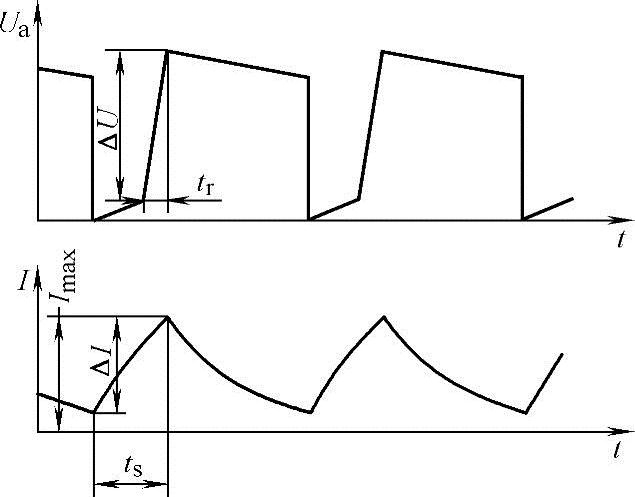
图7-11 弧焊电源动特性示意图
ΔU/tr—电压恢复速度 ΔI/ts—短路电流上升速度 Imax—短路峰值电流
电压恢复速度dUa/dt较小时,电弧不易再引燃,这个问题在原动机-发电机式焊机上容易出现。而整流式焊机和逆变式焊机的dUa/dt很大,电弧再引燃不成问题。(https://www.daowen.com)
目前大量使用的整流式CO2焊机都采用串联在输出电路中的直流电感作为抑制电流变化的元件。在粗焊丝、大电流情况下,要求短路电流上升速度dis/dt小一些,则直流电感应大一些;反之细焊丝、小电流情况下,要求dis/dt大一些,则直流电感应小一些。在其他条件不变时,小电感将产生较大的dis/dt,则得到较大的短路峰值电流Imax和产生较大的飞溅。反之,较大电感将产生较小的Imax和较小的飞溅。但是过大的电感,将引起焊丝与工件固体短路和产生更大的飞溅。所以应该正确地选择直流电感,应按表7-3选择合适的直流电感值。
表7-3 合适的直流电感

可见,晶闸管整流焊机的动特性可用直流电感进行调解。此外,还可采用状态控制,也就是分别控制短路阶段和燃弧阶段。适当地降低短路阶段的电源电压和提高燃弧阶段的电源电压,就可以起到类似于直流电感的作用。短路时降低dis/dt和Imax,而燃弧时提高燃弧电流。这样一来,不但可以降低飞溅,而且还可以改善焊缝成形。
逆变式焊机,由于其工作频率高达20kHz,这就决定了其响应速度很高,能充分满足短路过渡的需要。这时也采取状态控制法。控制短路阶段的主要出发点是降低焊接飞溅。首先在短路初期应抑制电流上升速度,维持较低的电流(几十安),使熔滴能柔顺地沿熔池铺展开,而防止瞬时短路和避免大颗粒飞溅。然后迅速提高短路电流,其目的是加快短路过渡过程。当达到某一设定之后,立刻改变电流上升率,以较小的dis/dt增大电流,以便降低Imax和减小飞溅。控制燃弧阶段的主要出发点是提高燃弧能量,以便改善焊缝成形。
上述典型电流波形示于图7-12。上述电流波形是通过电子电抗器实现的,而不再是依靠铁磁电抗器。所以逆变式焊机的铁磁电感常常很小,仅为几十微亨,比一般整流电焊机小一个数量级。通过微机控制短路过渡的逆变式焊机,可以针对不同焊丝、不同电流和不同需要(如焊接速度和焊接位置等)较容易地通过柔性系统调节出合适的焊接参数,并得到理想的工艺效果。
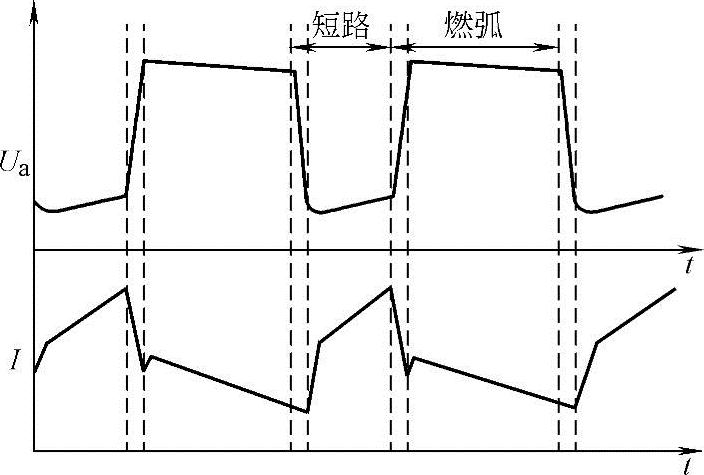
图7-12 逆变式GmAW焊机的电流、电压波形
从上述可以看到,短路过渡焊时不仅应选择合适的电源外特性(也就是电源静特性),还必须十分重视电源动特性。显然,自由过渡工艺对电源动特性要求不高,但是对于CO2保护的潜弧焊,虽然以喷射过渡为主,但常常伴以瞬时短路,所以还应选择合适的电源动特性。
3.电源输出参数的调节
GMAW电源的主要技术参数有:输入电压(相数、频率、电压)、额定焊接电流、额定负载持续率、空载电压、负载电压范围、焊接电流范围、电源外特性曲线类型(平特性、陡降外特性和缓降外特性)等。根据焊接工艺的需要确定对焊接电源技术参数的要求,然后选用能满足要求的焊接电源。
在焊接过程中可以根据工艺需要对电源的输出参数、电弧电压及焊接电流及时进行调节。
(1)电弧电压 电弧电压是指焊丝端头和工件之问电压降。不是电源电压表指示的电压(电源输出端的电压)。电弧电压的调节,对于“L”形外特性是通过改变电压给定信号来实现的,而对于平特性电源主要是通过调节空载电压来实现。对于陡降特性电源,通过调节控制系统的电压给定信号来实现。
(2)焊接电流 平特性电源的电流大小主要通过调节送丝速度来实现。对于陡降特性电源则主要通过调节电源外特性来实现。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







