等离子弧切割方法除一般形式外,派生出的形式还有双流(保护)等离子弧切割、水保护等离子弧切割、水再压缩等离子弧切割、空气等离子弧切割、大电流密度等离子弧切割及水下等离子弧切割等。
1.一般等离子弧切割
图6-30a为一般的等离子弧切割的原理图,图6-30b为典型等离子弧割枪结构。等离子弧切割可采用转移型电弧或非转移型电弧,非转移型电弧适宜于切割非金属材料。但由于工件不接电,电弧挺度差,故非转移型电弧切割金属材料的切割厚度小。因此切割金属材料通常都采用转移型电弧。一般的等离子弧切割不用保护气,工作气体和切割气体从同一喷嘴内喷出,引弧时,喷出小气流离子气体作为电离介质,切割时,则同时喷出大气流气体以排除熔化金属。
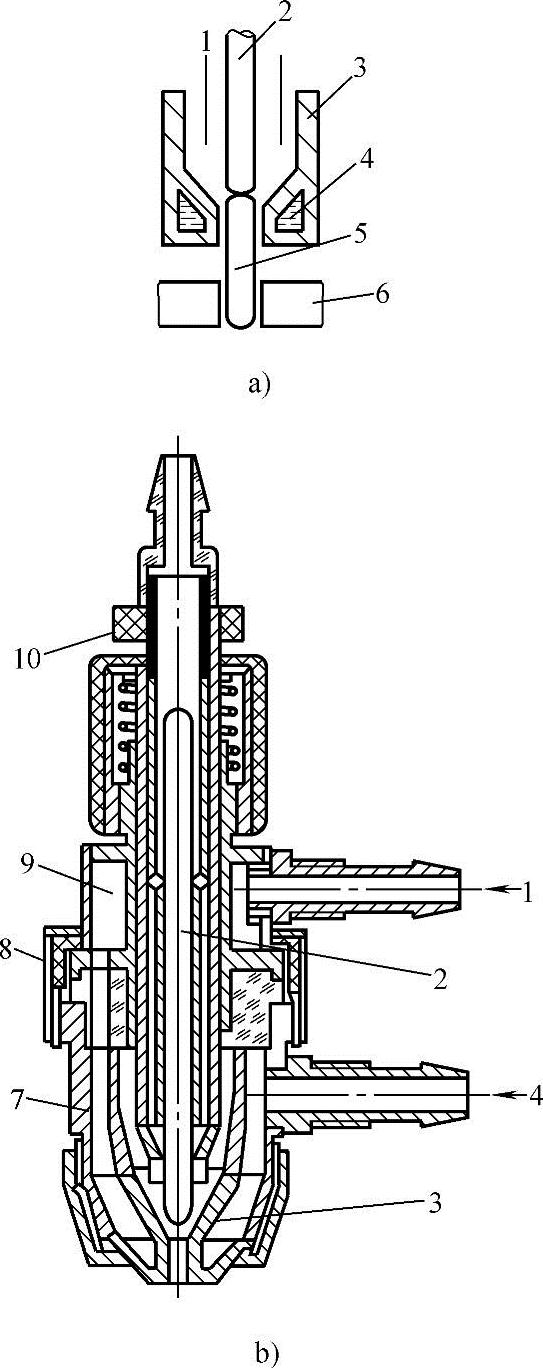
图6-30 一般等离子弧切割的原理及割枪[8]
a)切割原理 b)典型割枪 1—气体 2—电极 3—喷嘴 4—冷却水 5—电弧 6—工件 7—下枪体 8—绝缘螺母 9—上枪体 10—调整螺母
切割薄金属板材时,可采用微束等离子弧来获得更窄的割口。
2.双流(保护)等离子弧切割
双流技术要求等离子弧切割矩带有外部保护气罩,如图6-31所示。这个喷嘴可以在等离子气体周围提供同轴的辅助保护气体流。保护气体常用氮气、空气、二氧化碳、氩气及氩氢混合气体。这项技术的优点在于辅助的保护气体可以保护等离子气体和切割区,还可以降低和消除切割表面的污染。喷嘴外部有保护气罩,这个气罩可以防止喷嘴和工件接触时产生双弧损坏喷嘴。
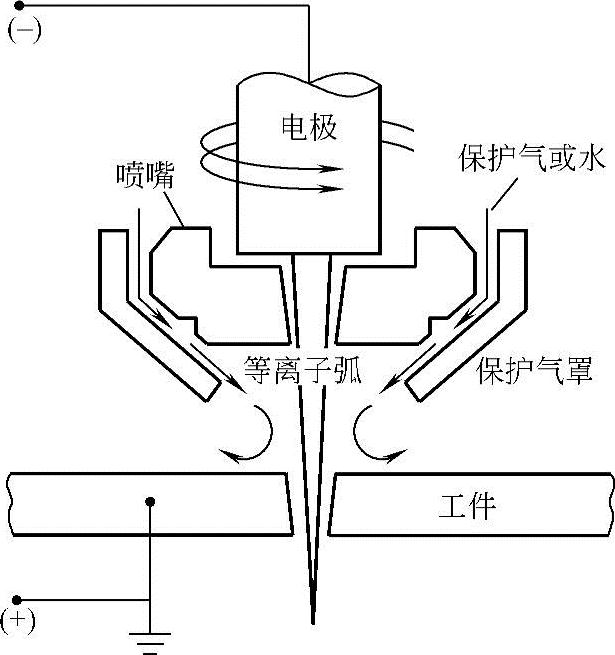
图6-31 双流等离子弧切割示意图[3]
切割低碳钢时,双流技术的割速稍高于单气流切割,但在某些应用中难获得满意的切割质量。切割不锈钢和铝合金时,割速与质量和单气流相比差别不大。
