TIG焊开始时,由于电弧空问的气体、电极和工件都处于冷态,同时氩气的电离势又很高,又有氩气流的冷却作用,所以开始引弧是比较困难的。
1.引弧方法
1)短路引弧。依靠钨极和引弧板或者工件之问接触引弧。其缺点是引弧时钨极损耗较大,端部形状容易被破坏,应尽量少用。
2)高频引弧。利用高频振荡器产生的高频高压击穿钨极与工件之问的问隙(3mm左右)而引燃电弧。
3)高压脉冲引弧。在钨极与工件之问加一高压脉冲,使两极问气体介质电离而引弧(脉冲幅值≥300V)。
4)高频叠加辅助直流电源引弧。交流氩弧焊时,在电源两端并联一个辅助的直流电源,如图5-15所示,提供一个正接的恒定电流(约5A)帮助引弧。
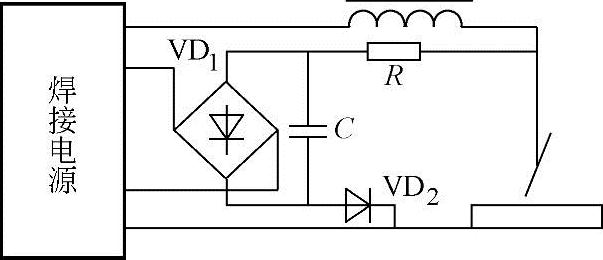
图5-15 高频叠加辅助直流电源引弧
2.稳弧方法
交流氩弧的稳定性很差,在正接转换成反接瞬问必须采取稳弧措施。
1)高频稳弧。同时采取高频高压稳弧,可以在稳弧时适当降低高频电的电压。
2)高压脉冲稳弧。在电流过零瞬问加上一个高压脉冲。
3)交流矩形波稳弧。利用交流矩形波在过零瞬问有极高的电流变化率,帮助电弧在极性转换时很快地反向引燃。
3.高频振荡器原理及其连接方法
高频振荡器的电气原理及其与焊接回路的连接方法如图5-16所示。当高频振荡器的输入端接通电源后,交流电源经高压变压器T1升压,并对电容器C充电,因而放电器D端电压逐渐升高,最后被击穿,从而一方面使T1的二次回路短路而中止对C的充电,另一方面使已充电的电容C与电感L1组成振荡回路。所产生的高频高压经T2输入焊接回路,其振荡频率为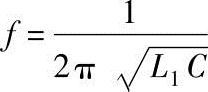 。振荡是衰减的,每次仅能维持2~6ms。电源为正弦波时,每半周振荡一次,波形如图5-17所示。
。振荡是衰减的,每次仅能维持2~6ms。电源为正弦波时,每半周振荡一次,波形如图5-17所示。
高频振荡器与焊接回路有并联(图5-16a)和串联(图5-16b)两种连接方式。并联时需在焊接回路中串接电感L,并以电容C2旁路,这种连接方式因L、C2对高频有分流作用,引弧效果较差。采用串联方式,没有分流回路,引弧可靠,而且大大减小了高频对电源的影响,目前大多采用串联式。(www.daowen.com)
图5-16 高频振荡器及其连接方式
