与其他焊接方法一样,TIG焊也是以焊接电流、电弧电压、焊接速度作为三个基本焊接参数。只是在TIG焊中,多数情况要求得到高品质的焊接结果,如何确保气体保护效果也是十分重要的。
表5-13 铝及铝合金的清理方法

注:1.清理后至焊接前的储存时问一般不得超过24h。
2.表中溶液的百分数皆指体积分数。
1.焊接电流
焊接电流通过工位操作盒或焊机上的电流调整旋钮设定。TIG焊中,焊接电流通常都采取缓升缓降,即在焊接引弧时采用较小的引弧电流引燃电弧,然后焊机自动按所设定的时问速率提升电流至所要使用的焊接电流值,这一点主要是为了给焊接行走(动作开始)提供一个缓冲时问,也利于在电弧引燃后对初始状态进行观察(比如电弧是否燃烧在焊接线上)。在焊接结束时,焊接电流按设定的时问速率下降,最后熄灭,这一点主要是使电弧下方的熔池凹陷区有一个金属回填过程,防止大电流熄弧在焊缝上形成弧坑,同时在焊接封闭形焊缝时,使焊缝的最后连接部位不致产生过量熔化。
焊接电流的缓升缓降在脉冲焊中同样适用,图5-25示意出了电流改变过程。