当切割质量在冶金性上对切边组织,物理性能上对挂结瘤,在切割精度上对平行度、垂直度及表面粗糙度有严格要求时,可以使用双流切割技术。
3.水保护等离子弧切割
水保护等离子弧切割是机械化的等离子弧切割,是双流技术的一种变化。水保护等离子弧切割是用水来代替喷嘴外层的保护气,这项技术主要是用于切割不锈钢。水冷可以延长割枪喷嘴的使用寿命及改善切割面的外观质量,水也可以吸收切割时的粉尘,改善切割环境。但当对切割速度、割边垂直度和沿切割面挂结瘤要求严格时,则不建议使用这项技术。
4.水再压缩等离子弧切割(注水等离子弧切割)
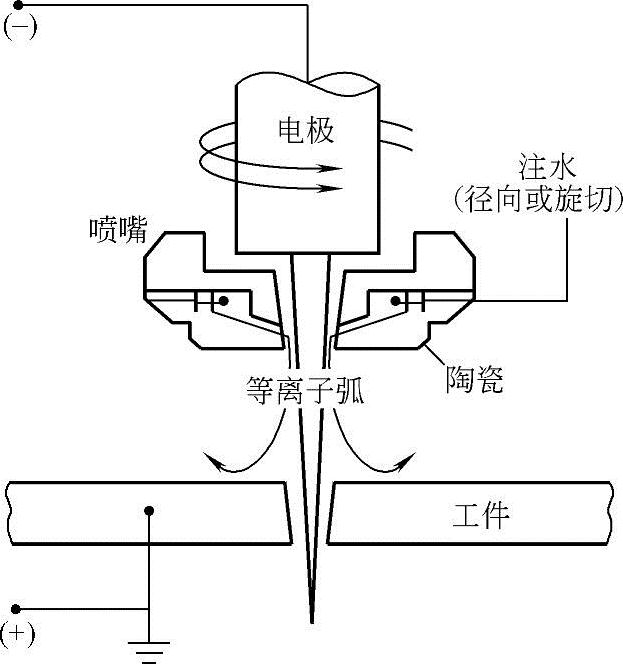
注水等离子弧切割是一种自动切割方法,如图6-32所示。一般使用250~750A的电流。所注水流沿电弧周围喷出,喷出水有两种形态:①水沿电弧径向高速喷出;②水以旋涡形式切向喷出并包围电弧。注水对电弧造成的收缩比传统方法造成的电弧收缩更大。这项技术的优点在于提高了割口的平行度、垂直度,同时也提高了切割速度,最大限度地减少了结瘤的形成。等离子弧切割时,由割枪喷出的除工作气体外,还伴随着高速流动的水束,共同迅速地将熔化金属排开。典型割枪如图6-33所示。喷出喷嘴的高速水流有两种进水形式。一种为高压水流径向进入喷嘴孔道后再从割枪喷出;另一种为轴向进入喷嘴外围后以环形水流从割枪喷出。这两种形式的原理分别如图6-33a、b所示。高压高速水流由一高压水源提供。高压高速水流在割枪中,一方面对喷嘴起冷却作用,一方面对电弧起再压缩作用。图6-33a形式对电弧的再压缩作用较强烈。喷出的水束一部分被电弧蒸发,分解成氧与氢,它们与工作气体共同组成切割气体,使等离子弧具有更高的能量;另一部分未被电弧蒸发、分解,但对电弧有着强烈的冷却作用,使等离子电弧的能量更为集中,因而可增加切割速度。喷出割枪的工作气体采用压缩空气时,为水再压缩空气等离子弧切割,它利用空气热焓值高的特点,可进一步提高切割速度。
