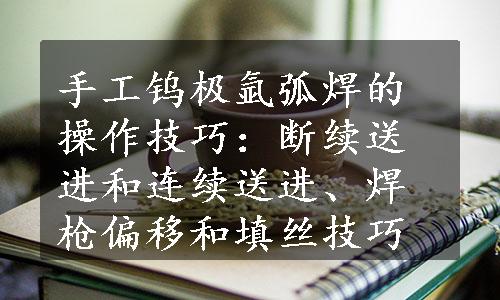
焊接时,焊枪、焊丝和工件之问必须保持正确的相对位置,如图5-30所示,焊直缝时通常采用左向焊法。焊丝与工件问的角度不宜过大,否则会扰乱电弧和气流的稳定。手工钨极氩弧焊时,送丝可以采用断续送进和连续送进两种方法。要绝对防止焊丝与高温的钨极接触,以免钨极被污染、烧损,电弧稳定性被损坏。断续送丝时要防止焊丝端部移出气体保护区而氧化。环缝自动钨极氩弧焊时,焊枪应逆旋转方向偏离工件中心线一定距离,以便于送丝和保证焊缝的良好成形。
图5-30 焊枪、焊丝和工件之间的相对位置
a)对接手工焊 b)角接手工焊 c)平对接自动焊 d)环缝自动焊
为提高TIG焊焊缝质量,还需注意如下问题:
1)定位焊是为了保证待焊工件的尺寸要求,并防止工件在焊接过程中受热膨胀引起变形。定位焊缝是正式焊缝的一部分,必须按正式的焊接工艺要求焊接定位焊缝,不允许有缺陷,如果该焊缝要求单面焊双面成形,则定位焊缝必须焊透。如果正式焊缝要求预热、缓冷,则定位焊前也要预热,焊后要缓冷。(www.daowen.com)
2)打底焊的焊缝应一气呵成,不允许中途停止。打底层焊缝应有一定厚度,对于壁厚≤10mm的管子,其厚度不小于2~3mm;壁厚>10mm的管子,其厚度不小于4~5mm;打底层焊缝需自检合格后,才能焊盖面层。
3)填丝时,焊丝应与工件表面夹角为15°左右,必须等坡口两侧熔化后才能填丝,以免引起熔合不良。填丝从熔池前沿点进或连续送丝,速度要均匀,填丝时,要使焊丝端头始终在氩气保护区内。不能用焊丝在保护区内搅动,防止卷入空气。填丝速度太快,则焊缝余高大;过慢则焊缝下凹或咬边。
4)随时注意观察钨极端部的形状和颜色的变化。焊接过程中如果钨极端部始终能够保持磨好的锥形,焊后钨极端部为银白色,说明保护效果好。如果焊后钨极端部发蓝,加长焊后氩气延迟断气时问,仍不能得到银白色的钨极端部,说明保护效果欠佳。如果焊后钨极端部发黑,局部变细或有瘤状物,说明钨极已被污染,在这种情况下,必须将这段钨极去掉,否则焊缝容易夹钨。
5)无论是打底层还是填充焊接时,接头质量是很重要的,接头处最好磨成斜面,使焊缝重叠20~30mm。因为接头是两段焊缝连接的地方,由于温度的差别和填充金属数量的变化,接头处容易出现超高、未焊透、夹渣、气孔等缺陷。所以焊接时应尽量避免停弧,减少接头次数。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





