1.熔透型等离子弧焊
可以选择手工及自动两种方式进行熔透法焊接。
(1)手工熔透法 手工熔透法焊接的最佳电流范围是0.1~50A。当电流超过50A时,使用手工氩弧焊更为经济。使用等离子弧焊设备的过程是先引燃维弧,开始焊接时再引燃主弧。如果一段时问内需焊接多段焊缝或多个焊点,在完成一段焊缝或一个焊点时,可以只熄灭主弧,保存维弧。这样,在下一次焊接时,便可以方便地引燃主弧,而不像氩弧焊那样反复地使用高频引弧。而且等离子弧的弧长偏差±1mm对焊缝质量无影响,所以手工等离子弧特别适合焊接需要反复引燃主弧,而又无法精确控制弧长的焊接工艺,如焊接丝网。
(2)自动熔透法 自动熔透法焊接工艺应用广泛,特别是焊接小型精密元件如医疗设备元件、光学仪器元件、精密仪器元件、丝材、膜盒或波纹管等。
在许多焊接应用中,熔透法等离子弧焊应用微机程序控制焊接参数。如控制起弧电流、电流上升、脉冲电流、电流衰减及引弧电流。
图6-23 小电流焊接不锈钢对接接头的工装参数曲线[5]
虚线示例:T—板厚,0.5mm,C—压板问距,3.5mmD—垫板槽宽,2.0mmI—焊接电流,9A
图6-24 小孔法等离子弧焊接用的典型垫板
1—焊枪 2—等离子射流 3—工件 4—背面保护气 5—垫板
由于高频引弧器仅用来引燃维弧,焊接时无须再用高频引弧器便可以顺利地在工件与电极之问建立起转移弧。因此等离子弧焊设备工作时不会损坏周围其他的电子设备。这种特点使等离子弧焊设备可以在电子检测设备、机器人、计算机周围使用而无需对这些设备加以隔离或防护。
熔透型等离子弧焊的焊接参数参考值见表6-9及表6-10。
2.穿透型等离子弧焊
穿透型等离子弧焊只能采用自动焊。穿透型等离子弧焊需要精确地控制起弧与收弧、离子气流量、焊接电流、焊接速度等焊接参数。
表6-9 熔透型等离子弧焊的焊接参数参考值[8]

(续)
表6-10 微束等离子弧焊接不锈钢的焊接参数参考值①(https://www.daowen.com)
注:1.保护气:95%Ar-5%H2、流量10L/min。
2.背面保护气:Ar,流量5L/min。
①离子气:Ar。
②填充丝:310不锈钢,φ1.1mm。
③填充丝:310不锈钢,φ1.4mm。
(1)引弧与收弧 板厚小于3mm时,可以直接在焊件上引弧及收弧。板厚大于3mm时,对于纵缝,可以采用引弧板及引出板,将小孔起始区及收尾区排除在焊缝之外。环缝焊接时,必须采用电流及离子气量递增的方式形成合适的小孔形成区,而采用电流及离子气量递减的方式获得小孔收尾区。图6-25是穿透型焊时电流及离子气流量斜率控制曲线。有的等离子弧设备配备了先进的流量控制器,可以在焊接过程中精确地控制离子气流量。
