埋弧焊焊剂在焊接过程中起隔离空气、保护焊缝金属不受空气侵害和参与熔池金属冶金反应的作用。
1.焊剂的分类
埋弧焊焊剂除按用途分为钢用焊剂和有色金属用焊剂外,通常按制造方法、化学成分、化学性质、颗粒结构等分类,如图4-53所示。
2.焊剂的型号和牌号的编制方法
(1)焊剂的型号 焊剂的型号是按照国家标准划分的,我国现行的GB/T 5293—1999《埋弧焊用碳钢焊丝和焊剂》中规定:焊剂型号依据埋弧焊焊缝金属的力学性能来编制。
焊剂型号的表示方法如图4-54所示尾部的“Hxxx”表示与焊剂匹配的焊丝牌号,按GB/T14957—1994《熔化焊用钢丝》的规定选用。
表4-26 国产焊丝标准化学成分(GB/T14957—1994)[15]
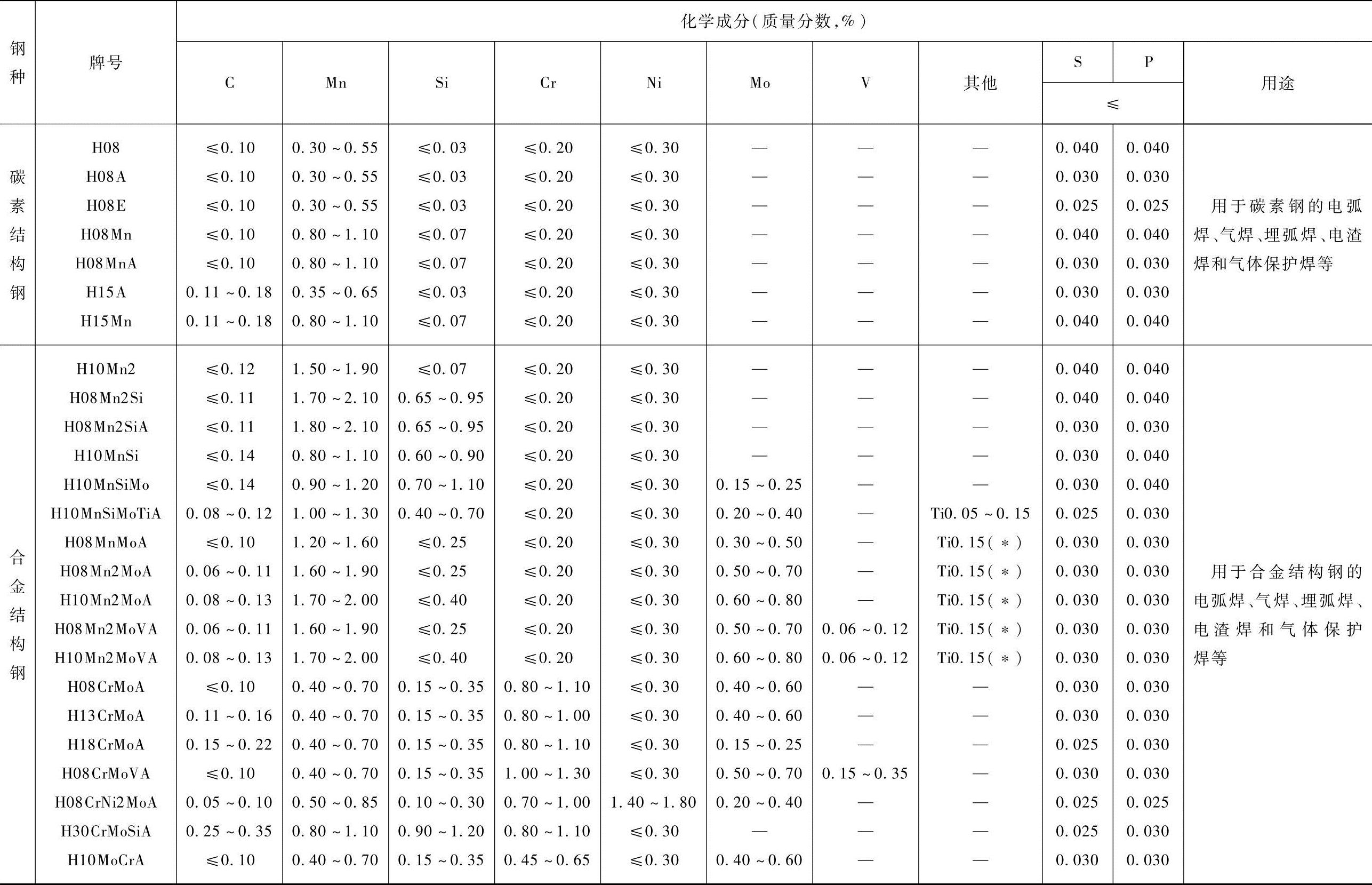
注:表中*号为加入量。
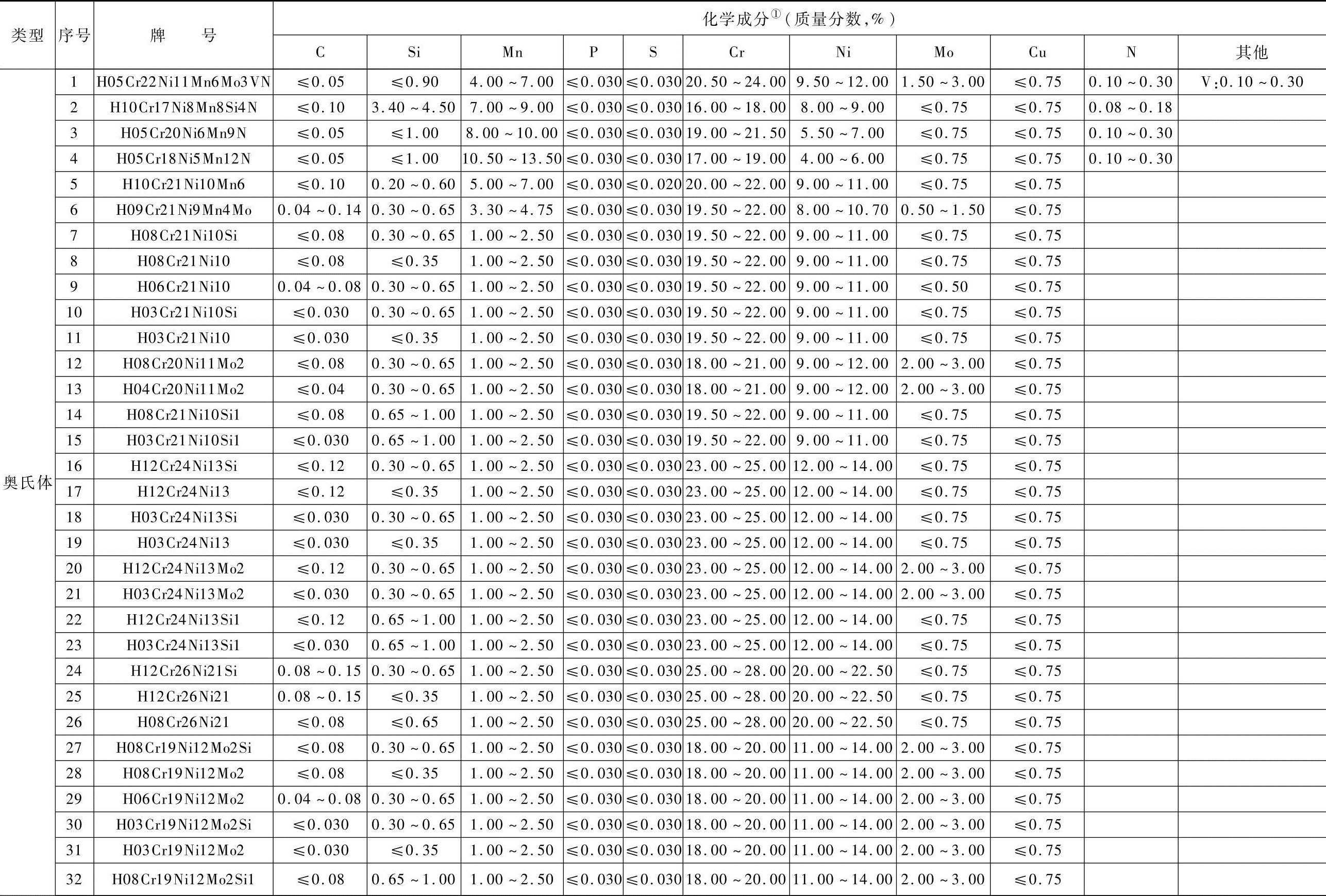
表4-27 国产不锈钢焊丝的牌号及化学成分(熔炼分析)(GB/T 4241—2006)
(续)
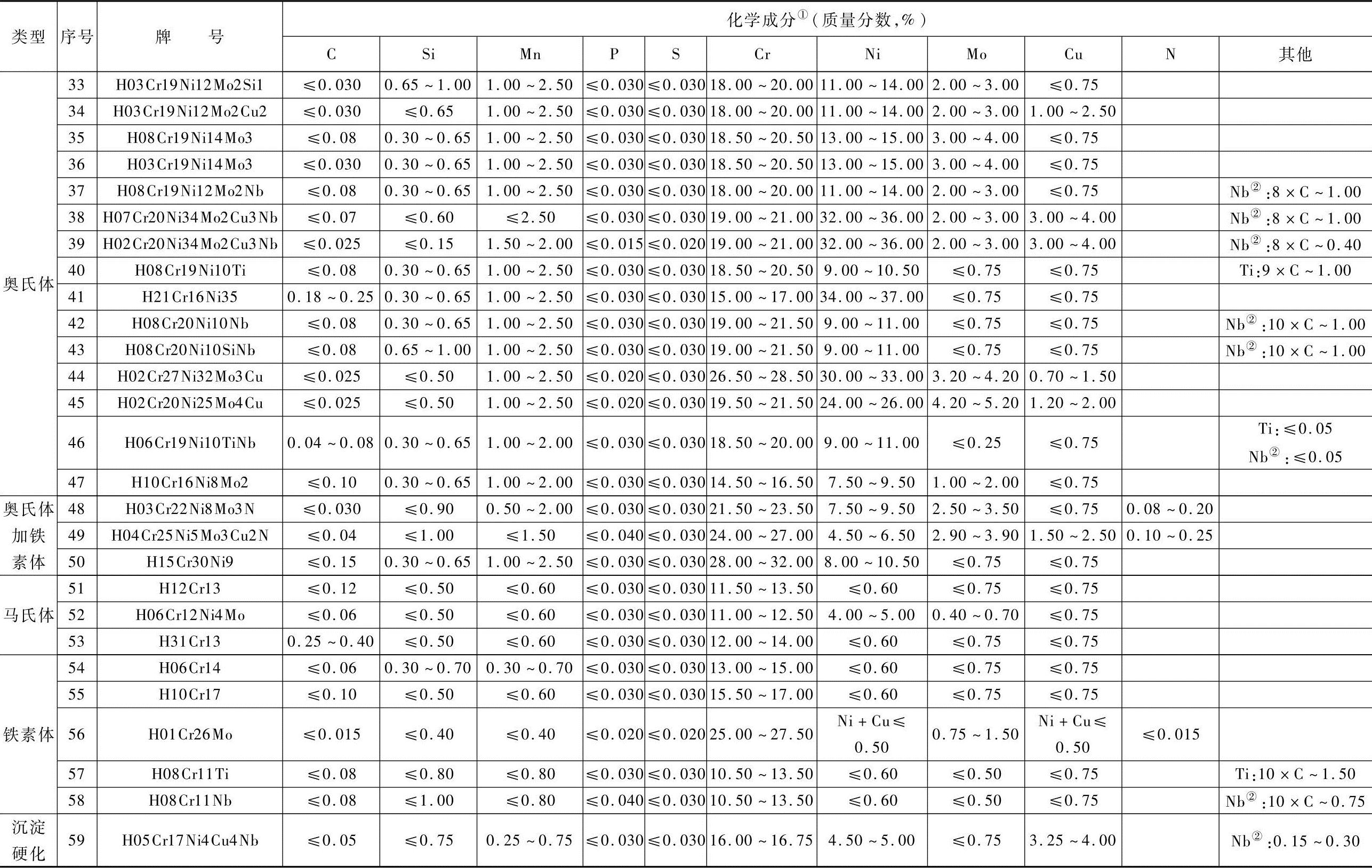
