通常情况下,埋弧焊接头有可能产生两种类型裂纹,即结晶裂纹和氢致裂纹。前者只限于焊缝金属,后者则可能发生在焊缝金属或热影响区。
(1)结晶裂纹 钢材焊接时,焊缝中的硫、磷等杂质在结晶过程中形成低熔点共晶。随着结晶过程的进行,它们逐渐被排挤在晶界,形成了“液态薄膜”。焊缝凝固过程中,由于收缩作用,焊缝金属受拉应力。“液态薄膜”不能承受拉应力而形成裂纹。可见产生“液态薄膜”和焊缝的拉应力是形成结晶裂纹的两方面原因。
钢材的化学成分对结晶裂纹的形成有重要影响。硫对形成结晶裂纹影响最大,但其影响程度又与钢中其他元素含量有关,如Mn与S结合成MnS而除硫,从而对S的有害作用起抑制作用。Mn还能改善硫化物的性能、形态及其分布等。因此为了防止产生结晶裂纹,对焊缝金属中的Mn/S值有一定要求。Mn/S值多大才有利于防止结晶裂纹,还与碳含量有关。图4-49表示C、Mn、S含量与焊缝裂纹倾向的关系。可见C含量越高,要求Mn/S值也越高。Si和Ni的存在也会增加S的有害作用。
埋弧焊焊缝的熔合比通常都较大,因而母材金属的杂质含量对结晶裂纹倾向有很大关系。母材杂质较多,或因偏析使局部C、S含量偏高,Mn/S可能达不到要求。可以通过工艺措施(如采用直流反接、加粗焊丝以减小电流密度、改变坡口尺寸等)减小熔合比,也可以通过焊接材料调整焊缝金属的成分,如增加Mn含量,降低C、Si含量等。

图4-49 mn、C、S同时存在对结晶裂纹的影响[11]
焊缝形状对于结晶裂纹的形成也有明显影响。窄而深的焊缝会造成对生的结晶面,“液态薄膜”将在焊缝中心形成,有利于结晶裂纹的形成。焊接接头形式不同,不但刚性不同,并且散热条件与结晶特点也不同,对产生结晶裂纹的影响也不同。图4-50表示不同形式接头对结晶裂纹的影响,图4-50a、b两种接头抗裂性较高,图4-50c、d、e、f几种接头抗裂性较差。
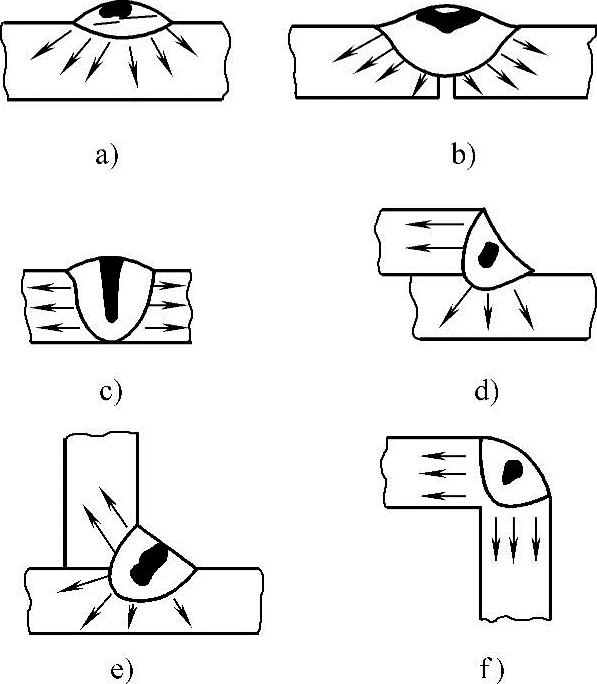
图4-50 接头形式对结晶裂纹的影响(https://www.daowen.com)
(2)氢致裂纹 这种裂纹较多发生在低合金钢、中合金钢和高碳钢的焊接热影响区中。它可能在焊后立即出现,也可能在焊后几小时、几天,甚至更长时问才出现。这种焊后若干时问才出现的裂纹称为延迟裂纹。
氢致裂纹是焊接接头氢含量、接头显微组织、接头拘束情况等因素相互作用的结果。在焊接厚度10mm以下的工件一般很少发现这种裂纹。工件较厚时,焊接接头冷却速度较大,对淬硬倾向大的母材金属,易在接头处产生硬脆的组织。另一方面,焊接时溶解于焊缝金属中的氢由于冷却过程中溶解度下降,向热影响区扩散。当热影响区的某些区域氢浓度很高而温度继续下降时,一些氢原子开始结合成氢分子,在金属内部造成很大的局部应力。在接头拘束应力作用下产生裂纹。
焊接某些超高强度钢时,这种裂纹会出现在焊缝金属中。
针对氢致裂纹产生的原因,可以从以下几方面采取措施,防止其发生。
1)减少氢的来源及其在焊缝金属中的溶解,采用低氢焊剂;焊剂保管中注意防潮,使用前严格烘干;对焊丝、工件焊口附近的锈、油污、水分等,焊前必须清理干净。通过焊剂的冶金反应把氢结合成不溶于液态金属的化合物,如高Mn高Si焊剂可以促使H+结合成HF和OH-进入熔渣中,减少氢对生成裂纹的影响。
2)正确地选择焊接参数,降低钢材的淬硬程度并有利于氢的逸出和改善应力状态,必要时可采用预热。
3)采用后热或焊后热处理,焊后后热有利于焊缝中的溶解氢顺利地逸出。有些工件焊后需要进行热处理,一般情况下多采用回火处理。这种热处理的效果一方面可消除焊接残余应力,另一方面使已产生的马氏体高温回火,改善组织。同时接头中的氢可进一步逸出,有利于消除氢致裂纹,改善热影响区的延性。
4)改善接头设计,降低焊接接头的拘束应力。在焊接接头设计上,应尽可能消除引起应力集中的因素。如避免缺口、防止焊缝的分布过分密集等。坡口形状尽量对称为宜,不对称的坡口裂纹敏感性较大。在满足焊缝强度的基本要求下,应尽量减少填充金属的用量。埋弧焊时,焊接热影响区除了可能产生氢致裂纹外,还可能产生淬硬脆化裂纹、层状撕裂等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





