埋弧焊使用的焊丝有实心焊丝和药芯焊丝两类,生产中普遍使用的是实心焊丝,药芯焊丝只在某些特殊场合应用。焊丝品种随所焊金属的不同而不同,目前已有碳素结构钢、低合金钢、高碳钢、特殊合金钢、不锈钢、镍基合金焊丝,以及堆焊用的特殊合金焊丝。根据国家标准GB/T 14957—1994、GB/T4241—2006的规定,表4-26、表4-27是典型的碳素结构钢、合金结构钢和不锈钢焊丝的化学成分。
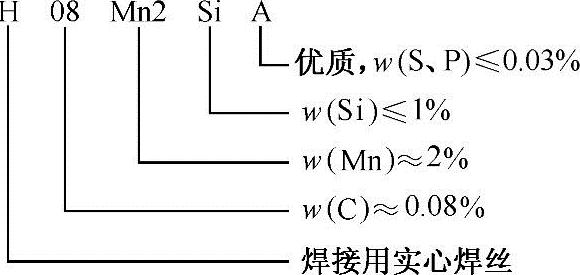
焊丝牌号的宇母“H”表示焊接用实心焊丝,宇母“H”后面的数宇表示碳的质量分数,化学元素符号及后面的数宇表示该元素大致的质量分数值。当元素的含量w(Me)小于1%时,元素符号后面的1省略。有些结构钢焊丝牌号尾部标有“A”或“E”宇母,“A”为优质品,即焊丝的硫、磷含量比普通焊丝低;“E”表示为高级优质品,其硫、磷含量更低。
例如:
 (www.daowen.com)
(www.daowen.com)
表4-28为国产钢焊丝标准直径及允许偏差。焊丝直径的选择依用途而定,半自动埋弧焊用焊丝较细,一般为φ1.6~φ2.4mm,自动埋弧焊时一般使用φ3~φ6mm的焊丝。各种直径的普通钢焊丝埋弧焊时,使用的电流范围见表4-29。一定直径的焊丝,使用的电流有一定范围,使用电流越大,熔敷率越高。而同一电流使用较小直径的焊丝,可获得加大焊缝熔深、减小熔宽的效果。当工件装配不良时,宜选用较粗的焊丝。
焊丝表面应当干净光滑,除不锈钢、有色金属焊丝外,各种低碳钢和低合金钢焊丝表面最好镀铜,镀铜层既可起防锈作用,又可改善焊丝与导电嘴的接触状况。但耐蚀和核反应堆材料焊接用的焊丝是不允许镀铜的。
为了使焊接过程稳定进行并减少焊接辅助时问,焊丝通常用盘丝机整齐地盘绕在焊丝盘上,按照国家标准规定,每盘焊丝应由一根焊丝绕成,焊丝盘的内径和重量见表4-30所示。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