①在对表中给出元素进行分析时,如果发现有其他元素存在,其总的质量分数(除铁外)不应超过0.50%。
②Nb可报告为Nb+Ta。
表4-28 钢焊丝直径及其允许偏差(单位:mm)

表4-29 各种直径普通钢焊丝埋弧焊使用的电流范围[2]

表4-30 钢焊丝的焊丝盘内径和重量
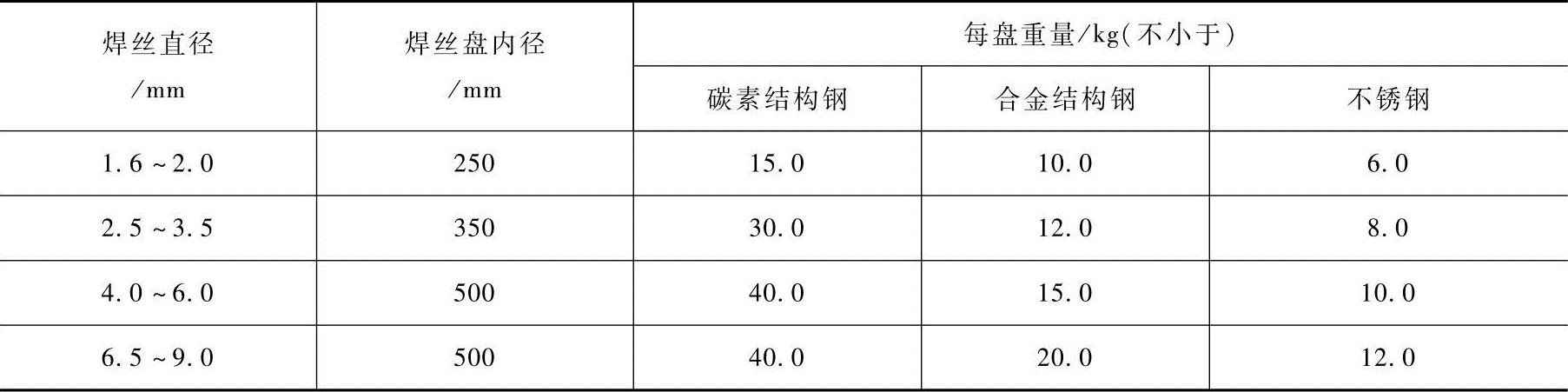
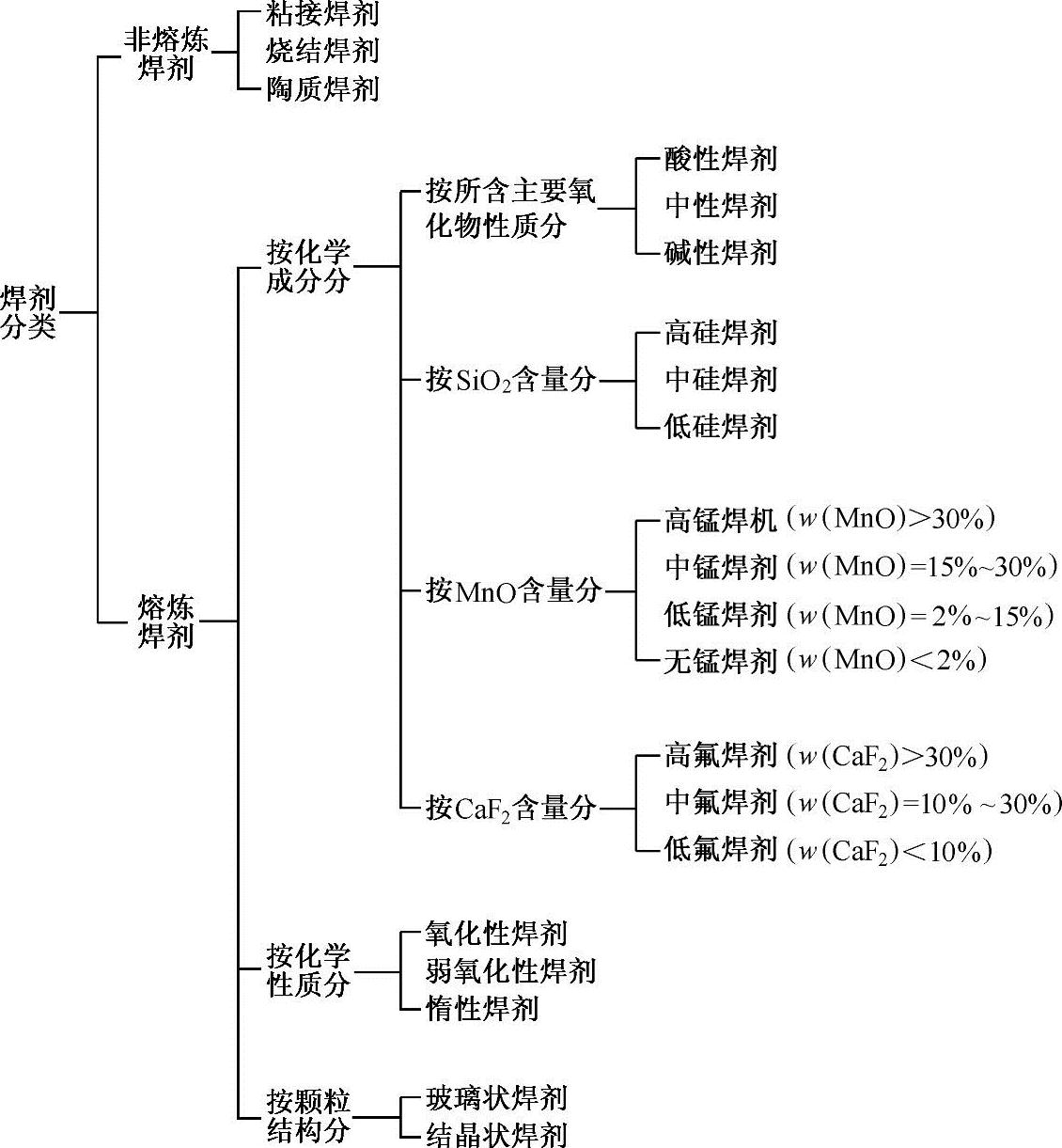
图4-53 焊剂的分类[15]
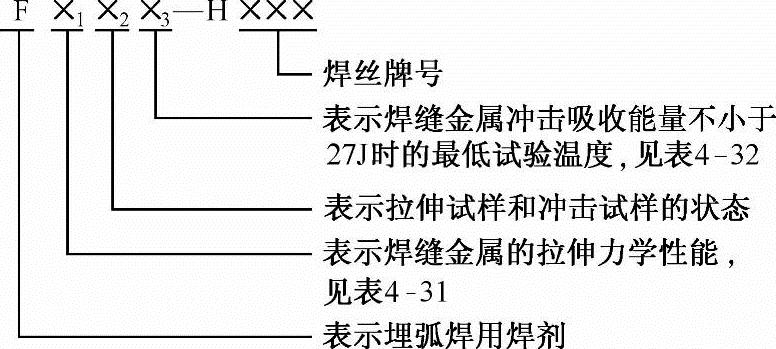
