这种系统在焊接过程中,焊丝以稳定的速度恒速送进,所以称作等速送丝系统。熔化极等速送丝系统电弧稳定燃烧的必要条件是送丝速度vf与焊丝熔化速度vm相等,即vf=vm。同时,焊丝的熔化速度正比于焊接电流Ia,而反比于电弧电压,即
vm=kiIa-kuUa
式中ki——焊丝熔化速度随焊接电流变化的系数,其值与焊丝电阻率、直径、伸出长度和电流值有关;
ku——熔化速度随电弧电压变化的系数,其值与弧柱电位梯度、弧长有关。
因此有: 。该方程式表示在送丝速度一定的条件下,弧长稳定时电流与电弧电压之问的关系,即等速送丝电弧焊系统的稳定条件,又称自身调节系统静特性方程或等熔化特性曲线。
。该方程式表示在送丝速度一定的条件下,弧长稳定时电流与电弧电压之问的关系,即等速送丝电弧焊系统的稳定条件,又称自身调节系统静特性方程或等熔化特性曲线。
等熔化特性曲线可以通过实验测定。在给定保护条件、焊丝直径、伸出长度情况下,选定一种送丝速度和几种不同电源外特性曲线进行焊接,测出每一次焊接过程的稳态Ia、Ua,即可在I-U坐标中画出一条静特性曲线,如图4-4a所示,1~4曲线就是焊接过程电弧稳定燃烧的工作曲线,即等熔化特性曲线。等熔化特性曲线的形状和在U-I坐标系中的位置决定于焊接条件,当其他条件不变时,送丝速度增加(减小),等熔化特性曲线平行向右(左)移动;当伸出长度增加(减小)时,ki增加(减小),等熔化特性曲线向左(右)移动。
1.等速送丝自身调节精度
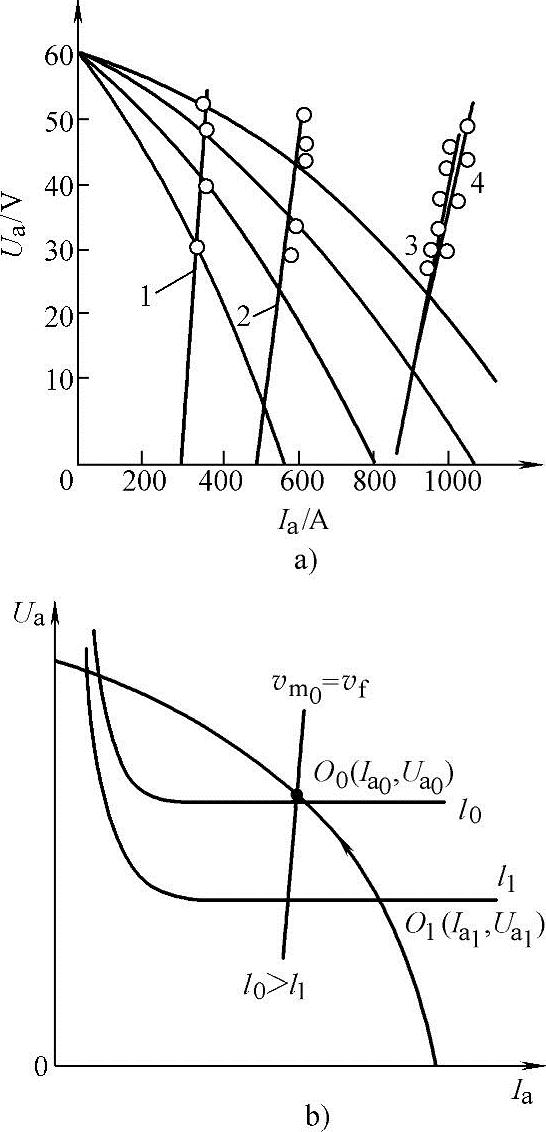
图4-4 等熔化特性曲线及电弧自身调节原理
a)等熔化特性曲线的测定 b)弧长波动时自身调节
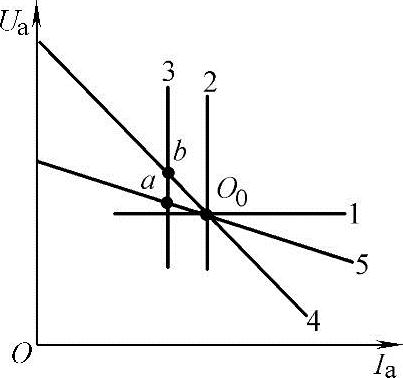
图4-5 焊丝伸出长度变化时的自身调节作用
1—电弧静特性曲线 2、3—等熔化特性曲线 4、5—电源外特性曲线
(1)弧长波动时的自身调节精度 电弧在等熔化特性曲线上任何一点工作时,均满足vf=vm;当电弧工作偏离该曲线时,vf≠vm,弧长将发生波动。假设初始时刻电弧稳定工作在O0点,图4-4b所示,当由于某种干扰使弧长突然缩短,由l0变为l1时,电弧的工作点也由O0转移到O1。由于Ia1>Ia0、Ua1<Ua0,所以在O1点vm1>vm0=vf,弧长将因熔化速度的增加而得以恢复,电弧的工作点也将沿着电源的外特性曲线逐渐地回归到O0点。此时,如果焊丝伸出长度不变,则电弧的稳定工作点最终将回到O0点,调节过程完成后不存在静态误差。如果弧长波动时伴随有焊丝伸出长度的变化,这时调节过程完成后,系统的稳定工作点将由伸出长度变化后新的等熔化特性曲线和电源外特性曲线的交点决定,这时调节系统存在静态误差,如图4-5所示。系统静态误差大小与焊丝伸出长度变化量、焊丝直径及电源外特性陡度有关,显然陡降外特性(曲线4)比缓降外特性(曲线5)引起的电弧电压静态误差大,同理可知采用平硬外特性电源时,产生静态误差较小。
