埋弧焊主要适用于平焊位置的焊接,采用一定的辅助设备也可以实现角焊和横焊位置的焊接。由于埋弧焊工业应用以平焊为主,本节主要讨论平焊位置的情况,其他位置的焊接与平焊位置具有相似的规律。影响埋弧焊焊缝形状和性能的因素主要是焊接参数、工艺条件等。
1.焊接参数
(1)焊接电流 当其他条件不变时,增加焊接电流对焊缝形状和尺寸的影响如图4-21所示。无论是带钝边V形坡口还是I形坡口,正常焊接条件下,熔深与焊接电流变化成正比,即H=kmI,km为比例系数,随电流种类、极性、焊丝直径以及焊剂的化学成分变化而异。各种条件下km值见表4-5。焊接电流对焊缝断面形状的影响,如图4-22所示。电流小,熔深浅,余高和宽度不足;电流过大,熔深大,余高过大,易产生高温裂纹。
同样焊接电流条件下,焊丝直径不同(电流密度不同),焊缝形状和尺寸会发生变化。表4-6表示电流密度对焊缝形状和尺寸的影响,从表中可见,其他条件不变时,熔深与焊丝直径成反比关系,但这种关系随电流密度的增加而减弱,这是由于随着电流密度的增加,熔池熔化金属量不断增加,熔融金属后排困难,熔深增加较慢,并随着熔化金属量的增加,余高增加,焊缝成形变差,所以埋弧焊时增加焊接电流的同时要增加电弧电压,以保证焊缝成形。