图4-54 焊剂型号的表示方法
表4-31 焊剂型号中的第一位数字的含义
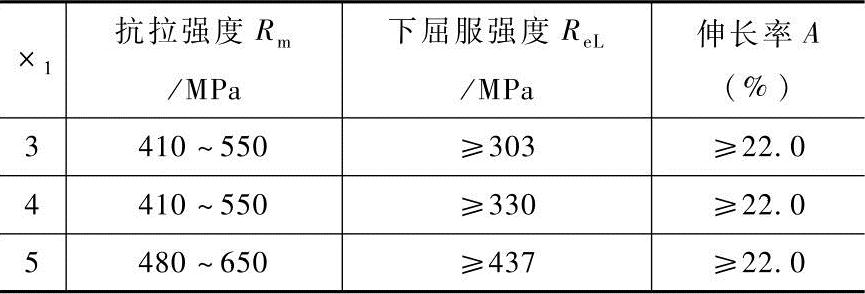
表4-32 焊剂型号中第三位数字的含义
 (www.daowen.com)
(www.daowen.com)
举例:HJ403—H08MnA,表示为埋弧焊用焊剂,采用H08MnA焊丝按照GB/T5293—1999所规定的焊接参数焊接试板,其试杆状态为焊态时焊缝金属的抗拉强度为410~550MPa,屈服强度不小于330MPa,伸长率不小于22%,在-30℃时冲击吸收能量不小于27J。