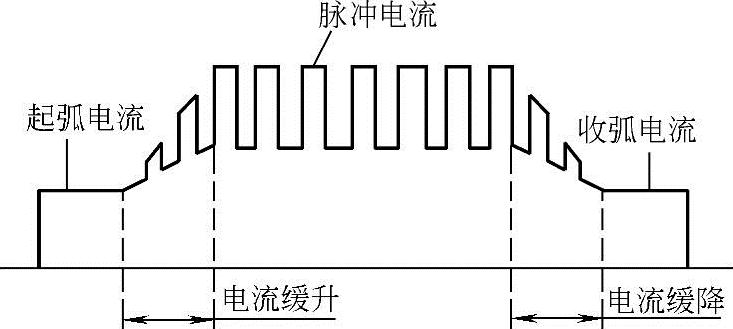
图5-25 焊接电流缓升缓降控制
2.电弧电压
TIG焊多是以电弧长度作为规范参数。此外,如果电弧长度增加,电极与母材问的距离过大,会使电弧对母材的熔透能力降低,也会增加焊接保护的难度,引起电极的异常烧损,在焊缝中发生气孔。反之,如果电极过于接近母材,电弧长度过短,容易造成电极与熔池的接触,钨极被污染或断弧,在焊缝中出现夹钨缺陷。
TIG焊电弧长度根据电流值的大小通常选择在1.2~5mm之问。需要填加焊丝时,要选择较长的电弧长度。
3.焊接速度
TIG焊在5~50cm/min的焊接速度下能够维持比其他焊接方法更为稳定的电弧形态。利用这一特点,TIG焊常被使用在高速自动焊中。
在通常情况下,高速电弧焊接容易产生咬边及焊缝不均匀缺陷。咬边不仅使焊缝外观恶化,还会引起应力集中,对接头强度有不良影响。比如200A焊接电流、50cm/min焊接速度下可以得到正常的焊缝,当速度增加到100cm/min时将会出现咬边。因此在进行高速TIG焊时,必须均衡确定焊接电流和焊接速度。