 (https://www.daowen.com)
(https://www.daowen.com)
图6-32 注水等离子弧切割示意图[3]
水再压缩等离子弧切割的水喷溅严重,一般在水槽中进行,工件位于水面下200mm左右。切割时,利用水的特性,可以使切割噪声降低15dB左右,并能吸收切割过程中所形成的强烈弧光、金属粒子、灰尘、烟气、紫外线等,大幅改善了操作工的工作条件。水还能冷却工件,使割口平整和割后工件热变形减小,割口宽度也比等离子弧切割的割口窄。
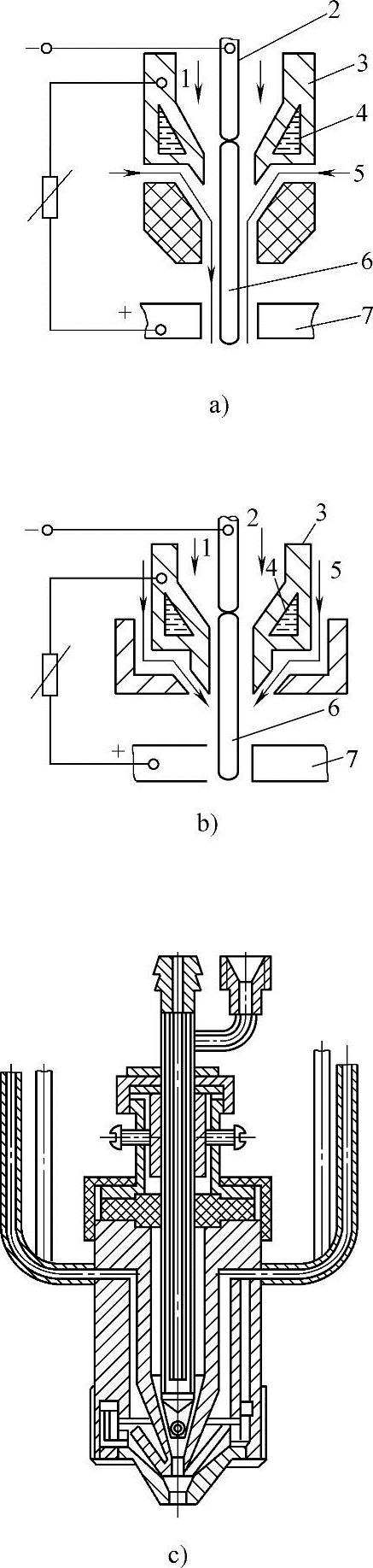
图6-33 水再压缩等离子弧切割原理及割枪[8]
a)径向进水式切割原理 b)轴向进水式切割原理 c)典型轴向进水式割枪 1—气体 2—电极 3—喷嘴 4—冷却水 5—压缩水 6—电弧 7—工件
水再压缩等离子弧切割时,由于水的充水冷却以及水中切割时水的静压力,降低了电弧的热能效率,要保持足够的切割效率,在切割电流一定条件下,其切割电压比一般等离子弧切割电压要高。此外,为消除水的不利因素,必须增加引弧功率、引弧高频电压和设计合适的割枪结构来保证可靠引弧和稳定切割电弧。
5.空气等离子弧切割
空气等离子弧切割一般使用压缩空气作离子气,图6-34为空气等离子弧切割原理图及割枪结构。这种方法切割成本低,气体来源方便。压缩空气在电弧中加热后分解和电离,生成的氧与切割金属产生化学放热反应,加快了切割速度。充分电离了的空气等离子体的热焓值高,因而电弧的能量大,切割速度快。图6-35所示是空气等离子弧与氧乙炔焰切割速度对比,其中空气等离子弧切割电流为70A。根据图6-35,当板材厚度为12mm时,空气等离子弧切割速度为氧乙炔焰切割速度的2倍,而切割厚度为9mm时,切割速度是氧乙炔焰切割速度的3倍。