(2)焊剂的牌号 通用的焊剂统一牌号在形式上与焊剂型号相同,但是牌号中数宇的含义与焊剂型号是不相同的,因此在使用中极易混淆,应当特别引起注意。
1)熔炼焊剂见表4-33、表4-34。
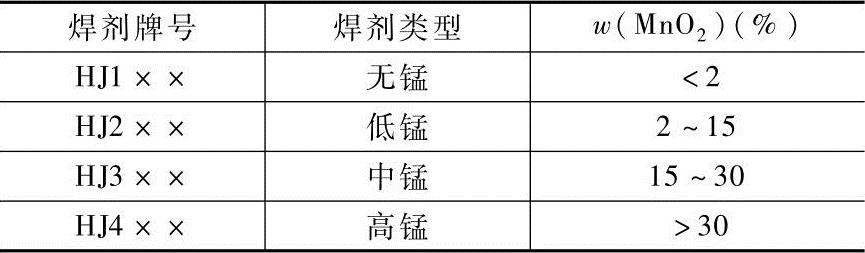
表4-33 熔炼焊剂牌号中第一位数字含义
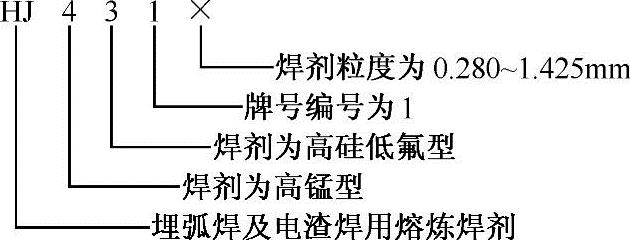
牌号前“HJ”表示埋弧焊用熔炼焊剂。
牌号中第一位数宇表示焊剂中氧化锰的含量。
