等离子弧焊常见特征缺陷有:咬边、气孔等。
1.咬边
表6-11 穿透型等离子弧焊焊接参数参考值[4]
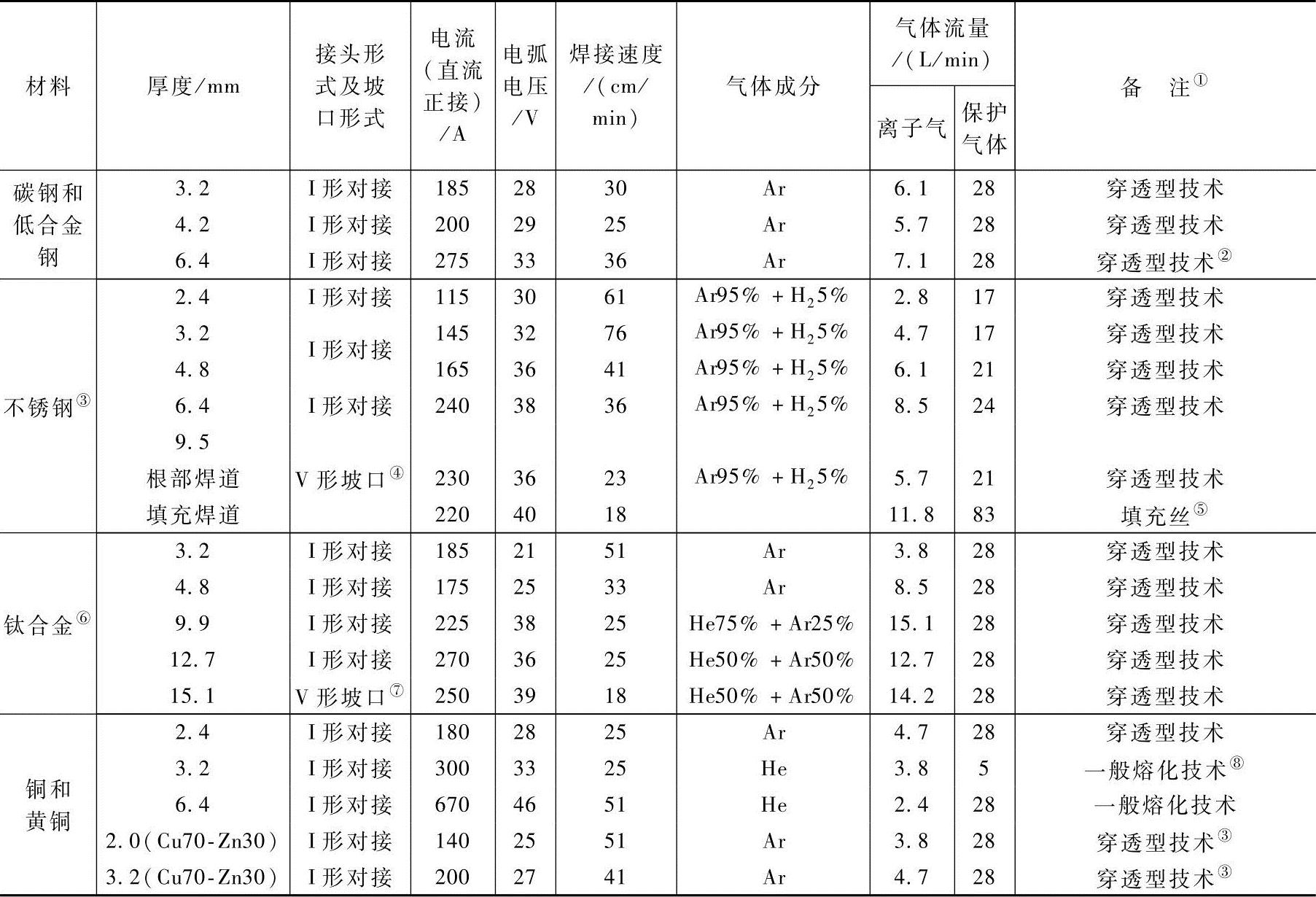
①碳钢和低合金钢焊接时喷嘴高度为1.2mm;焊接其他金属时为4.8mm;采用多孔喷嘴。
②预热到316℃:焊后加热至399℃,保温1h。
③焊缝背面须用保护气体保护。
④60°V形坡口,钝边高度4.8mm。
⑤直径1.1mm的填充金属丝,送丝速度152cm/min。
⑥要求采用焊缝背面的气体保护装置和带后拖的气体保护装置。
⑦30°V形坡口,钝边高度9.5mm。
⑧采用一般常用的熔化技术和石墨支撑衬垫。
不加填充丝时最易出现咬边,产生咬边的原因为:
1)离子气流量过大,电流过大及焊速过高。(www.daowen.com)
2)焊枪向一侧倾斜。
3)装配错边,坡口两侧边缘高低不平,则高位置一边咬边。
4)电极与压缩喷嘴不同心。
5)采用多孔喷嘴时,两侧辅助孔位置偏斜。
6)焊接磁性材料时,电缆连接位置不当,导致磁偏吹,造成单边咬边。
2.气孔
等离子弧焊的气孔常见于焊缝根部,引起气孔的原因是:
1)焊接速度过高,在一定的焊接电流、电弧电压下,焊接速度过高会引起气孔,穿透型焊接时甚至产生贯穿焊缝方向的长气孔。
2)其他条件一定,电弧电压过高。
3)填充丝送进速度太快。
4)引弧和收弧处焊接参数配合不当。
5)穿透型焊的闭合气孔。在穿透型等离子弧焊的过程中,小孔闭合过程中的气孔是一个非常重要的问题。顾名思义,它仅仅发生在穿透型焊的方式中。通常通过形状来辨别小孔闭合时的气孔和典型焊接中的气孔。由于小孔闭合时压力的出现,气孔往往成椭圆形;典型的气孔大多是球形的。穿过即将闭合的小孔的离子气体的速度会随着小孔直径的收缩而升高,并且会在小孔的上方引起压差。压力差会增大空气突破氩保护气体被吸入小孔的危险,这有可能污染熔池。另外,小孔在根部闭合的那一精确点上,充足的气体压力仍然会压在液体表面上,会在熔池中产生凹坑。凹坑会使得一些液体金属从熔池中挤出,这样会在弧坑部分留下大的气孔。
在小孔闭合时,增加填充金属的送进速度,有助于降低小孔闭合时气孔产生的可能性。这是脱氧剂的作用,大部分焊丝中含有脱氧剂。在直线焊接中,引出板(收弧板)的使用可以提高焊接质量。引出板是一个与工件材质相同的金属片,它相对短小,与焊缝的末端对接并对中。在焊接过程中,小孔在引出板上闭合,焊后将引出板割掉。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。