表4-5 km值与焊丝直径、电流种类、极性及焊剂的关系
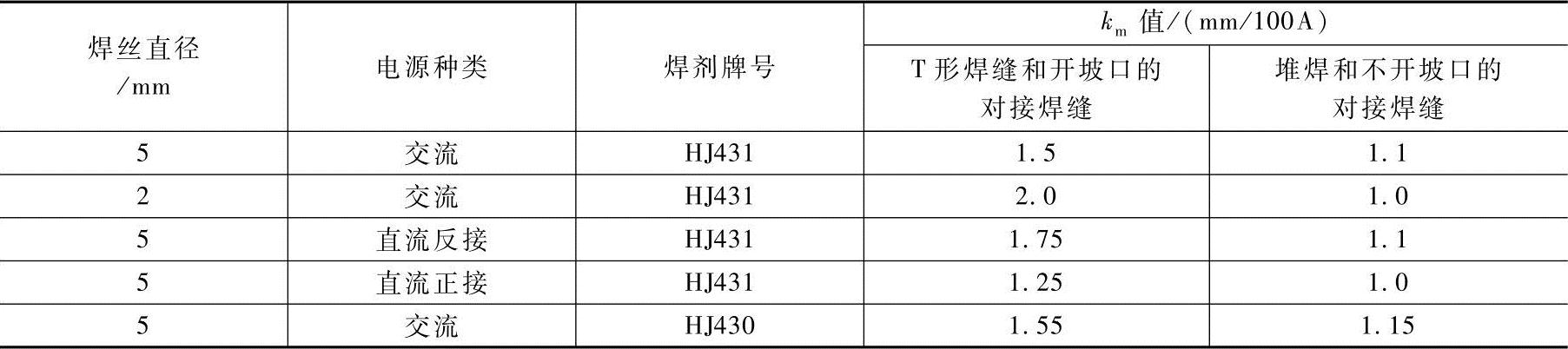
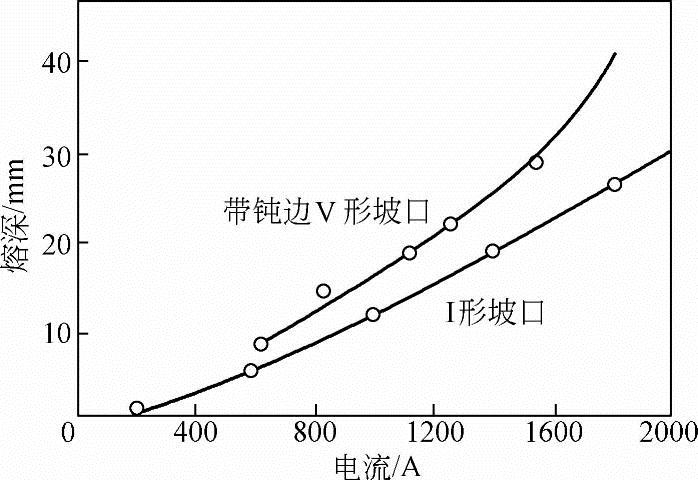
图4-21 焊接电流与熔深的关系[13](焊丝直径4.8mm)
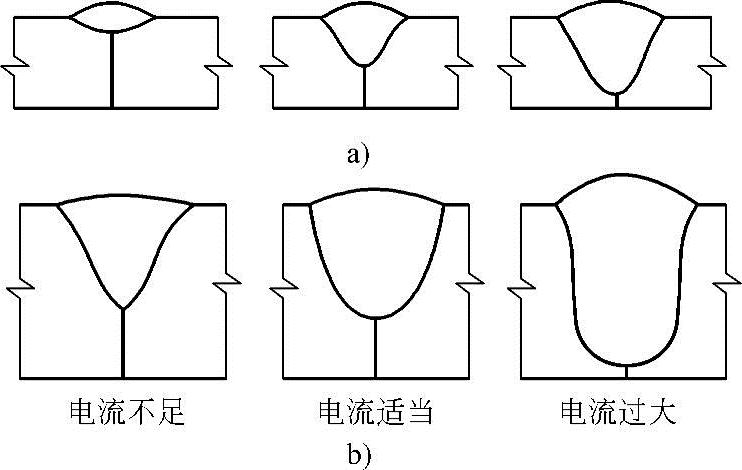
图4-22 焊接电流对焊缝断面形状的影响[13]
a)I形坡口 b)带钝边V形坡口
表4-6 电流密度对焊缝形状、尺寸的影响(电弧电压30~32V,焊接速度33cm/min)

(2)电弧电压 电弧电压和电弧长度成正比,在相同的电弧电压和焊接电流时,如果选用的焊剂不同,电弧空问电场强度不同,则电弧长度不同。如果其他条件不变,改变电弧电压对焊缝形状的影响如图4-23所示。电弧电压低,熔深大,焊缝宽度窄,易产生热裂纹;电弧电压高时,焊缝宽度增加,余高不够。