由于切割速度快,人工费相对降低,加之压缩空气价廉易得,空气等离子弧在切割30mm以下板材时比氧乙炔焰更具有优势。除切割碳钢外,这种方法也可以切割铜、不锈钢、铝及其他材料。但是这种方法电极受到强烈的氧化腐蚀,所以一般采用纯锆或纯铪电极。即使采用锆、铪电极,它的工作寿命一般也只在5~10h以内。为了进一步提高切割碳钢时的速度和质量,可采用氧作离子气,但氧作离子气时电极烧损更严重。为降低电极烧损,也可采用复合式空气等离子弧切割,其切割原理如图6-34b所示。这种方法采用内外两层喷嘴,内层喷嘴通入常用的工作气体,外喷嘴内通入压缩空气。
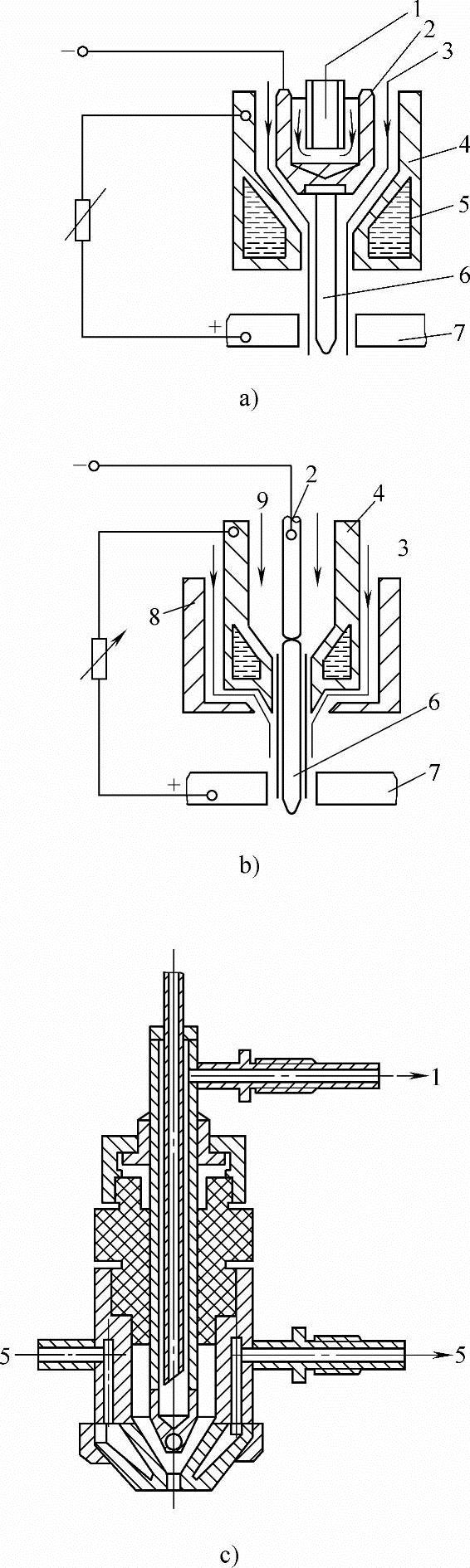
图6-34 空气等离子弧切割原理及割枪[8]
a)单一式空气切割原理 b)复合式空气切割原理 c)典型单一式空气割枪 1—电极冷却水 2—电极 3—压缩空气 4—镶嵌式压缩喷嘴 5—压缩喷嘴冷却水 6—电弧 7—工件 8—外喷嘴 9—工作气体
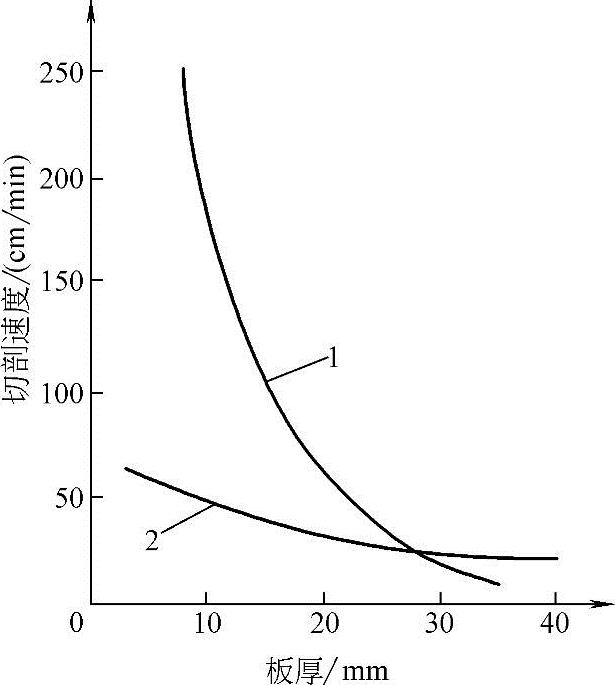
图6-35 空气等离子弧与氧乙炔焰切割速度对比
1—空气等离子弧切割速度与板厚关系曲线 2—氧乙炔焰切割速度与板厚关系曲线
6.大电流密度等离子弧切割
大电流密度等离子弧切割是使用空气或氧气作为等离子气体,附有大量保护气体的双流切割技术。任何厚度在13mm以下的金属都可以切割,而且切割面的质量非常好。这项技术使用大电流密度等离子弧割枪,其使用的电流密度是常规割枪的3~4倍。这种割枪可以产生很大的压缩电弧。用这种切割枪切割形成的割口很狭窄,而且在一些应用场合下用大电流等离子弧切割形成的割口的质量可以和激光束切割相比。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