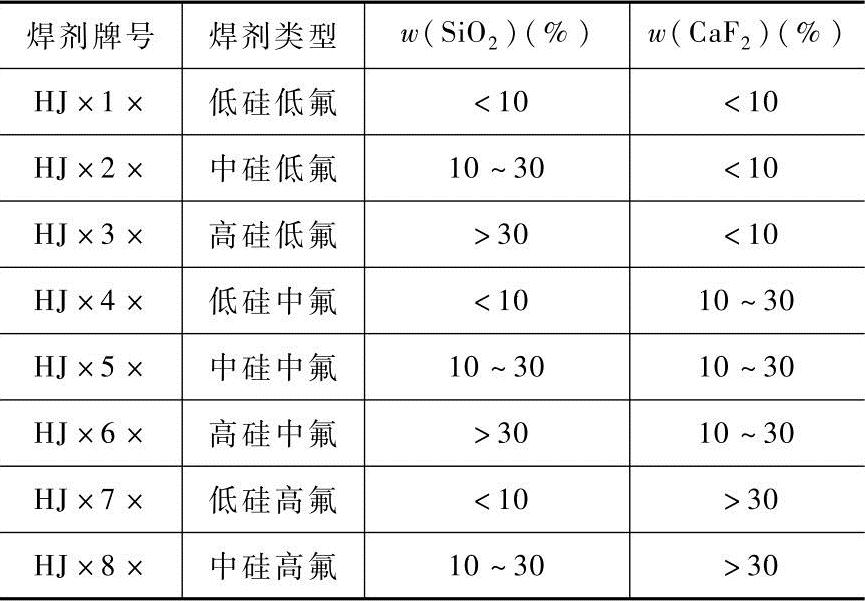
牌号中第二位数宇表示二氧化硅、氟化钙的含量。
牌号中第三位数宇表示同一类型焊剂的不同牌号,按0、1、2…9顺序编排。
同一牌号生产两种颗粒度时,在细颗粒焊剂牌号后面加X。
表4-34 熔炼焊剂牌号中第二位数字含义
例如:
2)烧结焊剂见表4-35。
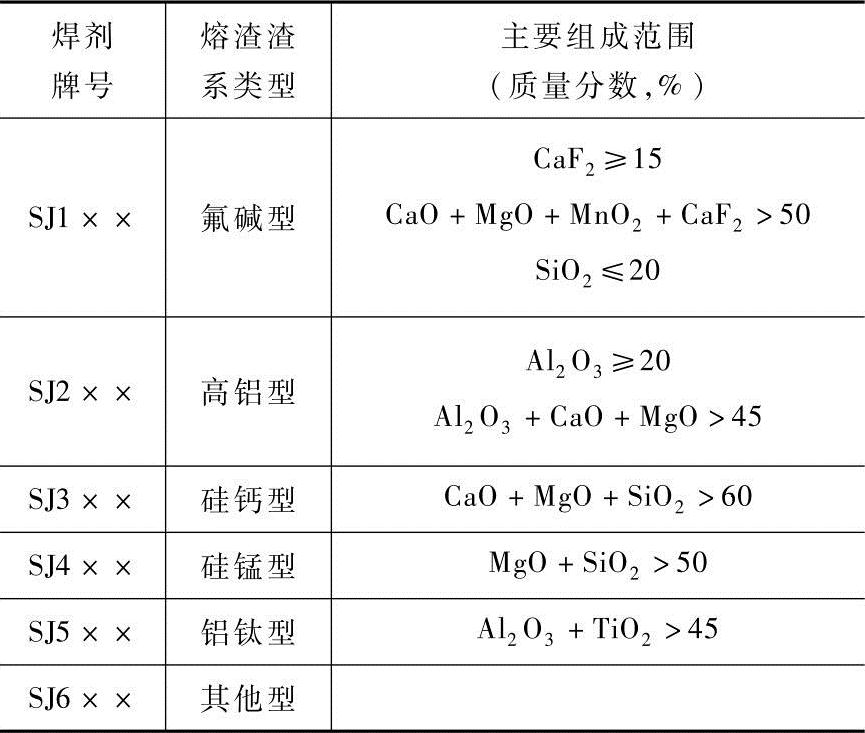
表4-35 烧结焊剂牌号中第一位数字含义
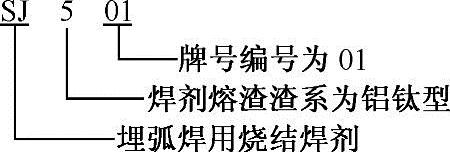