埋弧焊时,电弧电压是依据焊接电流调整的,即一定焊接电流要保持一定的弧长才可能保证焊接电弧的稳定燃烧,所以电弧电压的变化范围是有限的。
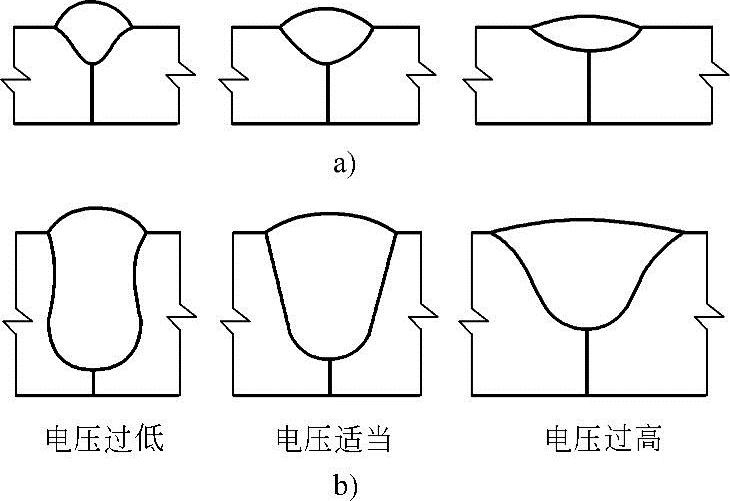
图4-23 电弧电压对焊缝断面形状的影响[13]
a)I形坡口 b)带钝边V形坡口
极性不同时,电弧电压对熔宽的影响不同。表4-7为采用HJ431焊剂时,正极性和反极性条件下电弧电压对熔宽的影响。
表4-7 不同极性埋弧焊时,电弧电压对熔宽的影响

注:焊丝直径5mm,焊接电流550A,焊接速度40cm/min。
(3)焊接速度 焊接速度对熔深和熔宽都有明显的影响,通常焊接速度小,焊接熔池大,焊缝熔深和熔宽均较大。随着焊接速度增加,焊缝熔深和熔宽都将减小,即熔深和熔宽与焊接速度成反比,如图4-24所示。焊接速度对焊缝断面形状的影响,如图4-25所示。焊接速度过小,熔化金属量多,焊缝成形差;焊接速度较大的,熔化金属量不足,容易产生咬边。实际焊接中为了提高生产率同时保持一定的热输入,在增加焊接速度的同时必须加大电弧功率,才能保证一定的熔深和熔宽。
