1.概述
焊接化学活性金属和难熔金属时,常规的保护介质有时不能满足使用要求,必须采用更为有效的[含氧、氮、氢和水蒸气(极少)]保护介质,这样的保护介质实质上就是工程真空。空心阴极电弧焊(Hollow Cathode Vacuum Arc Welding,简称HCVAW)具有较高的工艺能力,在1x10-2~10Pa的工程真空环境中相对容易实施。
研究结果表明,在一定电流和弧长下,HCVAW焊缝比GTAW焊缝有更大的熔深。相关研究认为,焊接效率的提高是由于空心阴极真空电弧有收缩的电弧形态,并且在低气压状态下电弧弧柱散热少、电弧能量集中所致,同时产生的热影响区也较小。另外,在真空保护状态下,熔池金属对母材有良好的润湿性。
HCVAW的工作状态是:将空心阴极焊枪置于真空室内,空心阴极内部通以惰性气体,气体经过空心阴极到达电弧中,真空泵不断地将真空室内的气体抽走,从而维持真空度在一定数值。在动态真空环境中,电弧在空心阴极和阳极工件之问燃烧,如图5-42所示。将空心阴极作为焊枪电极的真空焊接,具有设备简单、适应性强的特点,既利用了真空保护的优点,又能和常规电弧焊设备相通用,有着良好的工艺条件。
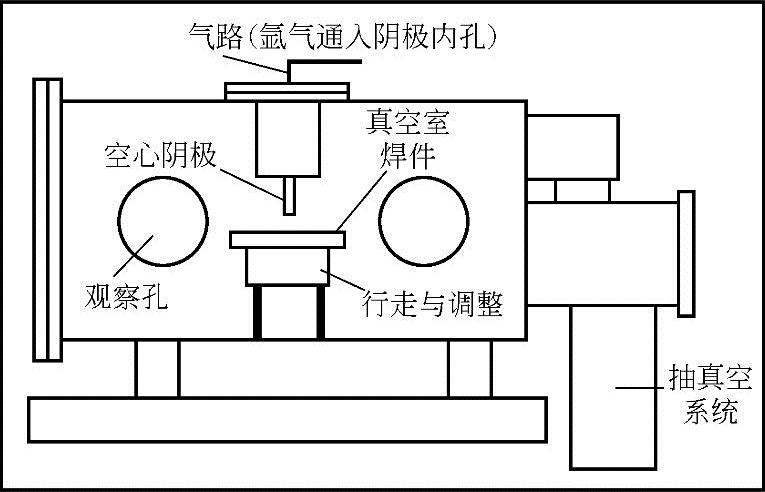
图5-42 空心阴极真空电弧焊接设备
2.HCVAW电弧放电现象(www.daowen.com)
HCVAW的引弧方法主要有三种:接触引弧、非接触加热引弧和高频引弧。在空心阴极电弧放电中,接触引弧可能损坏阴极,而且会有电极碎粒落入焊缝中。利用高频振荡器在真空低压情况下产生放电却比较困难,因为在真空中需要有更高的电压,引弧可靠性不高。加热引弧有高频加热和电阻加热等办法,比如以高频方法加热钽阴极,待钽阴极被加热到白热状态时再在空载电压作用下转换为电弧。
表5-29 焊接参数

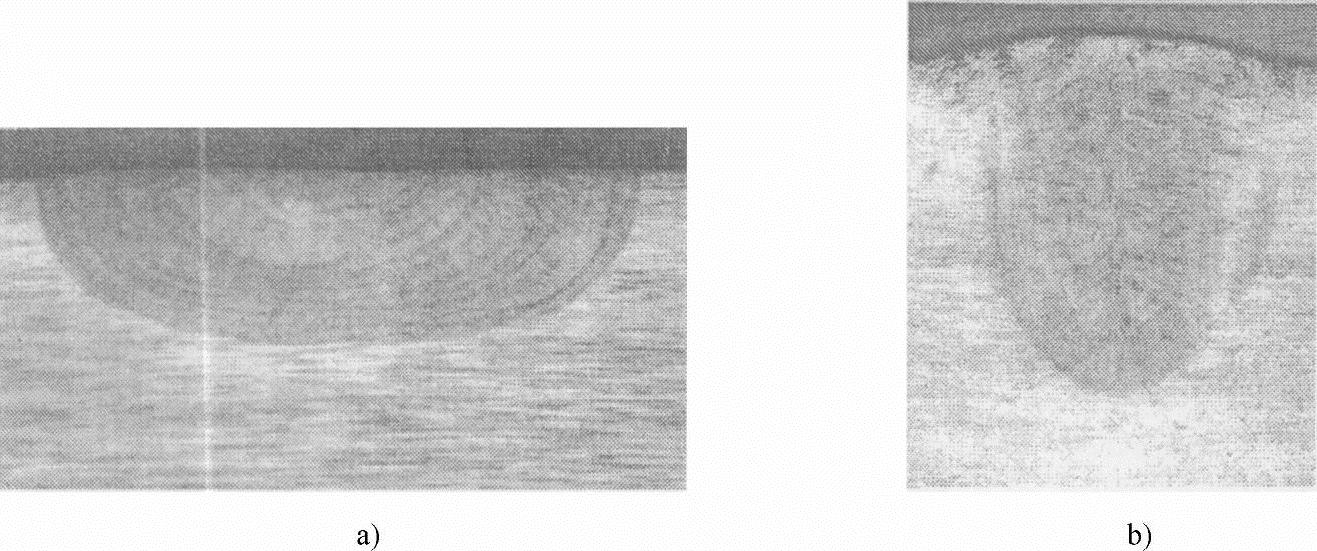
图5-43 HCvAW和TIG焊熔深对比
a)TIG b)HCVAW
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