牌号前“SJ”表示埋弧焊用烧结焊剂。
牌号中第—位数宇:表示焊剂熔渣渣系的类型。
牌号中第二位、第三位数宇:表示同一渣系类型焊剂中的不同牌号焊剂,按01、02…09顺序编排。
例如:
国产焊剂牌号、成分及使用范围见表4-36、表4-37。
表4-36 国产熔炼型埋弧焊剂牌号、成分及其应用范围[14]
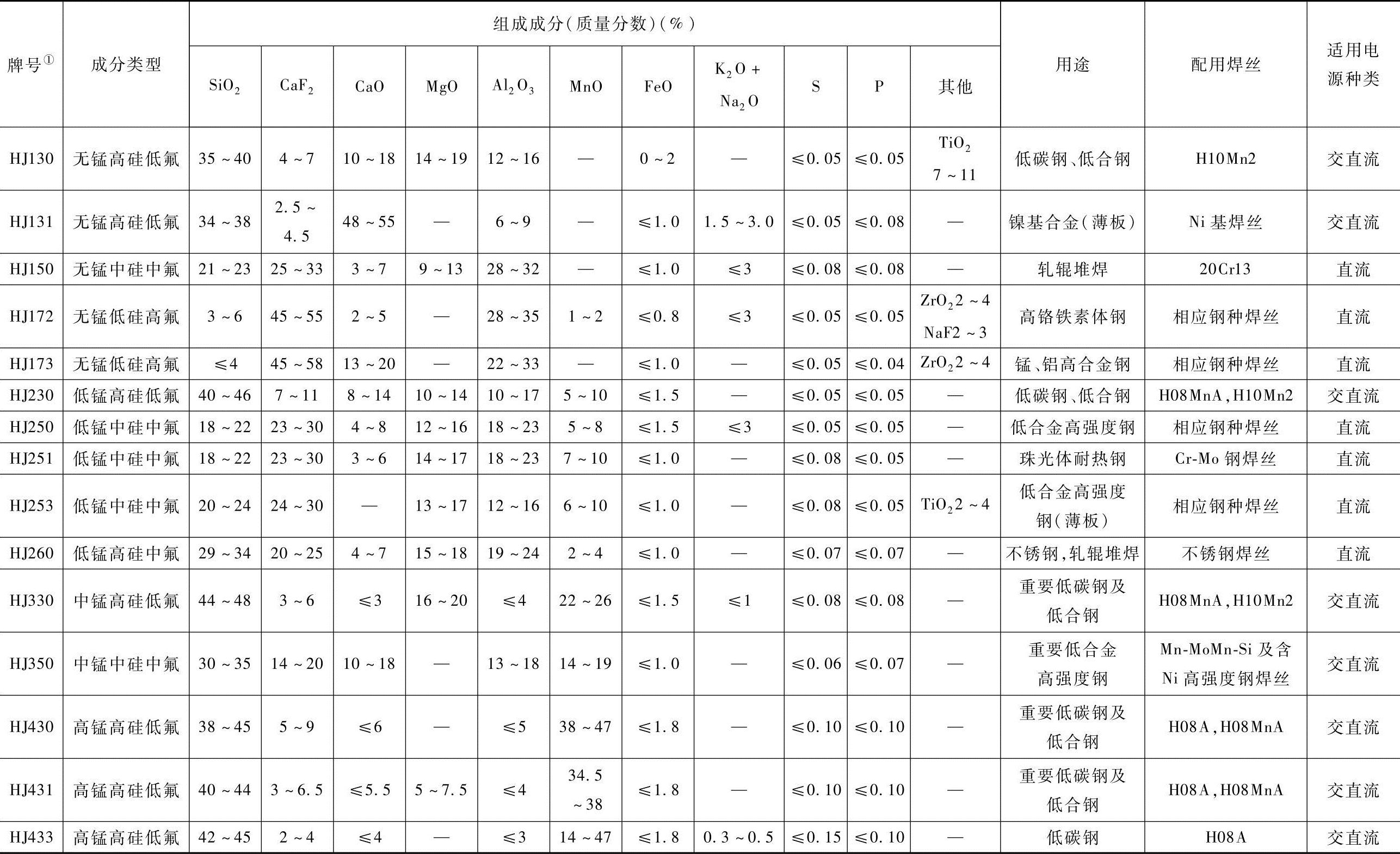
①国家标准GB/T 5293—1999、GB/T 12470—2003规定熔炼焊剂型号标注方法为:HJx1x2x3Hxxx,其中x1表