1.气体选择
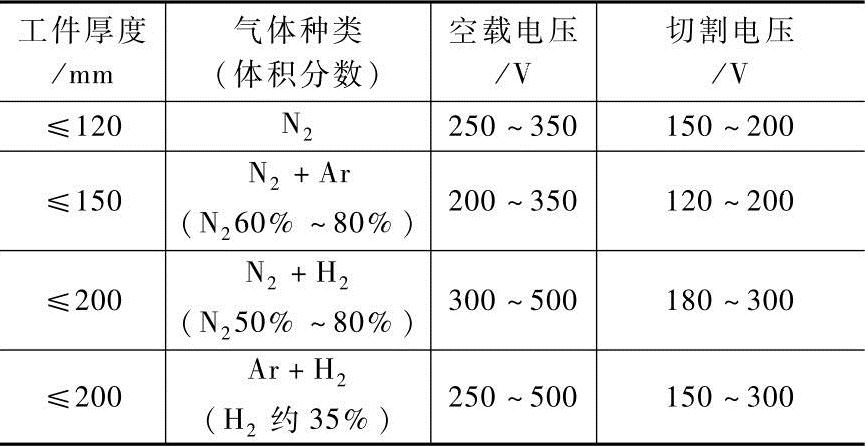
等离子弧切割使用的离子气有N2、Ar、Ar-H2、N2-H2、空气以及氧气等。离子气的种类决定切割时的弧压,弧压越高切割功率越大,切割速度及切割厚度都相应提高。但弧压越高,要求切割电源的空载电压也越高,否则难以引弧或电弧在切割过程中容易熄灭。表6-13为等离子弧切割时常用气体的选择。
N2是一种广泛采用的切割离子气,用N2作离子气时,需要165V以上的空载电压。Ar作离子气时,只需75~80V空载电压,但切割厚度仅在30mm以下,因不经济不常使用。H2作离子气需350V以上空载电压才能产生稳定的等离子弧。以上任意两种气体混合使用都比单一的气体好,其中尤以Ar-H2及N2-H2混合气切口质量最好,由于N2价格低廉,生产中用得较多。压缩空气作离子气时热焓值高,弧压100V以上,电源电压200V以上,在切割30mm以下厚度的材料时,已有取代氧乙炔焰切割的趋势。
表6-13 等离子弧切割常用气体的选择[8]
2.切割参数
