1.工作原理
热丝TIG焊原理如图5-36所示,填充焊丝在进入熔池之前约10cm处开始,由加热电源通过导电块对其通电,依靠电阻热将焊丝加热至预定温度,与钨极呈40°~60°角,从电弧后面送入熔池,这样熔敷速度可比通常所用的冷丝提高两倍。热丝TIG焊大大提高了热输入,使焊丝熔化速度增加到20~50g/min。在相同的电流情况下焊接速度可提高一倍以上,达到100~300mm/min。热丝和冷丝熔敷速度的比较如图5-37所示。
同TIG焊相比,热丝TIG焊明显地提高了熔敷率、焊接速度,适合于焊接中等厚度的焊接结构,同时又具有TIG焊高质量焊缝的特点。同MIG焊相比,其熔敷率相差不大,但是热丝TIG焊的送丝速度独立于焊接电流,因此也就能够更好地控制焊缝成形,对于开坡口的焊缝,其侧壁熔合性比MIG焊好得多。
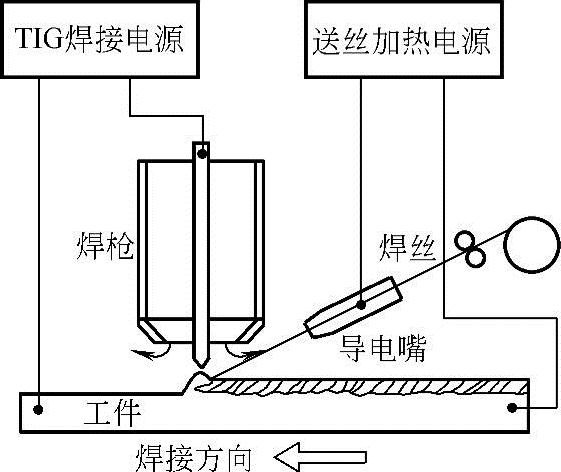
图5-36 热丝钨极氩弧示意图
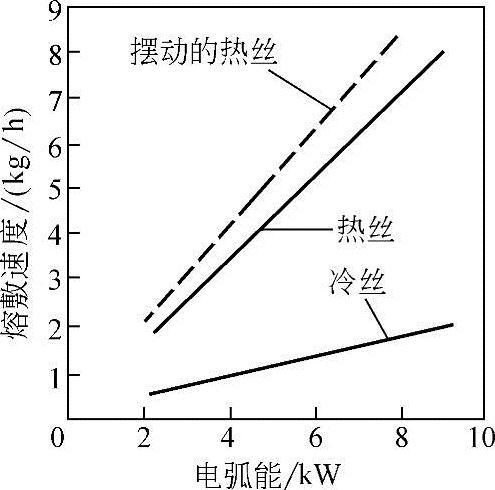
图5-37 钢钨极氩弧焊时冷丝和热丝熔敷速度比较(www.daowen.com)
热丝钨极氩弧焊时,由于流过焊丝的电流所产生磁场的影响,电弧产生磁偏吹而沿焊缝作纵向偏摆。为此,用交流电源加热填充焊丝,以减少磁偏吹。在这种情况下,当加热电流不超过焊接电流的60%时,电弧摆动的幅度被限制在30°左右。为了使焊丝加热电流不超过焊接电流的60%,通常焊丝最大直径限为1.2mm。如果焊丝过粗,由于电阻小,需增加加热电流,这对防止磁偏吹是不利的。
热丝焊接已成功用于碳钢、低合金钢、不锈钢、镍和钛等。对于铝和铜,由于电阻率小,要求很大的加热电流,从而造成过大的电弧磁偏吹和熔化不均匀,所以不推荐热丝焊接。
2.热丝氩弧焊机
热丝氩弧焊机由以下几部分组成:直流氩弧焊电源、预热焊丝的附加电源(通常用交流居多)、送进焊丝的送丝机构以及控制、协调这三部分之问的控制电路。为了获得稳定的焊接过程,主电源还可采用低频脉冲电源。在基值电流期问,填充焊丝通入预热电流,脉冲电流期问焊丝熔化,如图5-38所示。这种方法可以减少磁偏吹。脉冲电流频率可以提高到100Hz左右。
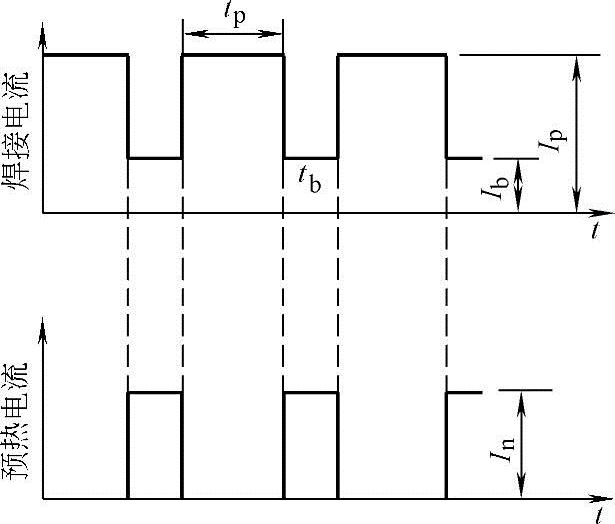
图5-38 热丝TIG脉冲氩弧焊电流波形
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





