等离子弧切割是利用等离子弧热能实现金属熔化的切割方法。根据切割气流的不同,分为氮等离子弧切割、空气等离子弧切割和氧等离子弧切割等。
切割用等离子电弧温度一般在10000~14000℃之问,远远超过所有金属以及非金属的熔点。因此能够切割绝大部分金属和非金属材料。这种方法诞生于20世纪50年代,最初用于切割氧乙炔焰无法切割的金属材料,如铝合金及不锈钢等。随着这种方法的发展,其应用范围已经扩大到碳钢和低合金钢。
1.工作原理
等离子弧割枪的基本设计与等离子弧焊枪相似。用于焊接时,采用低速的离子气流熔化母材以形成焊接接头;用于切割时,采用高速的离子气流熔化母材并吹掉熔融金属而形成切口。切割用离子气焰流速度及强度取决于离子气种类、气体压力、电流、喷嘴孔道比及喷嘴至工件的距离等参数。等离子弧割枪基本结构及术语如图6-28所示。
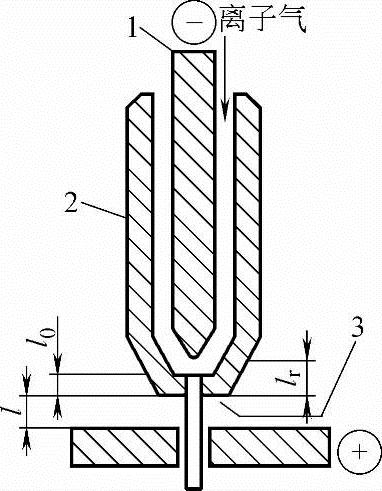
图6-28 等离子割枪的结构及术语
1—电极 2—压缩喷嘴 3—压缩喷嘴孔 l0—压缩喷嘴子孔道长 l—等离子弧枪与工件距离 lr—电极内缩距离
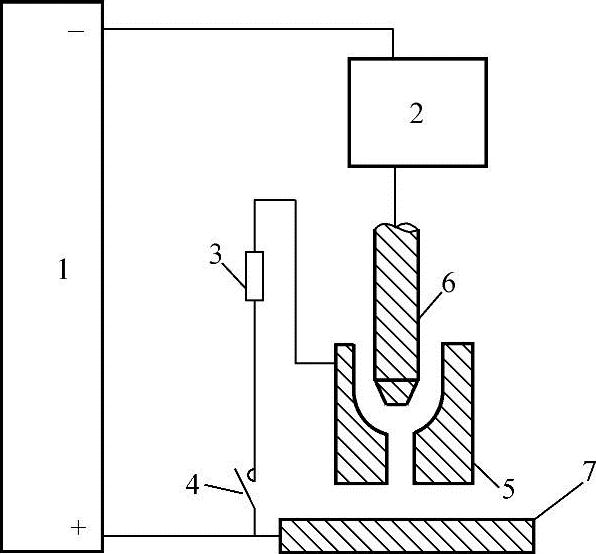
等离子弧切割时采用正极性电流,即电极接电源负极。切割金属时采用转移弧,引燃转移弧的方法与割枪有关。割枪分有维弧割枪及无维弧割枪两种,有维弧割枪的电路接线如图6-29所示,无维弧割枪的电路无电阻支路,其余与有维弧割枪的电路接线相同。
 (www.daowen.com)
(www.daowen.com)
图6-29 等离子弧切割的基本电路
1—电源 2—高频引弧器 3—电阻 4—接触器触点 5—压缩喷嘴 6—电极 7—工件
图6-28中电阻的作用是限制维弧电流,将维弧电流限制在能够顺利引燃转移弧的最低值。高频引弧器用来引燃维弧。引弧时,接触器触点闭合,高频引弧器产生高频高压引燃维弧。维弧引燃后,当割枪接近工件时,从喷嘴喷出的高速等离子焰流接触到工件便形成电极至工件问的通路,使电弧转移至电极与工件之问,一旦建立起转移弧,维弧自动熄灭,接触器触点经一段时问延时后自动断开。
无维弧割枪引弧时,将喷嘴与工件接触,高频引弧器引燃电极与喷嘴之问的非转移弧。非转移弧引燃后,就迅速将割枪提起距工件3~5mm,使喷嘴脱离导电通路,电弧便转移至电极与工件之问。自动割枪均需采用有维弧结构。60A以下手工切割常采用无维弧结构割枪。60A以上手工割枪常采用有维弧结构割枪。
除使用高频引弧器外,有的割枪上的电极是可移动的,此类割枪可以使用电极回抽法引弧。引弧时,将割枪上的电极与喷嘴短路后迅速分离,引燃电弧。
2.切割特点
与机械切割相比,等离子弧切割具有切割厚度大,切割灵活,装夹工件简单及可以切割曲线等优点。与氧乙炔焰切割相比,等离子弧具有能量集中,切割变形小及起始切割时不用预热等优点。
等离子弧切割的缺点是:与机械切割相比,等离子弧切割公差大,切割过程中产生弧光辐射、烟尘及噪声等公害。与氧乙炔焰相比,等离子弧切割设备成本高,切割厚度小;切割用电源空载电压高,不仅耗电量大而且在割枪绝缘不好的情况下,易对操作人员造成电击。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