手工TIG焊时,由于焊枪移动速度不稳,也会引起不规则焊缝以及出现部分熔透不良现象。
4.保护气体流量
TIG焊决定保护效果的主要因素有喷嘴尺寸、喷嘴与母材问的距离、保护气体流量、外来风等。保护气体流量的选择通常首先要考虑焊枪喷嘴尺寸和所需保护的范围以及所使用焊接电流的大小。
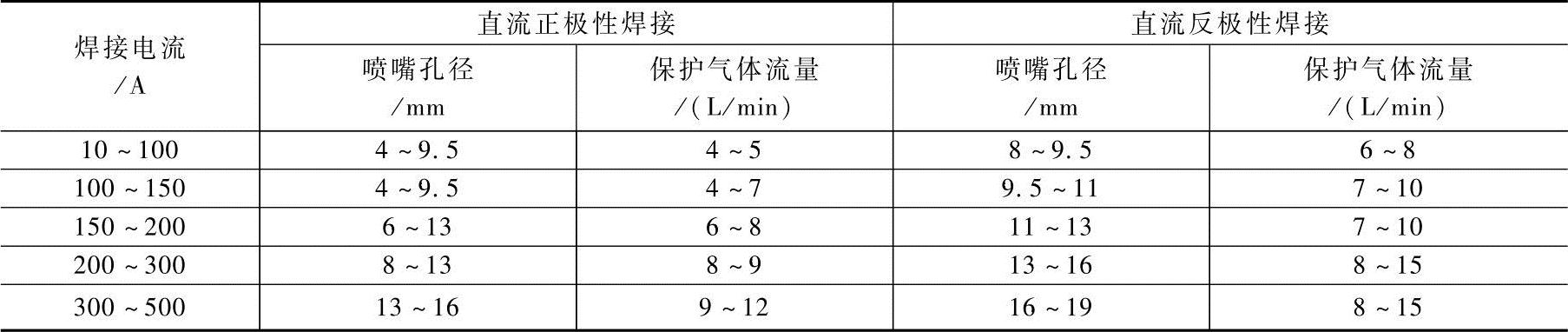
喷嘴尺寸的选择要求对熔池周围的高温母材区给予充分的保护。对一种直径的喷嘴,如果保护气体流量过大,将会形成紊流流动,并导致空气的卷入。喷嘴形状也具有同等重要的作用,自己随意制作的喷嘴,即使在较小的气体流量下也可能出现紊流。表5-14给出对喷嘴孔径及气体流量的推荐范围。
表5-14 钨极氩弧焊喷嘴孔径与保护气体流量的推荐范围
5.钨极直径、端部形状及伸出长度
钨极直径根据焊接电流大小、电流种类选择(参阅表5-7)。
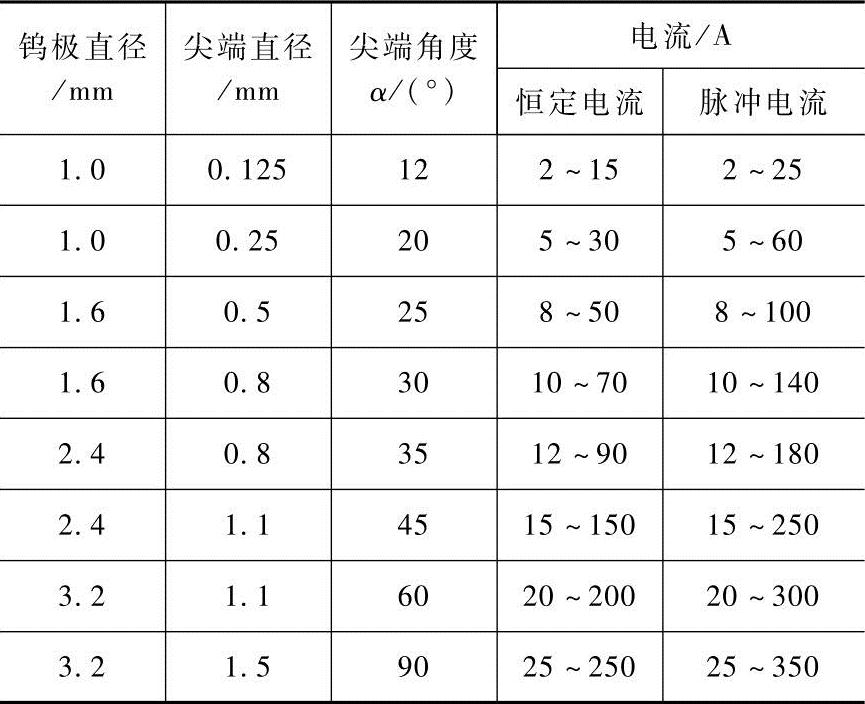