切割参数包括切割电流、切割电压、切割速度、气体流量以及喷嘴距工件高度。
(1)切割电流 一般依据板厚及切割速度选择切割电流。提供切割设备的厂商都向用户说明某一电流等级的切割设备能够切割板材的最大厚度。但应注意,对于确定厚度的板材,切割电流越大,则切割速度越快。
(2)切割电压 虽然可以通过提高电流,增加切割厚度及切割速度,但单纯增加电流使弧柱变粗,切口加宽,所以切割大厚度工件时,提高切割电压更为有效。可以通过调整或改变切割气体成分提高切割电压,但切割电压超过电源空载电压2/3时容易熄弧,因此选择的电源空载电压一般应是切割电压的2倍。
(3)切割速度 在切割功率不变的前提下,提高切割速度使切口变窄,热影响区减小。因此在保证切透的前提下尽可能选择大的切割速度。
(4)气体流量 气体流量要与喷嘴孔径相适应。气体流量大,利于压缩电弧,使等离子弧的能量更为集中,提高了工作电压,有利于提高切割速度和及时吹除熔化金属。但气体流量过大,从电弧中带走过多的热量,降低了切割能力,不利于电弧稳定。
(5)喷嘴高度 喷嘴距工件高度一般为6~8mm。空气等离子弧切割所需高度略小,正常切割时一般为2~5mm。除正常切割外,空气等离子弧切割时还可以将喷嘴与工件接触,即喷嘴贴着工件表面滑动,这种切割方式称接触切割或称笔式切割,切割厚度约为正常切割时的一半。
(6)常用金属的切割参数 几乎所有的金属材料和非金属材料都可以进行等离子弧切割。不同切割方法的切割参数见表6-14~表6-19及图6-39。
表6-14 一般的等离子弧切割参数参考值[2]
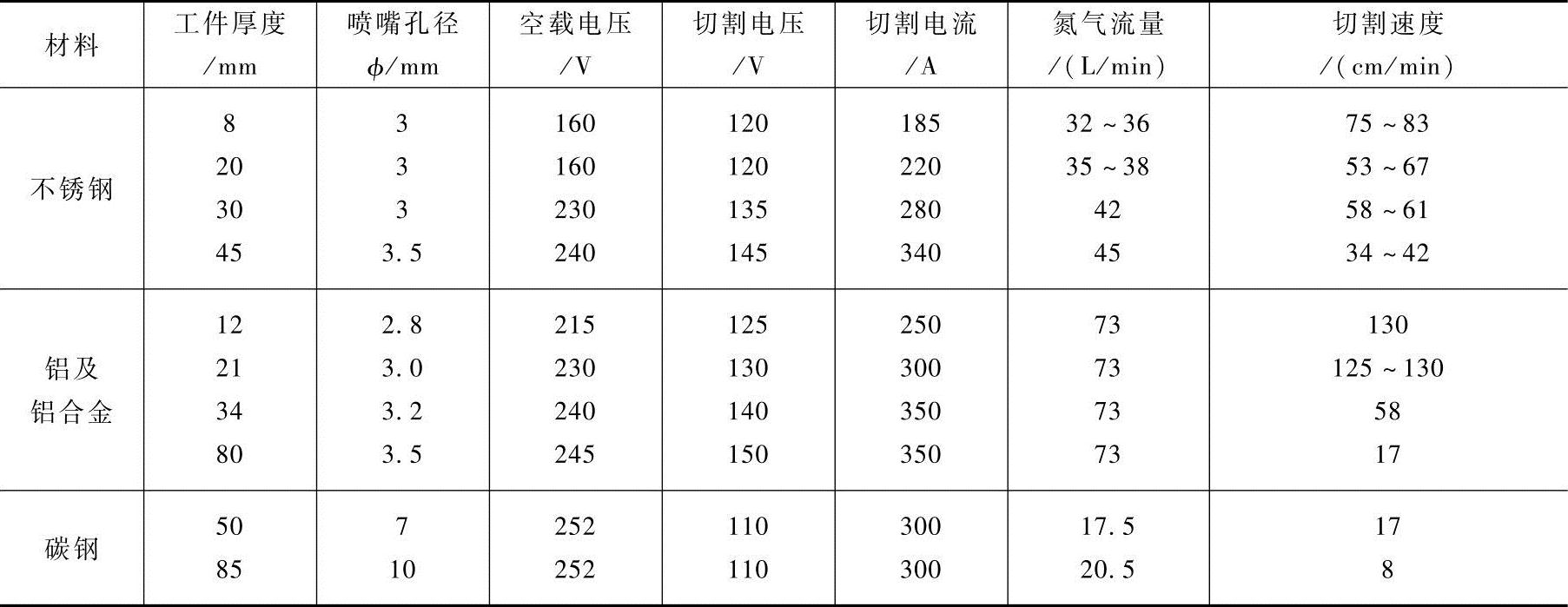
表6-15 水再压缩等离子弧切割参数参考值[6](https://www.daowen.com)
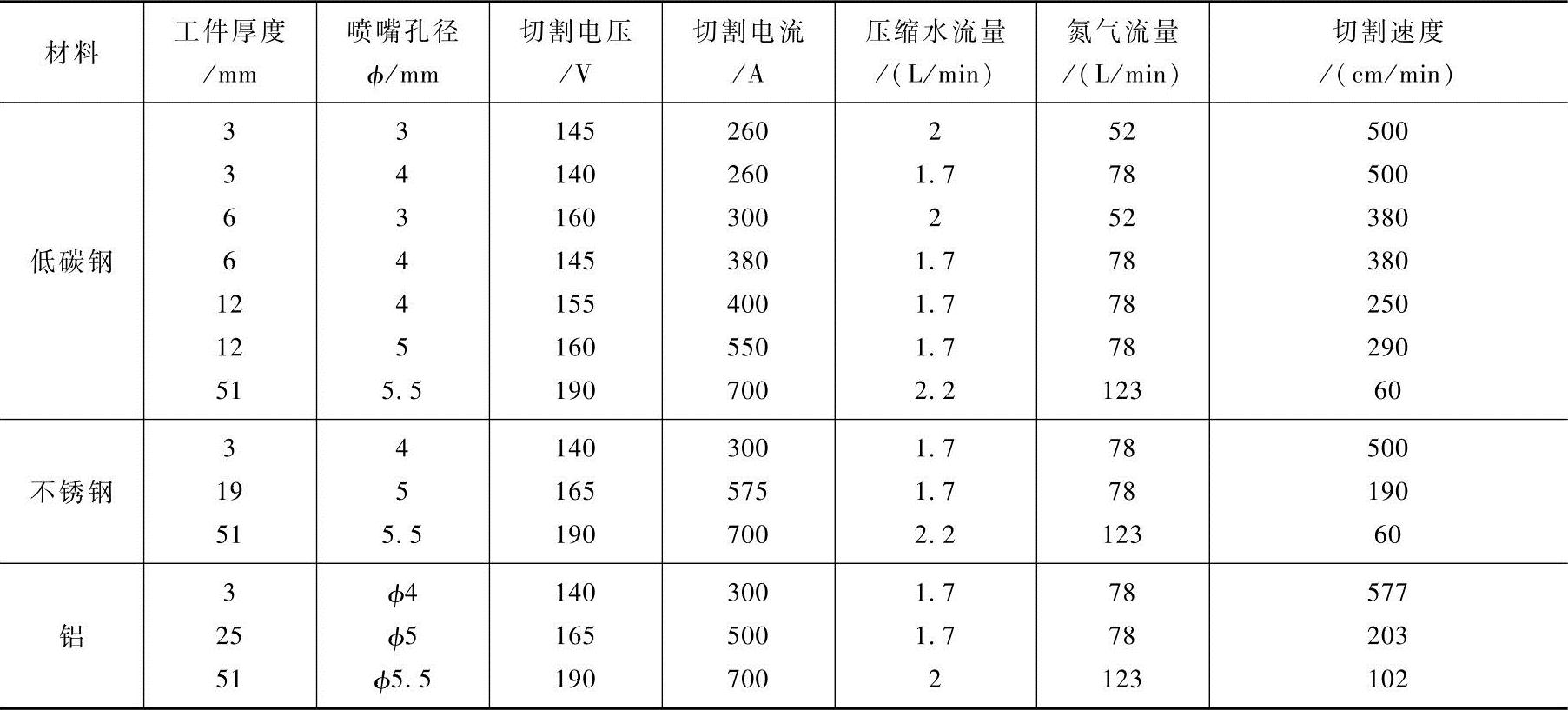
表6-16 空气等离子弧切割常用村料厚度参考值 (单位:mm)
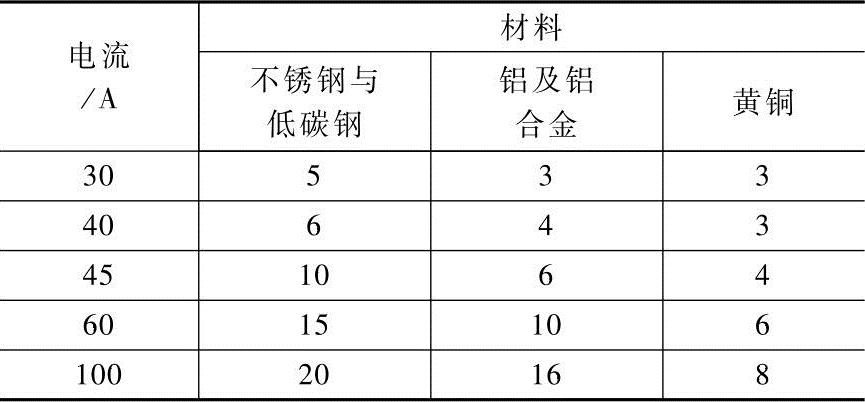
表6-17 切割铝合金的典型参数[3]
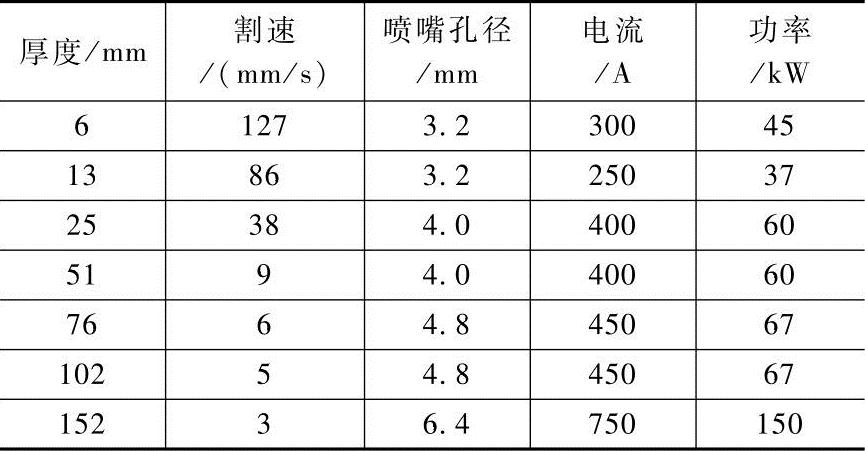