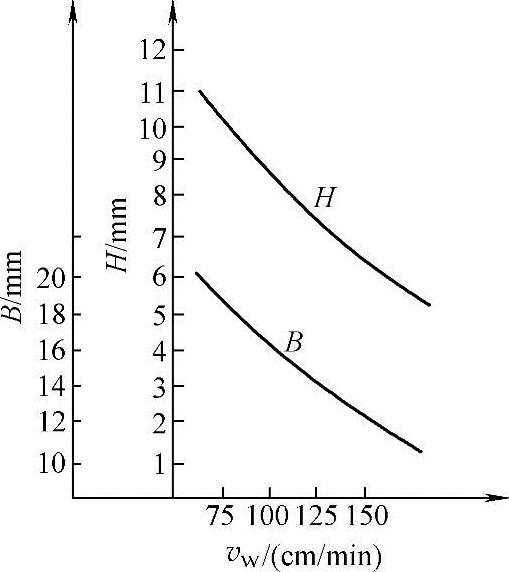
图4-24 焊接速度对焊缝成形的影响
H—熔深 B—熔宽
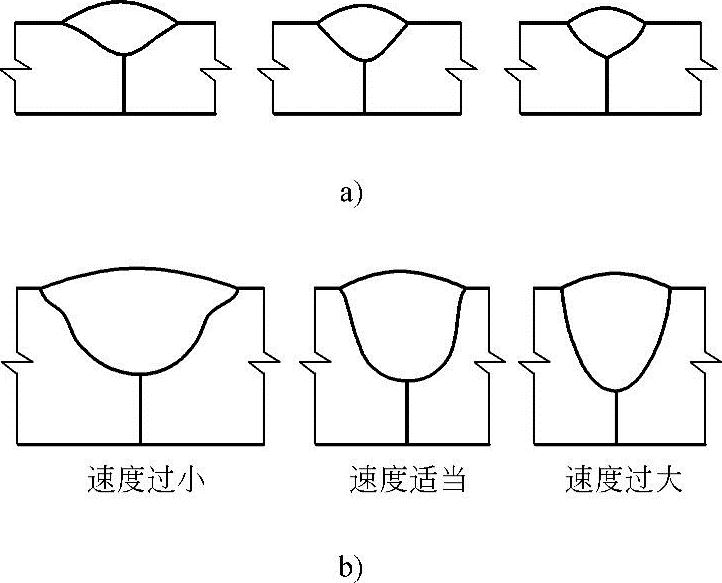
图4-25 焊接速度对焊缝断面形状的影响[13]
a)I形坡口 b)带钝边V形坡口
2.工艺条件(www.daowen.com)
(1)焊丝倾角和工件斜度 焊丝的倾斜方向分为前倾和后倾两种,如图4-26所示。倾斜的方向和大小不同,电弧对熔池的力和热的作用就不同,对焊缝成形的影响也不同。图4-26a为焊丝前倾,图4-26b为焊丝后倾。焊丝在一定倾角内后倾时,电弧力后排熔池金属的作用减弱,熔池底部液体金属增厚,故熔深减小。而电弧对熔池前方的母材预热作用加强,故熔宽增大。图4-26c是焊丝后倾角度对熔深、熔宽的影响。实际工作中焊丝前倾只在某些特殊情况下使用,例如焊接小直径圆筒形工件的环缝等。
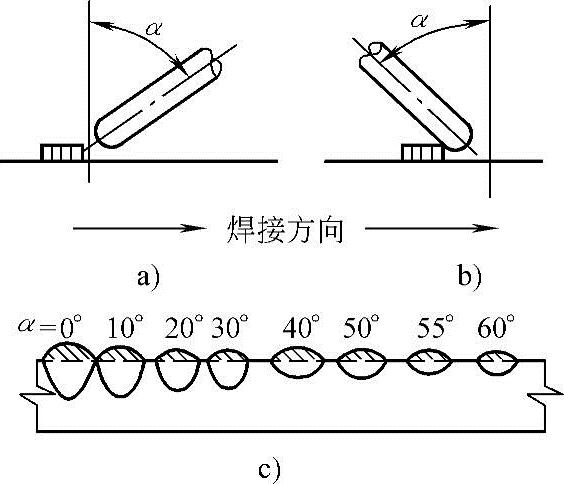