钨极端部形状是一个重要焊接参数。根据所用焊接电流种类,选用不同的端部形状,如图5-26所示。尖端角度α的大小会影响钨极的许用电流、引弧及稳弧性能。表5-15列出了钨极不同尖端尺寸推荐的电流范围。小电流焊接时,选用小直径钨极和小的锥角,可使电弧容易引燃和稳定;在大电流焊接时,增大锥角可避免尖端过热熔化,减少损耗,并防止电弧往上扩展而影响阴极斑点的稳定性。
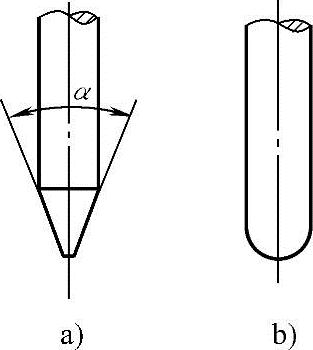
图5-26 钨极端部的形状(https://www.daowen.com)
a)直流正接 b)交流
表5-15 钨极尖端形状和电流范围(直流正接)
钨极尖端角度对焊缝熔深和熔宽也有一定影响。在焊接电流相同的条件下减小锥角,使电弧上爬,将引起弧柱扩散,导致熔深减小,熔宽增大;随着α角增大,电弧不易上爬,弧柱扩散倾向减小,熔深增大,熔宽减小,如图5-27所示。焊接电流越大,上述变化会越明显。
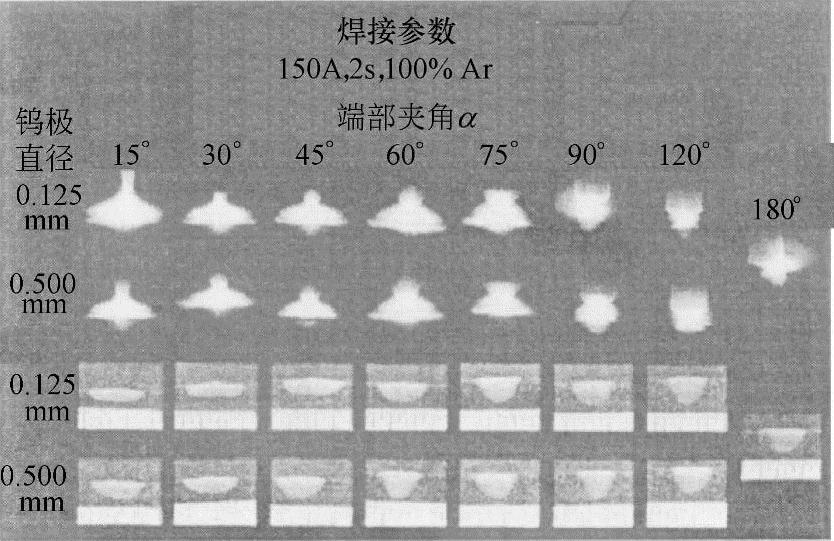
图5-27 钨极端部夹角对焊缝熔深和熔宽的影响