示焊缝金属的拉伸力学性能;x2表示拉伸和冲击试样的状态;x3表示焊缝金属冲击吸收能量不小于27J的最低试验温度;Hxxx表示可配用焊丝牌号。但生产厂商的牌号是按成分类型区分的,即HJabc中,a表示锰含量;b表示硅氟含量;c表示同类不同牌号,实际中应注意辨明。
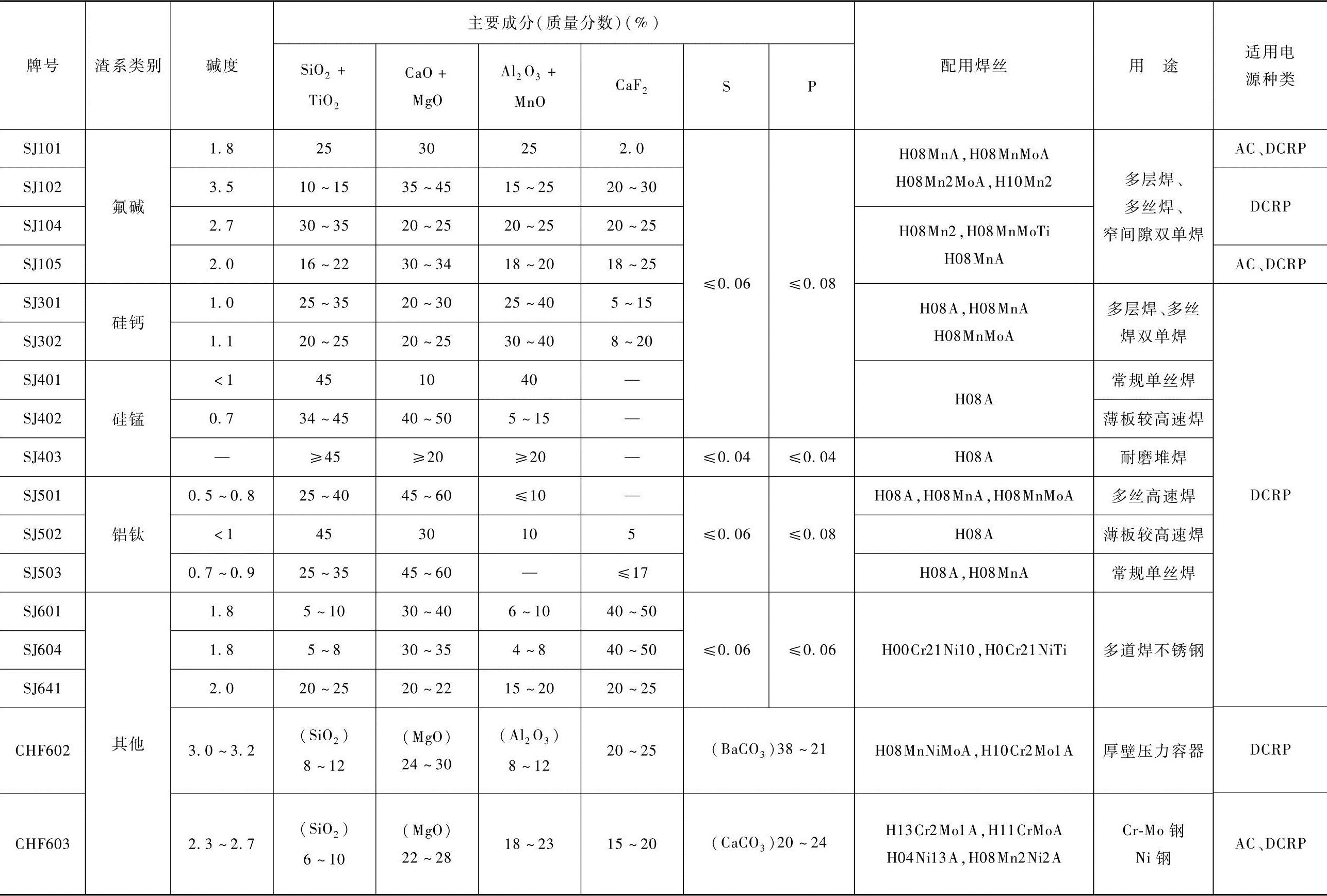
表4-37 国产烧结焊剂牌号、成分及其使用范围[14]
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