a)并联式 b)串联式 1—焊接电源 2—高频振荡器 D—放电器 T1—高压高漏抗变压器 T2—高频变压器
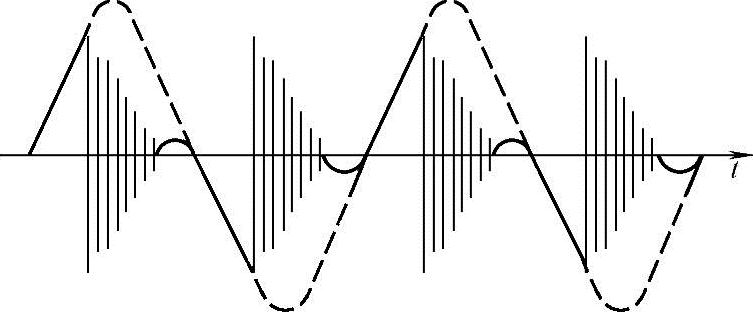
图5-17 高频振荡波形
4.高压脉冲引弧及稳弧装置
图5-18是高压脉冲引弧和稳弧装置电路,引弧和稳弧脉冲由共用的主电路产生,但有各自的触发电路。脉冲主电路中,变压器T1二次侧的800V交流电压经整流后向电容C13充电,当晶闸管VT1和VT2在焊接电源负半波同时被来自引弧或稳弧脉冲触发电路的信号触发,C13即向变压器T2一次侧放电,T2二次侧即感应一高压脉冲用于引弧或稳弧。
引弧脉冲触发电路的信号自变压器T1二次侧-24V绕组,经r18、C5和r17、RP16、C6移相90°后,通过VTH5、VTH4使VT4导通,C7向T3一次侧放电产生触发信号。该信号经T3耦合使VT1和VT2触发,在焊接空载电压负半波达极大值(π/2)时产生引弧脉冲。
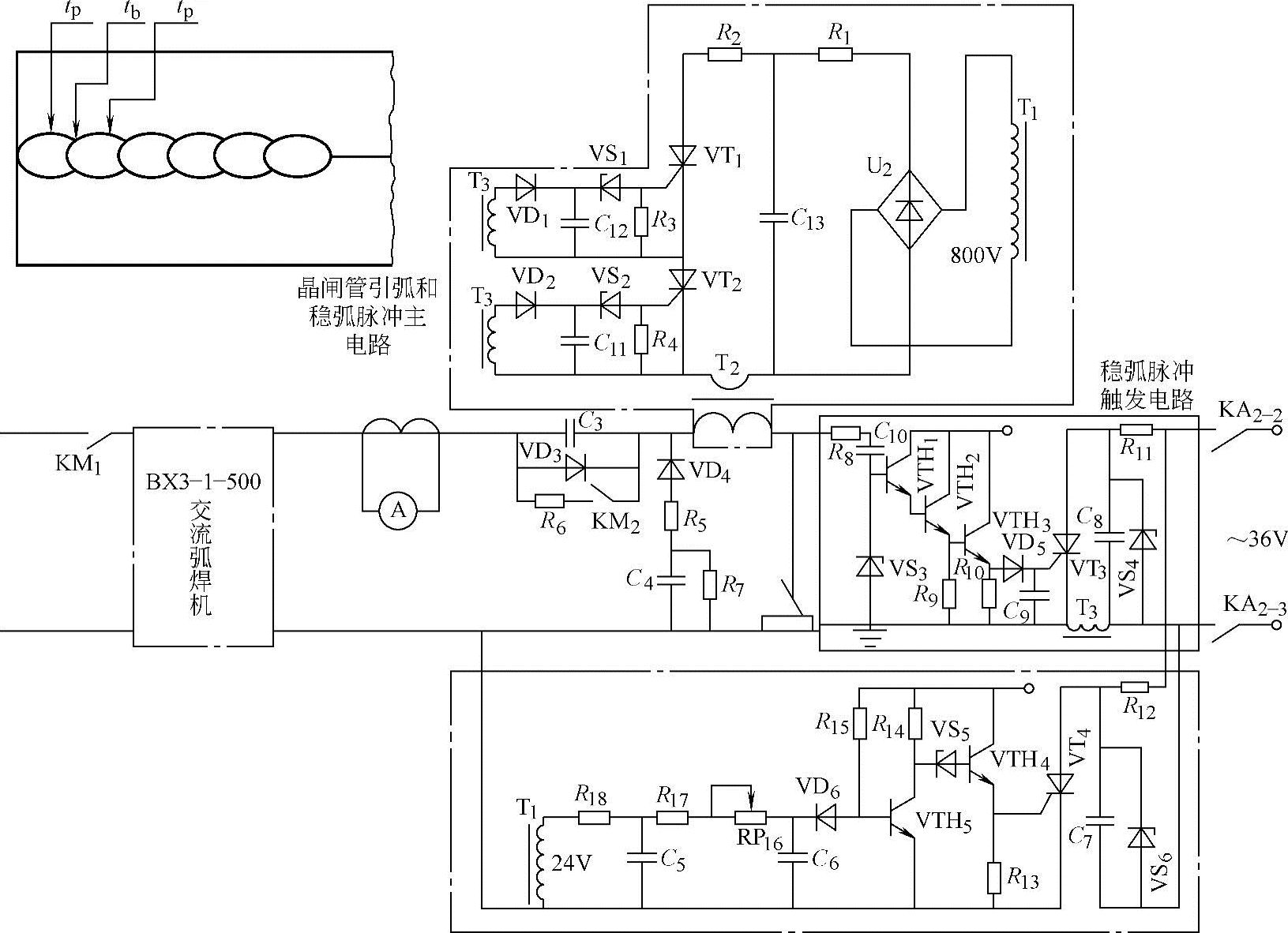
图5-18 高压脉冲引弧和稳弧电路
稳弧脉冲触发电路信号取自电弧电压,经r8、C10和VS3衰减后,通过VTH1、VTH2和VTH3使VT3导通,则C8向T3放电产生触发信号。该信号经T3耦合触发VT1和VT2,在电弧电压负半周开始瞬问输出稳弧脉冲。
该电路的设计能保证空载时,只有引弧脉冲,而不产生稳弧脉冲;电弧一旦引燃,即产生稳弧脉冲,而引弧脉冲自动消失。原因是空载时,钨极与工件问是焊接电源空载电压,与向C8充电的36V交流电同相,当VT3开始导通时,C8尚未充电,故稳弧脉冲触发电路不起作用。引弧后,钨极与工件问变为电弧电压,比空载电压滞后约70°。当VT3触发时C8已充上电,故可以产生稳弧脉冲触发信号,使脉冲主电路的VT1、VT2触发。C13放电,发出稳弧脉冲。在电源90°处虽也可产生引弧脉冲触发信号,但因C13刚放完电,电压还不高,所以没有引弧脉冲输出。图5-19为引弧前后电压波形。
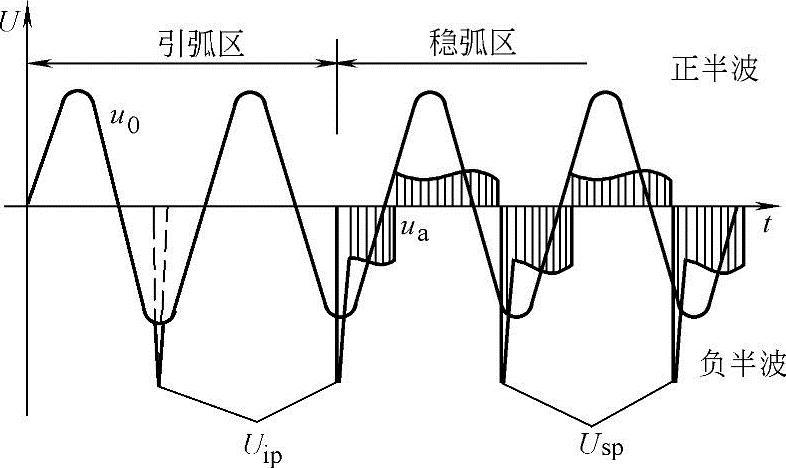
图5-19 引弧前后电压波形图
u0—空载电压 ua—电弧电压 Uip—引弧脉冲 Usp—稳弧脉冲
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