钨极伸出长度是指钨极尖到钨极夹那一段钨极的长度,它不仅影响保护效果,还影响钨极的最大允许电流。因为这段钨极传导焊接电流不仅受电弧热作用,而且电流流过时,会产生电阻热,因此这段长度越长,同一直径的钨极的许用电流越小。钨极伸出长度越短,喷嘴离工件越近,对钨极和熔池的保护效果越好,但妨碍观察熔池,并且容易烧坏喷嘴。通常焊对接焊缝时,钨极伸出喷嘴外5~6mm为较好;焊T形焊缝时,这段长度为7~8mm较好。
6.喷嘴高度
喷嘴端面至工件表面的距离为喷嘴高度。喷嘴高度越小,保护效果越好,但能观察的范围和保护区较小,填丝比较困难,施焊难度较大;喷嘴高度太小时,容易使钨极与焊丝或熔池短路,产生夹钨缺陷;喷嘴高度越大,能观察的范围越大,但保护效果差。一般喷嘴高度应在8~14mm之问。
7.焊丝直径
应根据焊接电流的大小选择焊丝直径,表5-16给出了它们之问的关系。
表5-16 焊接电流与焊丝直径之间的关系

以上所讨论的是TIG焊应用时必要的基础及各焊接参数对焊缝成形与质量的影响。但在实际TIG焊生产中独立的参数并不很多,例如手工TIG焊工艺中只规定焊接电流与氩气流量两个参数;自动TIG焊时需考虑的焊接参数有焊接电流、电弧电压、焊接速度、氩气流量、焊丝直径与送丝速度。