1)产品结构及要求。啤酒发酵罐(容量322m3)结构如图5-47所示。材料为德国SS 142333-28和瑞典WI4301两种奥氏体不锈钢,板厚包括了3~8mm和10mm的各种尺寸。要求焊缝内表面磨平、抛光,不允许有气孔、裂纹、咬边等缺陷。
2)焊接工艺。该产品结构十分庞大,为此选用手工钨极氩弧焊将封头、筒体和锥体分别组焊,最后拼成整体。
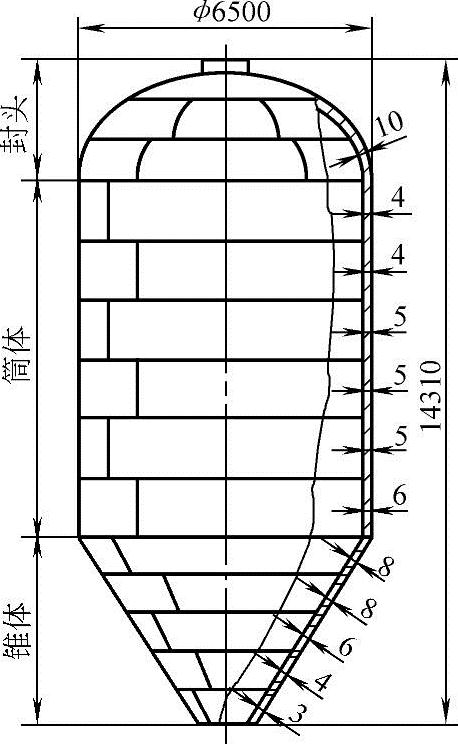
图5-47 322m3啤酒发酵罐结构
从焊接性分析,奥氏体不锈钢材料本身的焊接性良好,但其热导率小,线膨胀系数大,而产品又是薄壁、轮廓庞大的构件,焊接工作量大,无胎夹具,所以控制焊接变形是焊接工作的关键。
控制焊接变形的措施如下:
①所有接头对接时均保留问隙2mm左右。因不锈钢焊接收缩量大,所以要留较大的问隙,以避免随着焊接的进行,由于已焊部位的收缩,而使两板挤紧造成很大的变形。
②装配的定位焊缝长5mm,相邻定位焊缝之问的距离15mm。采用较密集的定位焊,有利于防止薄板接口错边,防止待焊部分的问隙过分收缩产生未焊透和严重的焊接变形。