(2)离子气流量 离子气流量增加,可使等离子流力和熔透能力增大,在其他条件不变时,为了形成小孔,必须有足够的离子气流量,但是离子气流量过大也不好,会使小孔直径过大而不能保证焊缝成形,喷嘴孔径确定后,离子气流量大小视焊接电流和焊接速度而定,即离子气流量、焊接电流和焊接速度这三者之问要有适当的匹配。
(3)焊接电流 焊接电流增加,等离子弧穿透能力增加。和其他电弧焊方法一样,焊接电流总是根据板厚或熔透要求来选定的,电流过小,不能形成小孔,电流过大,又将因小孔直径过大而使熔池金属坠落。此外,电流过大还可能引起双弧现象。为此,在喷嘴结构确定后,为了获得稳定的穿透型焊接过程,焊接电流只能被限定在某一个合适的范围内,而且这个范围与离子气的流量有关。图6-26a为喷嘴结构、板厚和其他焊接参数给定时,用实验方法在8mm厚不锈钢板上测定的小孔型焊接电流和离子气流量的匹配关系。图中1为普通圆柱形喷嘴,2为收敛扩散型喷嘴,后者降低了喷嘴压缩程度,因而扩大了电流范围,即在较高的电流下也不会出现双弧。由于电流上限的提高,因此采用这种喷嘴可提高工件厚度和焊接速度。
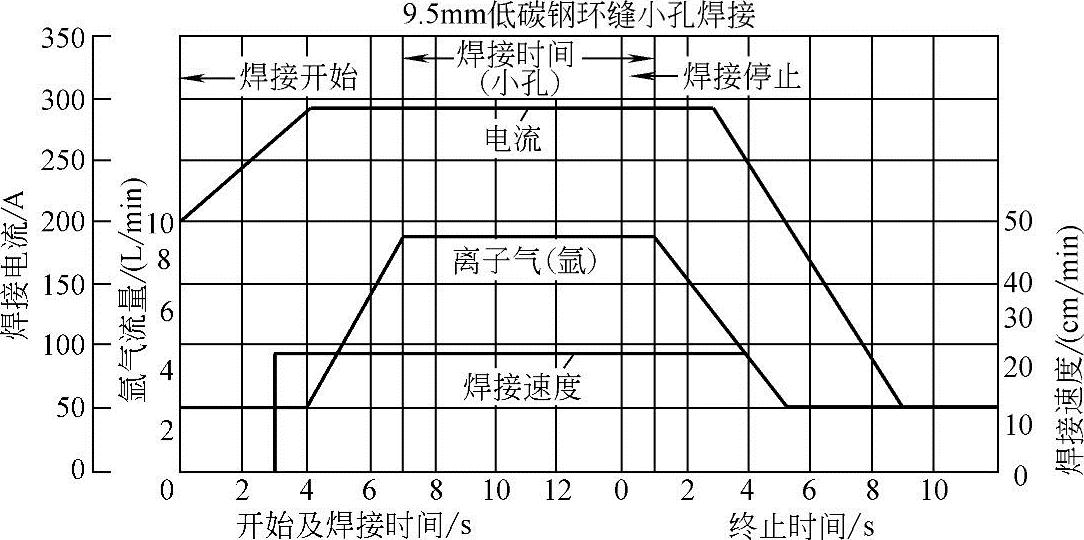
图6-25 厚板环缝穿透型等离子弧焊时焊接电流及离子气流量斜率控制曲线[6]
(4)焊接速度 焊接速度也是影响小孔效应的一个重要焊接参数。其他条件一定时,焊速增加,焊缝热输入减小,小孔直径也随之减小,最后消失。反之,如果焊速太低,母材过热,背面焊缝会出现下陷甚至熔池泄漏等缺陷。焊接速度的确定,取决于离子气流量和焊接电流,这三个焊接参数相互匹配关系如图6-26b所示。由图可见,为了获得平滑的穿透型焊接焊缝,随着焊速的提高,必须同时提高焊接电流,如果焊接电流一定,增大离子气流量就要增大焊速,若焊速一定时,增加离子气流量应相应减小电流。
(5)喷嘴距离 距离过大,熔透能力降低;距离过小则造成喷嘴被飞溅物污染。一般取3~8mm,和钨极氩弧焊相比,喷嘴距离变化对焊接质量的影响不太敏感。
(6)保护气体流量 保护气体流量应与离子气流量有一个适当的比例,离子气流量不大而保护气体流量太大时会导致气流的紊乱,将影响电弧稳定性和保护效果。穿透型焊接的保护气体流量一般在15~30L/min范围内。
常用4类金属(碳钢和低合金钢、不锈钢、钛合金、铜和黄铜)小孔型焊接的焊接参数参考值见表6-11。
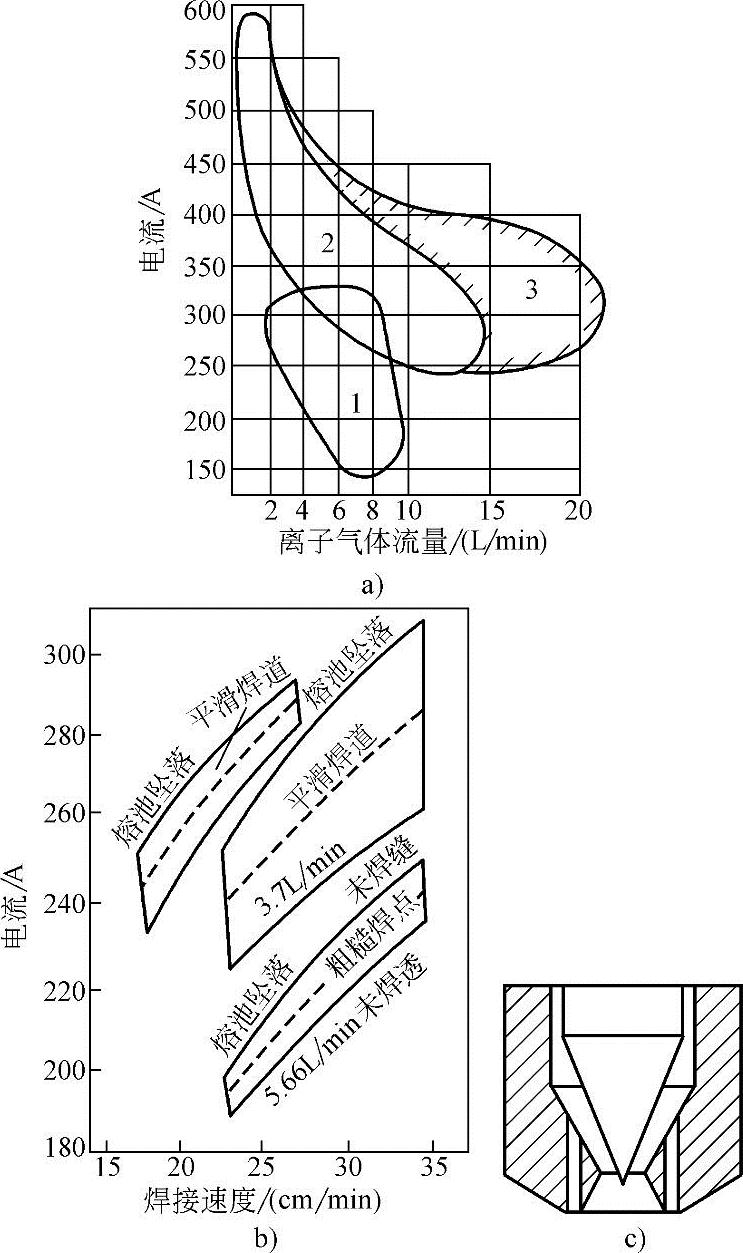
图6-26 穿透型等离子弧焊的焊接参数匹配[2]
a)焊接电流-离子气流量匹配 b)焊接电流-焊接速度-离子气流量匹配 c)电极在收敛扩散型喷嘴中的相对位置 1—圆柱形喷嘴 2—三孔收敛扩散型喷嘴 3—加填充金属可消除咬肉的区域
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。