图4-26 焊丝倾角对焊缝成形的影响[1]
a)焊丝前倾 b)焊丝后倾 c)焊丝后倾角度对熔深熔宽的影响
工件倾斜焊接时有上坡焊和下坡焊两种情况,它们对焊缝成形的影响明显不同,如图4-27所示。上坡焊时,若斜度β>6°~12°,则焊缝余高过大,两侧出现咬边,成形明显恶化。实际焊接中应避免采用上坡焊。下坡焊的情况与上坡焊相反,当β为6°左右时,焊缝的熔深和余高均有减小,而熔宽略有增加,焊缝成形得到改善。继续增大β角将会产生未焊透、焊瘤等缺陷。在焊接圆筒工件的内、外环缝时,一般都采用下坡焊,以减少发生烧穿的可能性,并改善焊缝成形。
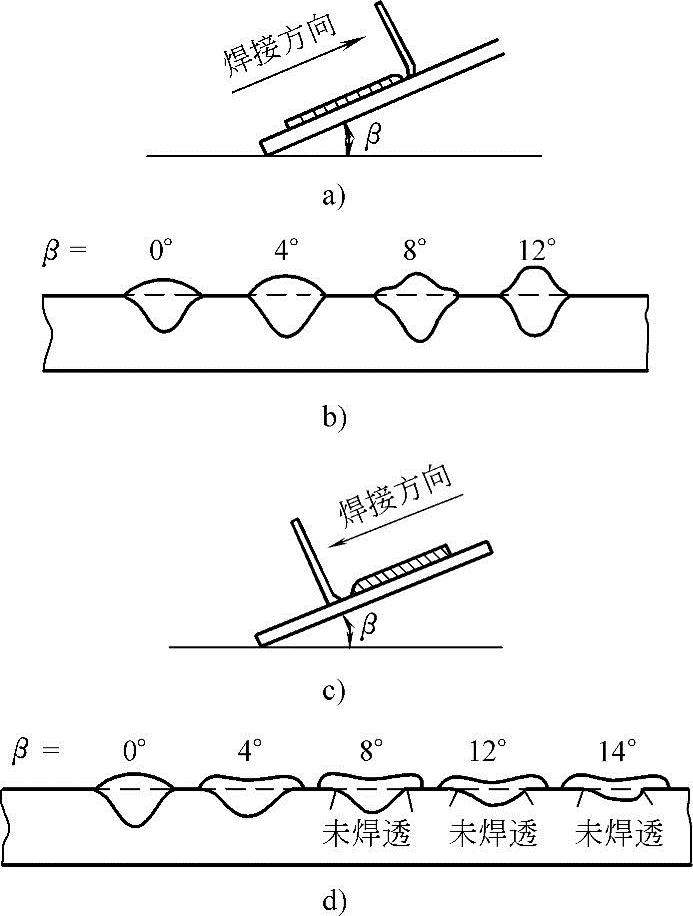
图4-27 工件斜度对焊缝成形的影响
a)上坡焊 b)上坡焊工件斜度的影响 c)下坡焊 d)下坡焊工件斜度的影响
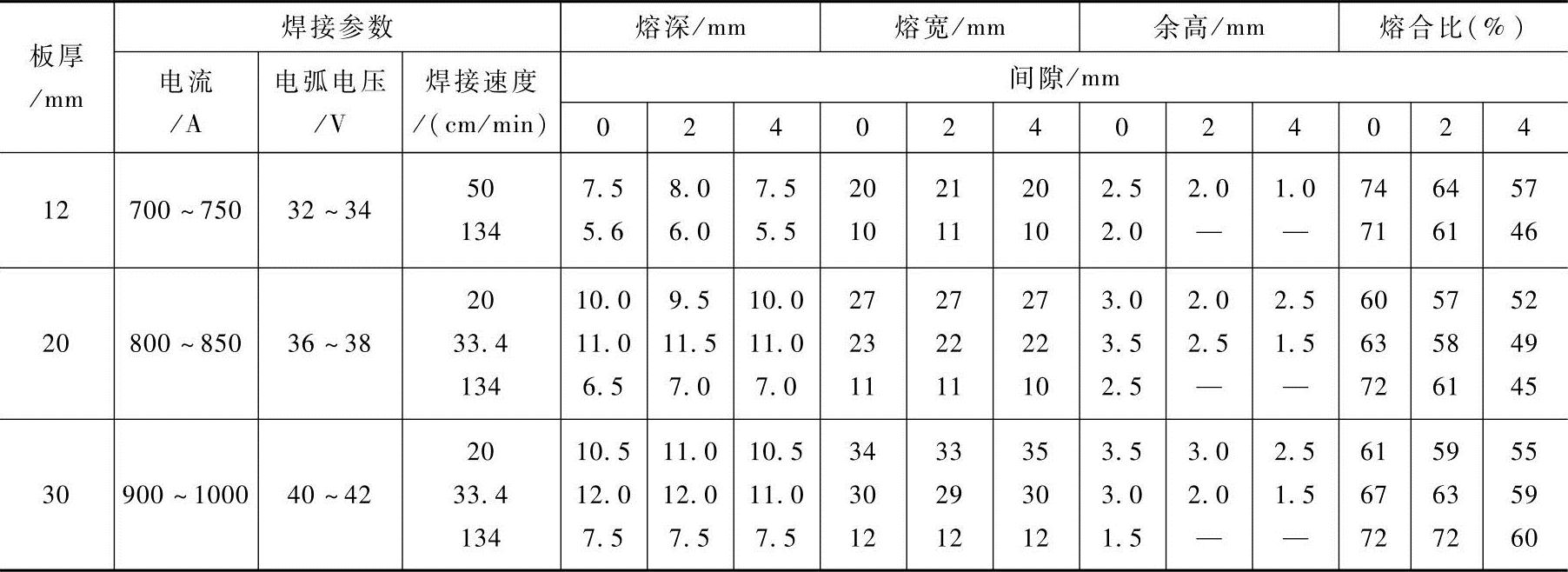