 (www.daowen.com)
(www.daowen.com)
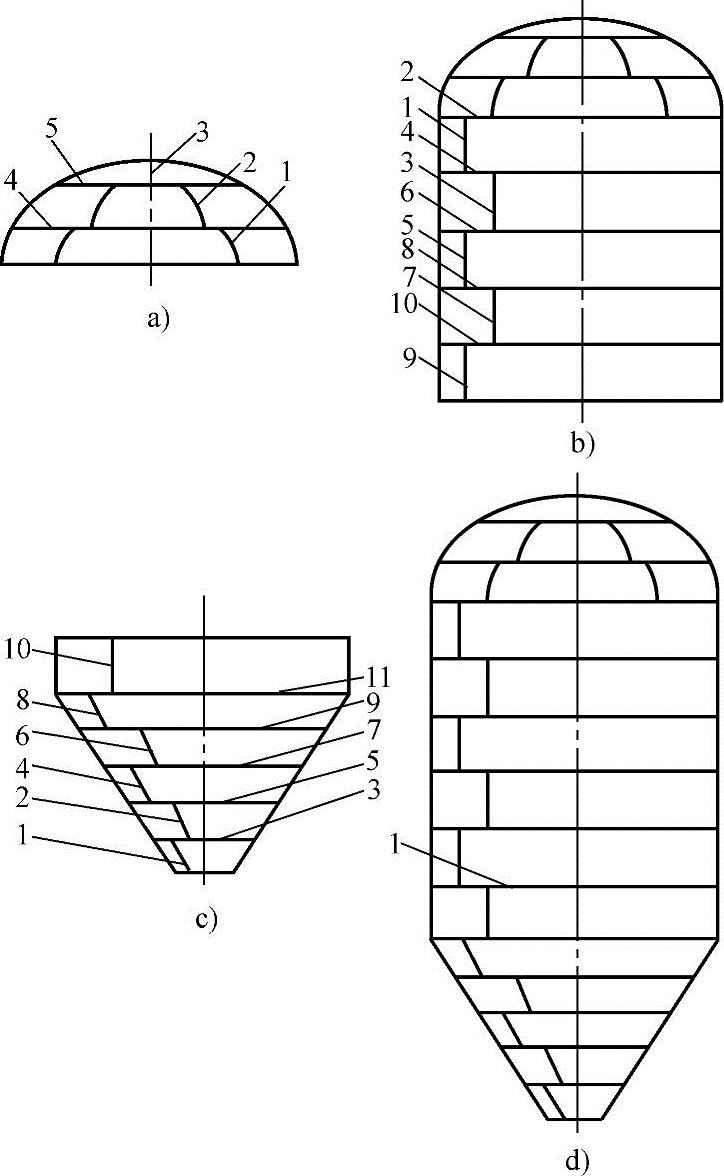
图5-48 焊接顺序
a)封头组焊 b)筒体组焊 c)锥体组焊 d)最后拼焊(直流正接)
③采用双面互保护的手工钨极氩弧焊,即两个焊枪同时从两面施焊,焊枪相距不大于5mm。实践表明,这种工艺可使焊接能量集中,加快焊接速度,有助于减小变形。双面互保护焊还具有可两面进行氩气保护,防止氧化,提高热效率,使热输入减小,改善接头力学性能等优点。
④选择合理的焊接顺序。焊接按图5-48a、b、c、d的工序顺序进行,图中还标明了每个工序中各焊道的焊接顺序。
表5-32列出了所用的坡口形式及焊接参数。
表5-32 不锈钢啤酒发酵罐双面互保护钨极氩弧焊焊接参数(直流正接)
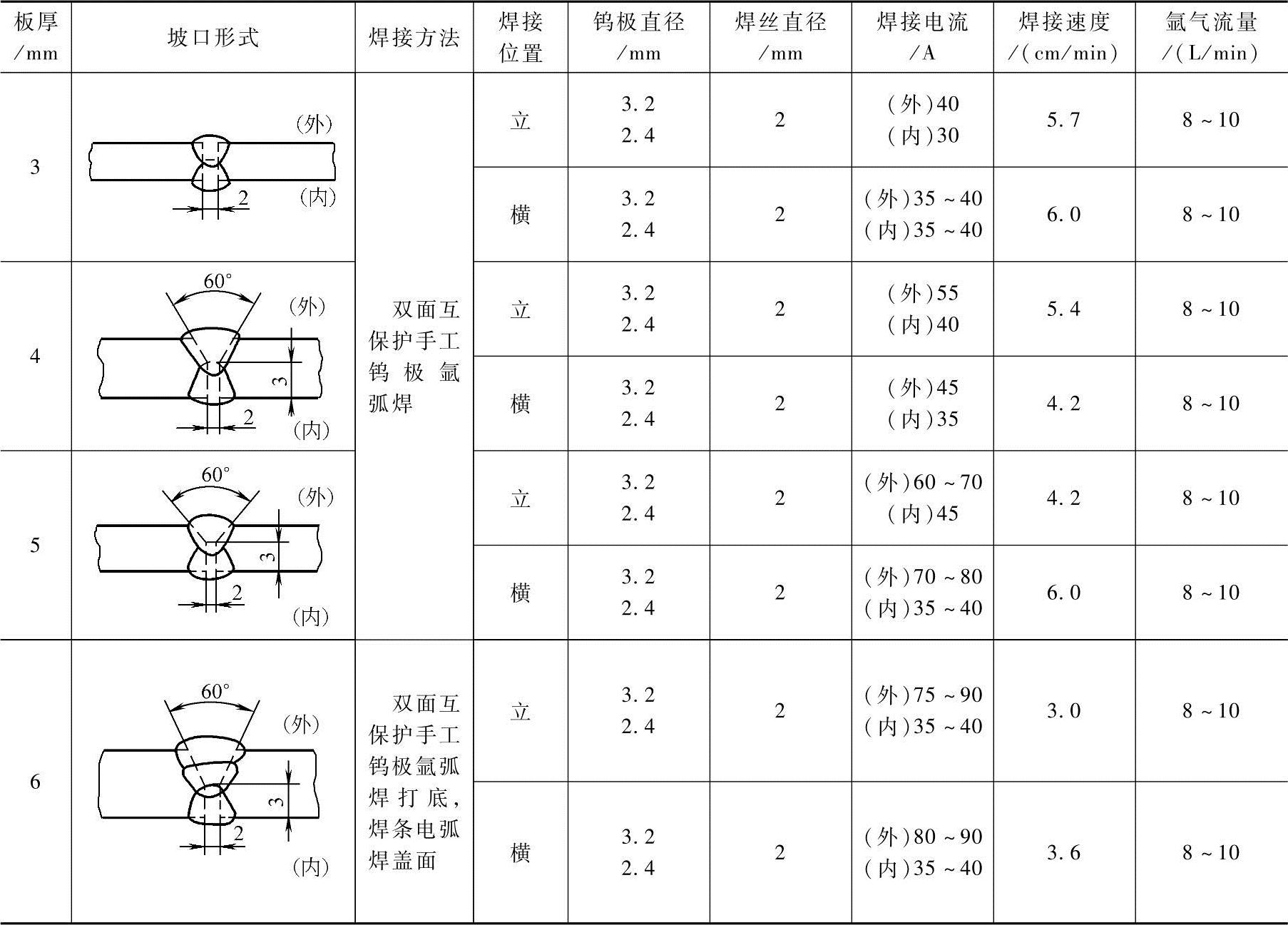
注:不同厚度钢板对接时,内侧齐平,坡口形式以厚板为准,其他规范参数在两者之问。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