除此之外,焊接一些特别活泼的金属时,如钛等,必须加强高温区的保护,应采取严格的气体保护措施。表5-17~表5-21列出了几种材料钨极氩弧焊的参考焊接参数。
表5-1 7纯铝、铝镁合金手工钨极氩弧焊焊接参数(对接接头,交流)
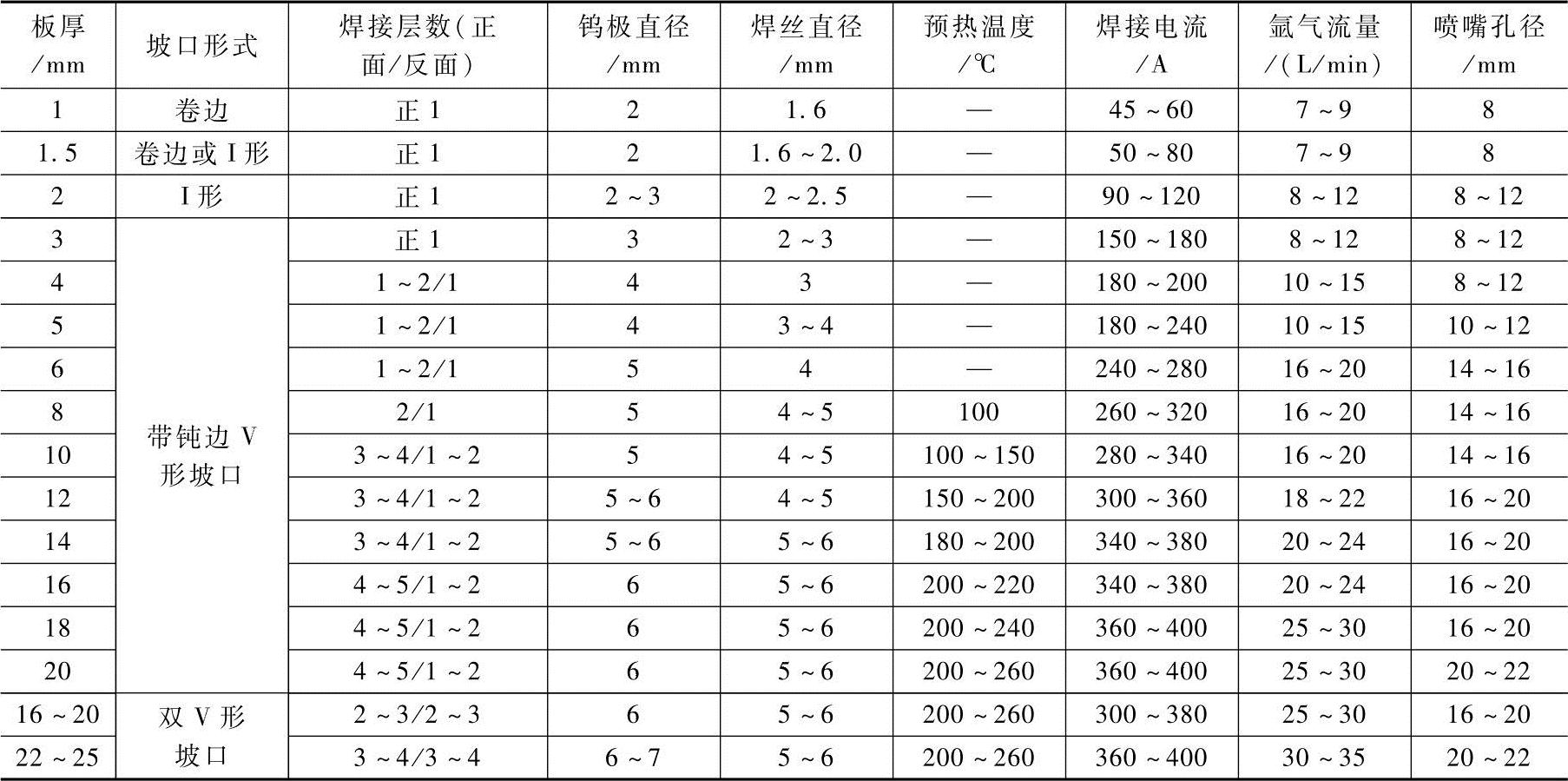
表5-18 铝及铝合金自动钨极氩弧焊焊接参数(交流)
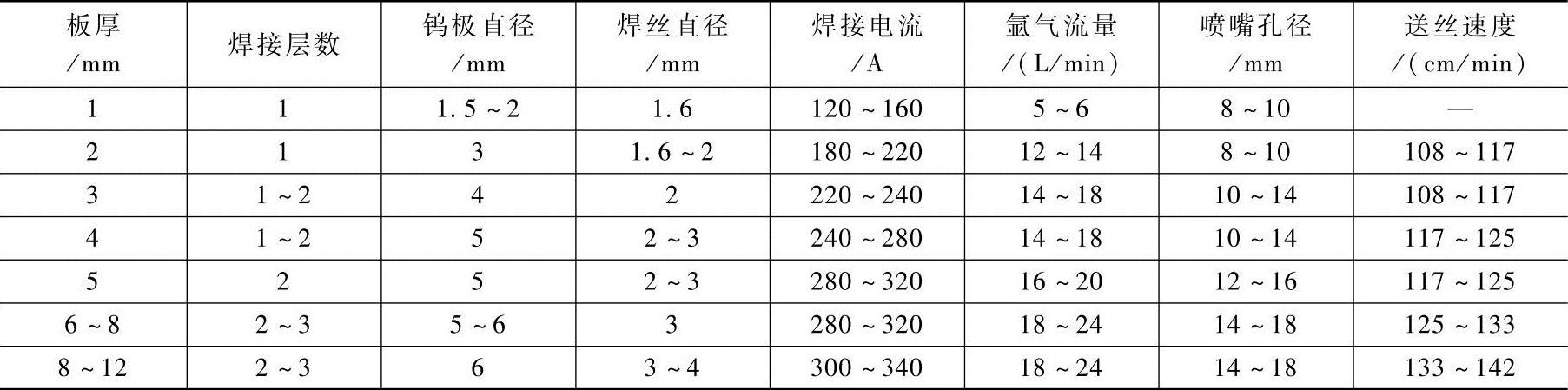
表5-19 不锈钢钨极氩弧焊焊接参数(单道焊)

表5-20 钛及钛合金手工钨极氩弧焊焊接参数(对接,直流正接)

续表
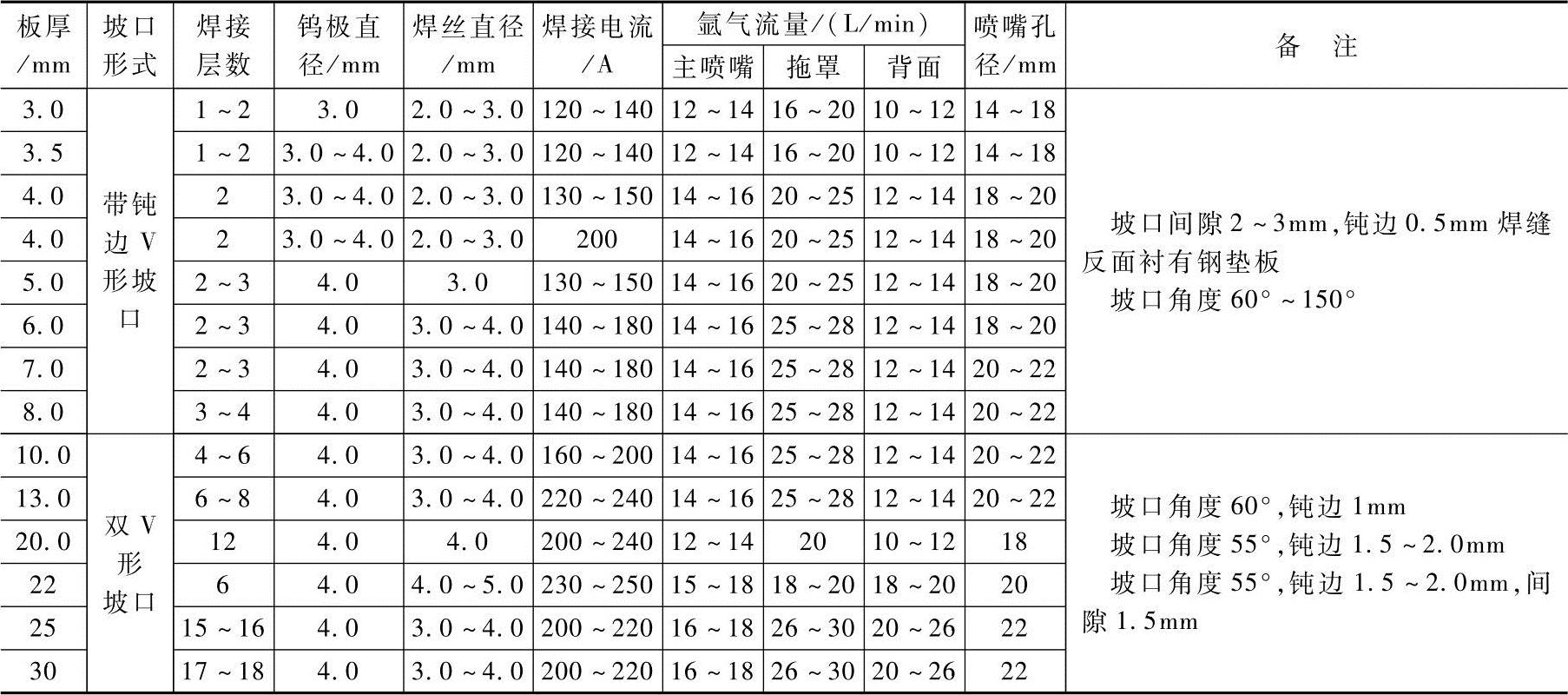
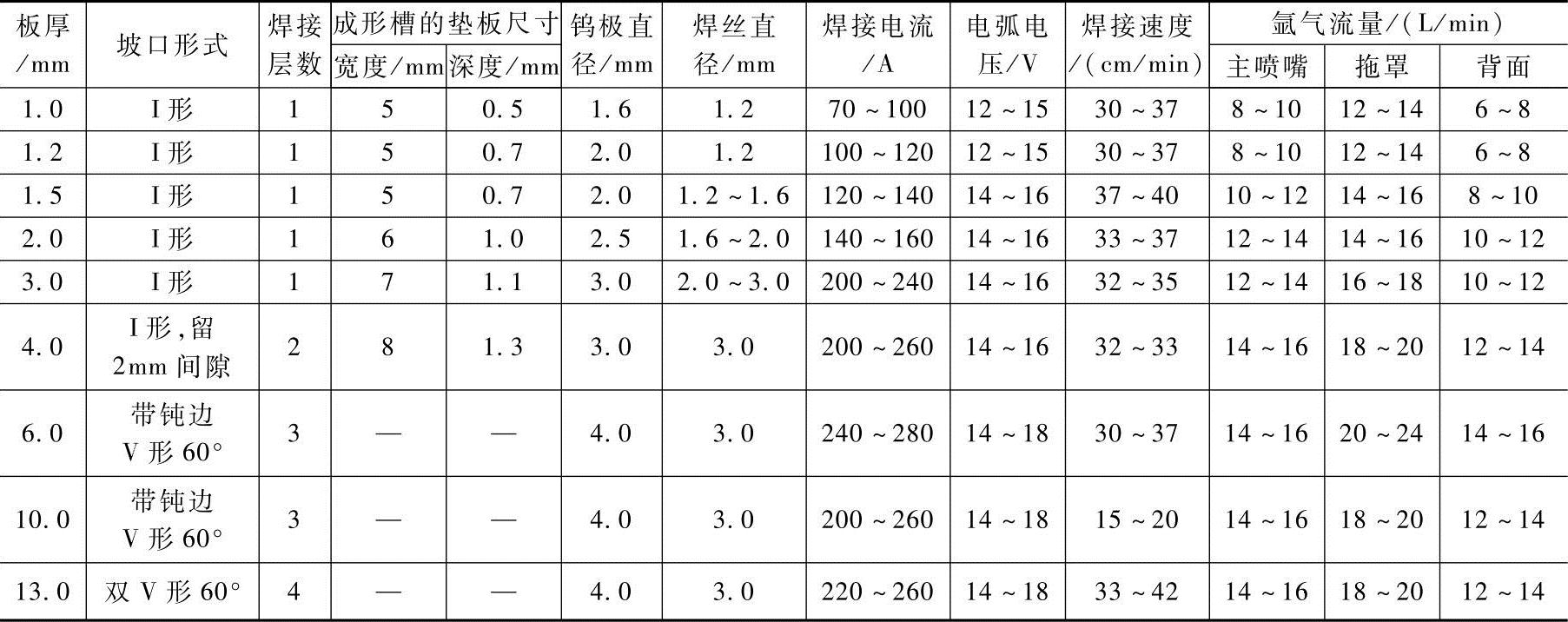
表5-21 钛及钛合金自动钨极氩弧焊焊接参数(对接接头,直流正接)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






