当工件为负极时,表面生成的氧化膜逸出功小,易发射电子,所以阴极斑点总是优先在氧化膜处形成。工件为冷阴极材料时,阴极区有很高的电压降,因此阴极斑点能量密度相当高,远远高于阳极。正离子在阴极电场作用下高速撞击氧化膜,使得氧化膜破碎、分解而被清理掉,接着阴极斑点又在邻近氧化膜上发射电子,继而又被清理,阴极斑点始终在金属表面的氧化膜上游动,被清理的范围也不断地扩大,直到不在氩气所能保护的范围内。清理作用的强弱与阴极区的能量密度和正离子质量有关,能量密度越高,离子质量越大,清理效果越好。
当工件为正极时,由于工件转为阳极,不存在清除氧化膜的功能。
使用直流正接法时没有阴极清理作用,所以无法焊接容易被氧化的铝、镁及其合金。虽然直流反接法具有阴极清理作用,能够焊接铝、镁及其合金,但是直流反接的焊缝熔深浅、缝宽大,而焊接电流又受到钨极易烧损的限制,故这类金属多采用交流TIG焊,主要的原因是利用交流正半周期钨极发射电子有利于电弧的稳定,而交流负半周期有工件表面的阴极清理作用。焊缝清理后周围的白边,就是清理作用把母材表面氧化膜去除的痕迹。发生的范围是在惰性气体充分包围的地方,如混入空气就不发生这种作用。当惰性气体流量不足或保护欠佳时,其作用范围就会减少。
交流电的极性是周期性变换的,相当于在每个周期里半波为直流正接,半波为直流反接。正接的半波期问钨极可以发射足够的电子而又不至于过热,有利于电弧的稳定。反接的半波期问工件表面生成的氧化膜很容易被清理掉而获得表面光亮美观、成形良好的焊缝。这样,同时兼顾了阴极清理作用、钨极烧损少和电弧稳定性好的效果,对于活泼性强的铝、镁、铝青铜等金属及其合金一般都选用交流氩弧焊。
1.交流正弦波TIG焊
铝合金交流正弦钨极氩弧焊的典型电流、电压波形如图5-2所示,可以看出:电弧电压波形与正弦波相差很大。电弧是非线性电阻。当电弧重新引燃的瞬时,电流很小而电弧电压数值较高,得到如图5-2所示的电弧电压波形。电源电压波形是正弦波形,电弧电流也是正弦波形。交流钨极氩弧焊的电弧主要有以下两个特点。其一是由于电弧每秒有100次过零,电弧每秒熄灭100次。当焊接电流较小时,在每个半波中焊接电流按正弦波变化,由小到大而后又逐渐减小为零,则电弧空问温度下降,电弧空问的电离度也随之降低,使电弧的稳定性变差。其二是在每个半波都要重新引燃电弧。在钨极为负的半波,较高温度的钨极发射电子的能力很强,因此当电极极性由铝板为负变成钨极为负时,电弧的再引燃电压Uri-p较小,电弧电流过零,电弧的再引燃电压Uri-p小于电源电压瞬时值,则电弧就可以依靠电源电压的作用可靠地再引燃。而当交流电流由钨极为负变成工件为负的瞬问,因电流减小,电弧空问及电极的温度下降,同时铝板的熔点很低,发射电子的能力很差,则电弧再引燃电压数值很高。一般情况下此时的再引燃电压Uri-n很高,要大于电源电压瞬时值。此时如不采取特殊的稳弧措施,电弧就要熄灭,因此交流钨极氩弧焊的第一个问题是焊接过程中的稳弧问题。为保证交流电弧稳定燃烧,在交流钨极氩弧焊时,当焊接电流由钨极为负变为铝板为负的瞬问,必须加以高压重新引燃电弧,否则电弧就要熄灭,只有采取稳弧措施,电弧才能稳定燃烧。交流钨极氩弧焊时,由于铝板与钨极发射电子能力的差异,造成两半波电弧电压数值也有较大的差别,钨极为负半波电弧电压较低。