注:喷嘴孔径与离子气流速有关。喷嘴孔径从φ3.2mm到φ6.4mm改变时,对应的离子气流速从47L/min到120L/min。气体采用氮气或氩气加35%氢气。
表6-18 切割不锈钢的典型参数[3]
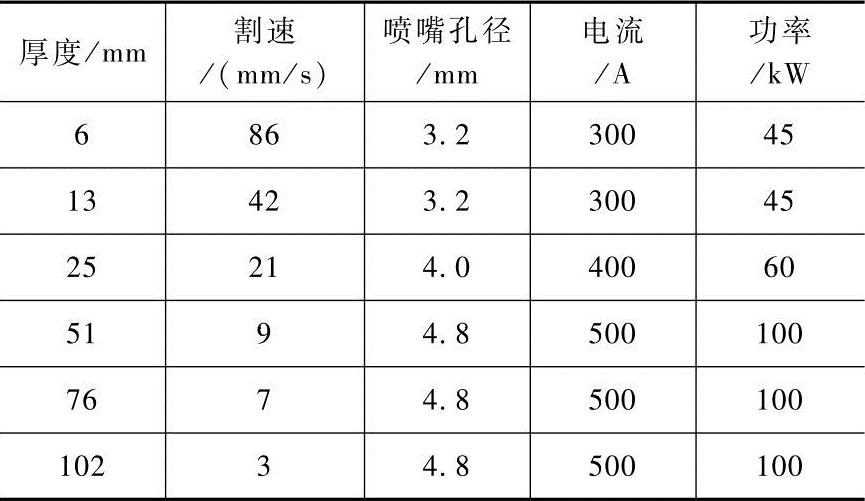
注:喷嘴孔径与离子气流速有关。喷嘴孔径从φ3.2mm到φ4.8mm改变时,对应的离子气流流速从47L/min到94L/min。气体采用氮气或氩气加35%氢气。
表6-19 自动切割碳钢的典型参数[3]
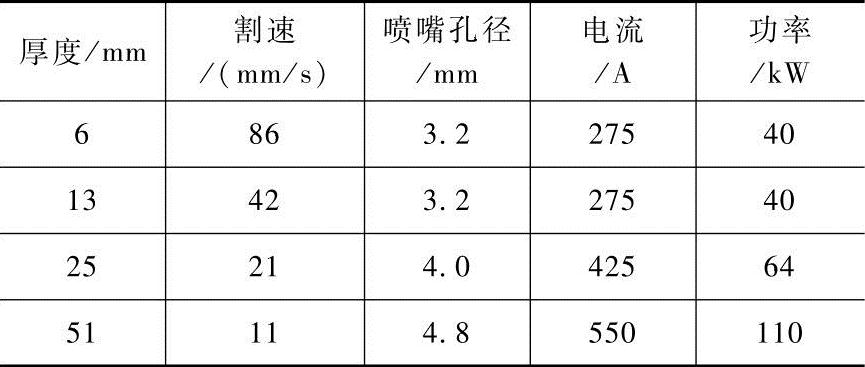
注:喷嘴孔径与离子气流速有关。喷嘴孔径从φ3.2mm到φ4.8mm改变时,对应的离子气流流速从94L/min到104L/min。气体通常采用氮气、氧气或空气。

图6-39 空气等离子弧切割厚度与切割速度的关系曲线
1—低碳钢与不锈钢 2—铝合金 3—铜合金(切割条件:电流70A;空气压力0.4MPa;喷嘴高度3mm)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