(2)对接坡口形状、问隙的影响 在其他条件相同时,增加坡口深度和宽度,焊缝熔深增加,熔宽略有减小,余高显著减小,如图4-28所示。在对接焊缝中,如果改变问隙大小,也可以调整焊缝形状,同时板厚及散热条件对焊缝熔宽和余高也有显著影响,见表4-8。
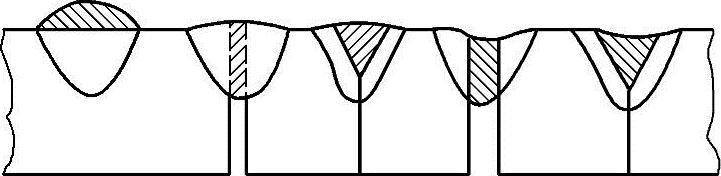
图4-28 坡口形状对焊缝成形的影响[1]
表4-8 焊缝间隙对对接焊缝尺寸的影响(焊丝直径5mm,焊剂HJ330)
(3)焊剂堆高的影响 埋弧焊焊剂堆高一般在25~40mm,应保证在丝极周围埋住电弧。当使用粘结焊剂或烧结焊剂时,由于密度小,焊剂堆高比熔炼焊剂高出20%~50%。焊剂堆高越大,焊缝余高越大,熔深越浅。
3.焊接参数对焊缝金属性能的影响
当焊接条件变化时,母材的稀释率、焊剂熔化比率(焊剂熔化量/焊丝熔化量)均发生变化,从而对焊缝金属性能产生影响,其中焊接电流和电弧电压的影响较大。图4-29~图4-31给出了焊接电流、电弧电压和焊接速度对焊剂熔化比率的影响。由于焊剂比率的变化,焊缝金属的化学成分、力学性能均发生变化,特别是烧结焊剂中合金元素的加入对焊缝金属化学成分的影响最大。图4-32~图4-34给出各种焊接参数变化时对焊缝金属Mn、Si含量的影响。