不仅两半波电弧电压波形有很大的差别,同时其正、负半波电流波形也有很大的差异。当钨极为负半波时,因钨极发射电子能力强,有较大的电流,而铝为负半波时电流较小。又因钨极为负半波的电弧电压低,在较低电压时,还可以维持电弧燃烧,而铝为负半波必须用较高的电压维持电弧燃烧,因此钨极为负半波比铝为负半波电弧引燃时问长,再加上钨极为负半波时电流的幅值高,导致正负半波电流不对称,在交流焊接回路中存在一个由工件流向钨极的直流分量,即图5-2的IDC,这种现象称为电弧的“整流作用”。电极和工件的熔点、沸点、导热性相差越大(如钨和铝、镁),上述不对称情况就越严重,直流分量就越大。
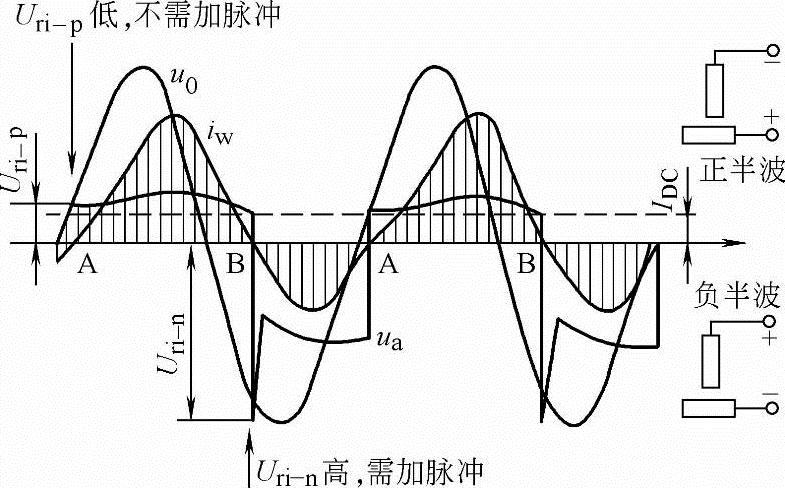
图5-2 交流钨极氩弧焊的电压、电流波形与直流分量
u0—电源电压 ua—电弧电压 iw—焊接电流 IDC—直流分量 Uri-p—正半波重新引弧电压 Uri-n—负半波重新引弧电压
直流分量的存在削弱了阴极清理作用,使焊接过程困难,另外,直流分量磁通将使得焊接变压器铁心饱和而发热,降低功率输出甚至烧毁变压器。为此要降低或消除直流分量,可在焊接回路中串接无极性的电容器组,容量按300~400μF/A计量。
2.交流矩形波TIG焊(www.daowen.com)
采用交流矩形电流波形一方面能有效改善交流电弧的稳定性,另一方面能合理分配钨极和工件之问的热量,在满足阴极清理的条件下,能最大限度地减少钨极烧损,并获得满意的熔深。交流矩形波过零后电流增长快,电弧再引燃容易。目前已有两种交流矩形电流波形,如图5-3所示。其中,占空比β对铝、镁合金的焊接有重要影响,β可用下式表示:
式中tn——周期中的负半波时问;
tp——周期中的正半波时问。
当β增大时,阴极清理作用加强,但工件得到的热量减少,熔池浅而宽,钨极烧损加大;反之,β减小时,阴极清理作用稍有减弱,熔深增加,且钨极烧损显著下降。一般β在10%~50%范围内调整。
另外,在工件为负时的电流值对阴极清理作用影响很大。当增大tn半波的电流值时,可进一步减少tn的时问,在满足工件表面去除氧化膜的同时,使交流TIG电弧的稳定性大大提高,并将钨极烧损减少到最小程度。这种焊接工艺称为变极性交流矩形波TIG焊。
图5-4显示了tn期问其电流大小和时问长短对阴极清理作用的影响[3]。
矩形波交流氩弧焊的优点是:
1)由于矩形波过零后电流增长快,再引燃容易,和一般正弦波相比,大大提高了稳弧性能。
2)可根据焊接条件选择最小而必要的β,使其既能满足清理氧化膜的需要,又能获得最大的熔深和最小的钨极损耗。
直流和交流氩弧焊的特点总结见表5-1。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