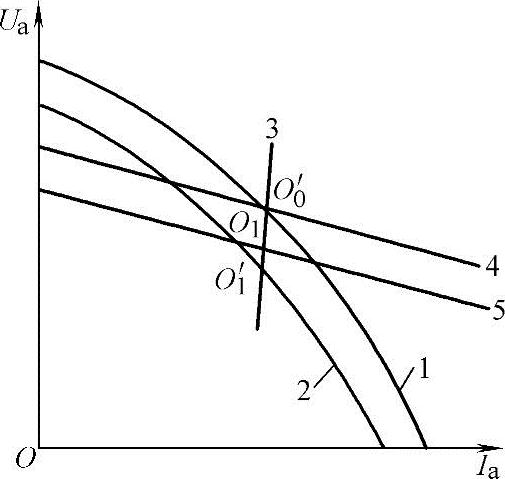
(2)网路电压波动时的自身调节精度 如图4-6所示,网压波动将使等速送丝埋弧焊的工作点沿等熔化特性曲线从O0移到O1,这时系统将产生明显的电弧电压静态误差,显然陡降外特性电源(曲线1、2)比缓降外特性电源(曲线4、5)引起的电弧电压静态误差大。同理采用平硬特性电源焊接时,电弧电压静态误差较小。
 (www.daowen.com)
(www.daowen.com)
图4-6 网压波动时的自身调节作用
1、2—陡降外特性曲线 3—等熔化曲线 4、5—缓降外特性曲线
2.等速送丝自身调节的灵敏度
在等速送丝埋弧焊过程中,弧长干扰是依靠焊丝熔化速度的变化所产生的电弧自身调节作用得以补偿的。显然,这种弧长调节过程需要一定的时问,只有当调节时问足够短,自身调节作用的灵敏度足够高时,埋弧焊过程的稳定才能满足工程需要。自身调节的灵敏度取决于弧长波动所引起焊丝熔化速度变化量的大小,变化量越大,弧长恢复就越快,调节时问就越短,自身调节灵敏度就越高,反之,自身调节灵敏度就低。即应有:
Δvm=kiΔIa-kuΔUa
由此可见,其调节灵敏度与下列因素有关:
(1)焊丝直径和电流密度 当焊丝较细或电流密度足够大时,ki值足够大,电弧自身调节作用就会很灵敏。每一种直径的焊丝都有一个能依靠自身调节作用保证电弧稳定燃烧的最小电流值,焊丝越粗,ki值越低,最小电流值越高,其调节灵敏度就越低,电弧受干扰后恢复稳定的时问就越长,所以等速送丝电弧自身调节系统适宜φ4mm以下细丝的焊接。
(2)电源外特性的形状 如图4-7所示,采用缓降外特性比陡降外特性能获得更大的ΔIa,电源外特性越缓,其ΔIa越大,弧长恢复速度就越快,而趋于平硬特性的电源调节灵敏度就更高。所以一般等速送丝埋弧焊焊机均采用缓降或平硬外特性电源。
综上所述,在电弧自身调节系统中,为了提高调节灵敏度应尽量采用平硬外特性电源。但是由于在弧长波动时,电弧自身调节过程中会产生较大的电流波动,因此焊缝熔深变化较大。当焊丝直径较大时,电流的波动尤其严重,焊接质量会变得很难控制。
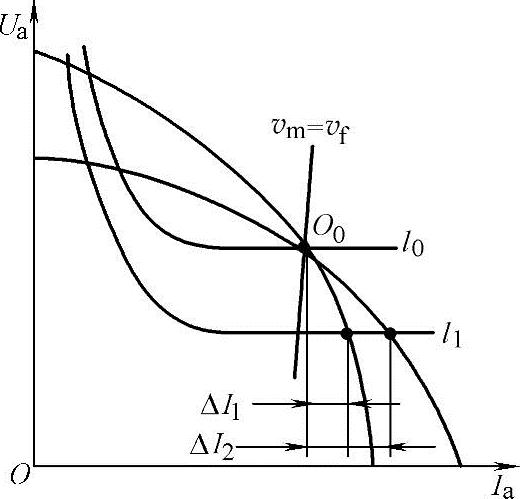
图4-7 电源外特性形状对自身调节灵敏度的影响
3.等速送丝自身调节系统参数调节方法
埋弧焊采用缓降或平硬外特性电源配等速送丝系统焊接时,其电弧自身调节系统静特性曲线,即等熔化特性曲线几乎垂直于电流坐标轴。通过改变送丝速度可以实现对焊接电流的调整,而改变电源外特性可以调整电弧电压。焊接电流的调整范围将取决于送丝速度的调整范围,而电弧电压的调整范围则由电源外特性的调整范围确定,如图4-8所示。
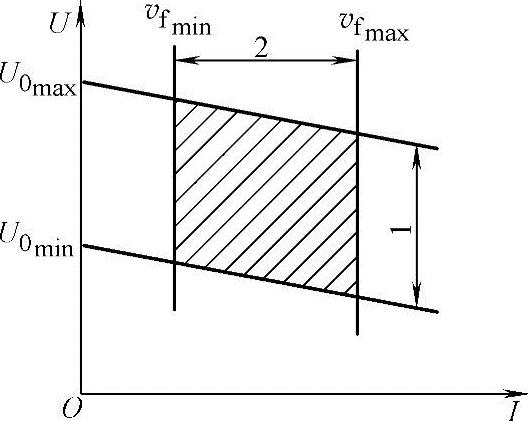
图4-8 等速送丝系统Ia、Ua调节方法
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