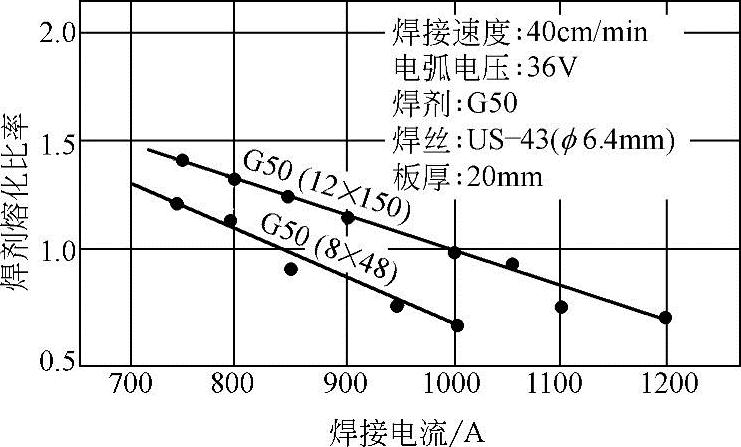
图4-29 焊接电流对焊剂熔化比率的影响
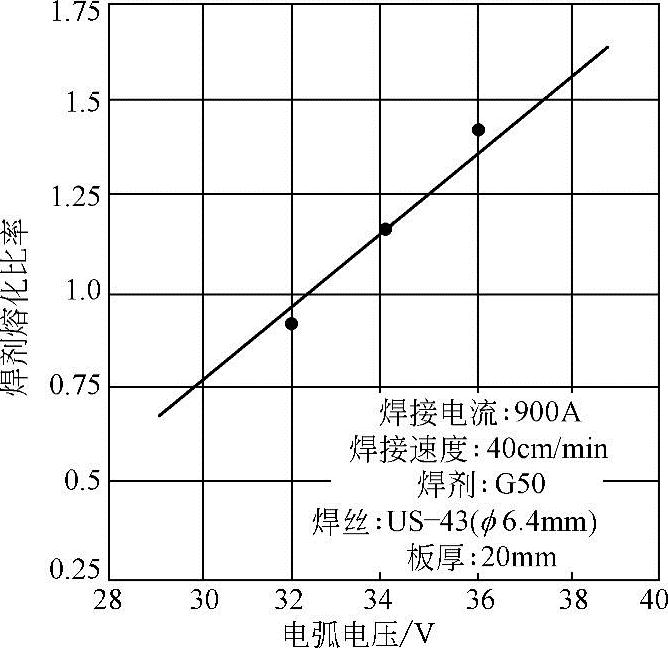
图4-30 电弧电压对焊剂熔化比率的影响
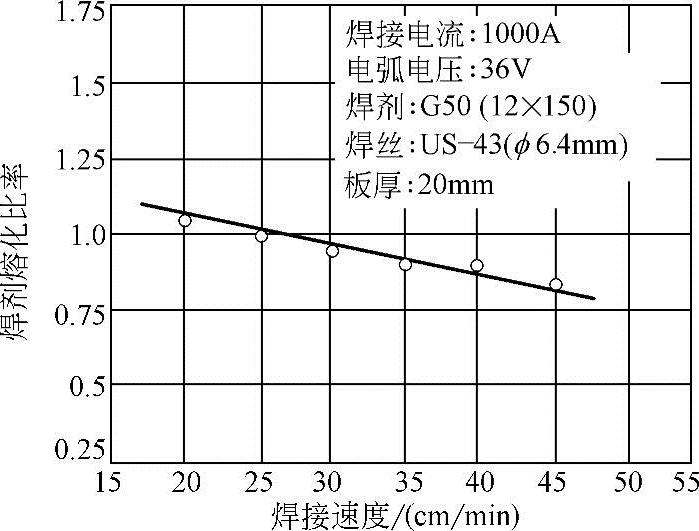
图4-31 焊接速度对熔化比率的影响
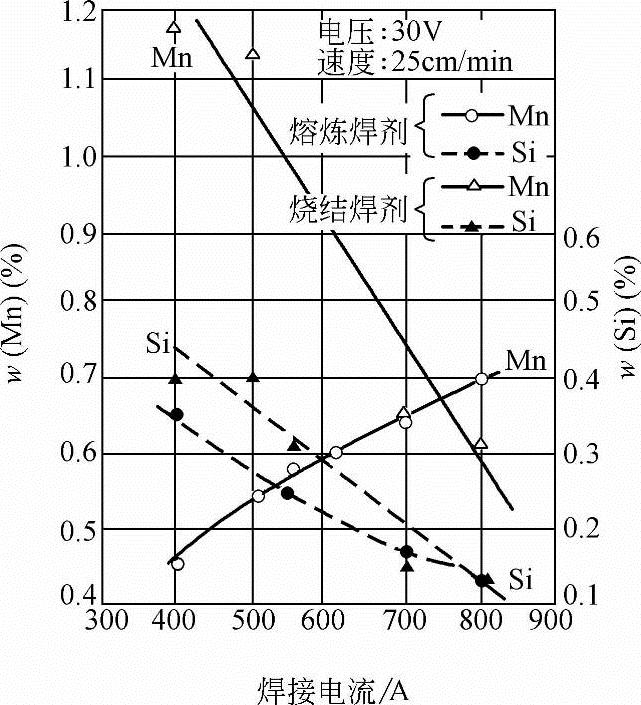
图4-32 焊接电流对焊缝金属化学成分的影响
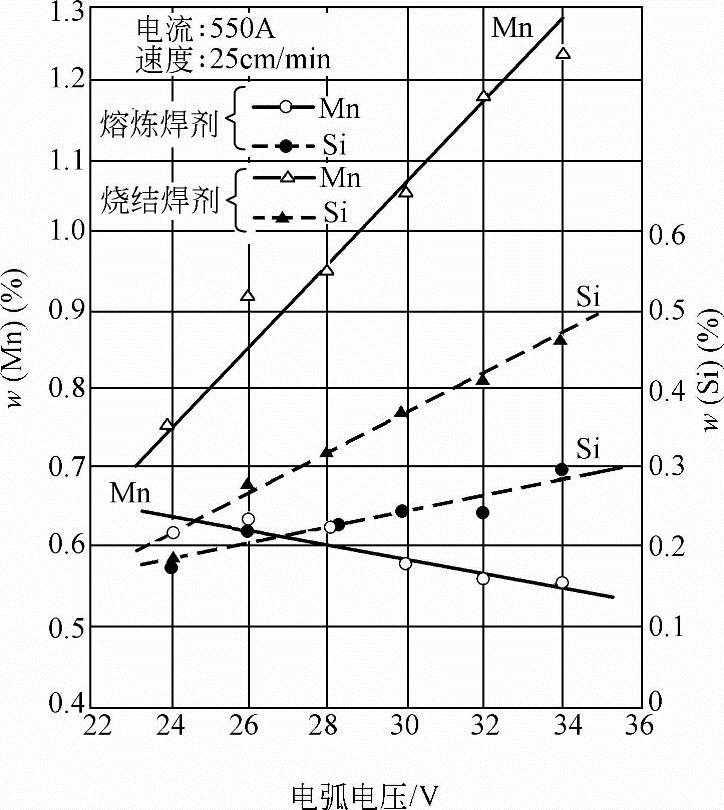
图4-33 电弧电压对焊缝金属化学成分的影响
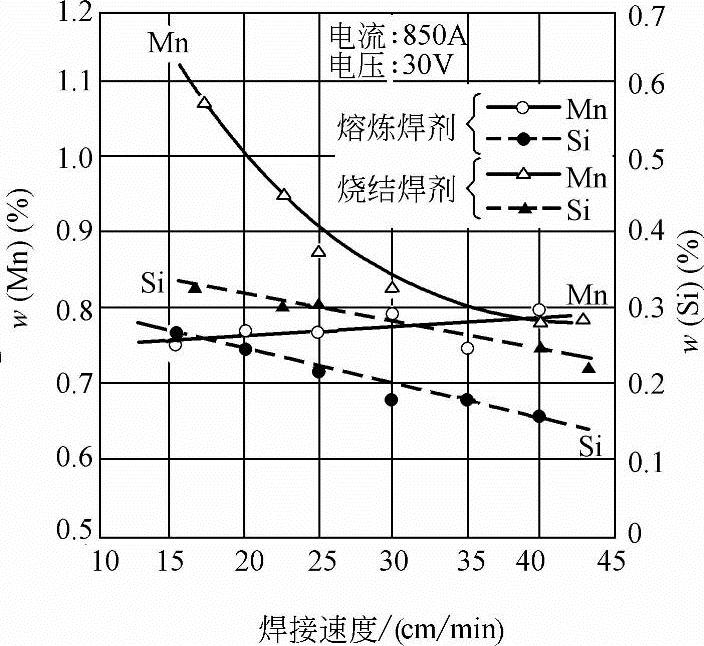
图4-34 焊接速度对焊缝金属化学成分的影响
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





