【摘要】:而在实际焊接过程中,由于受到外界干扰,电源外特性和电弧静特性都可能发生波动。控制埋弧焊自动调节系统的作用,就是外界干扰发生时,消除或减弱焊接工作点的漂移,稳定焊接参数,使焊缝熔深和熔宽在允许的公差范围内。在埋弧焊生产中有两种自动调节方法,其一是电弧自身调节系统,它采用缓降特性或平硬特性电源配等速送丝系统,通过改变焊丝熔化速度进行调节,该系统主要用于φ3mm以下细丝埋弧焊。
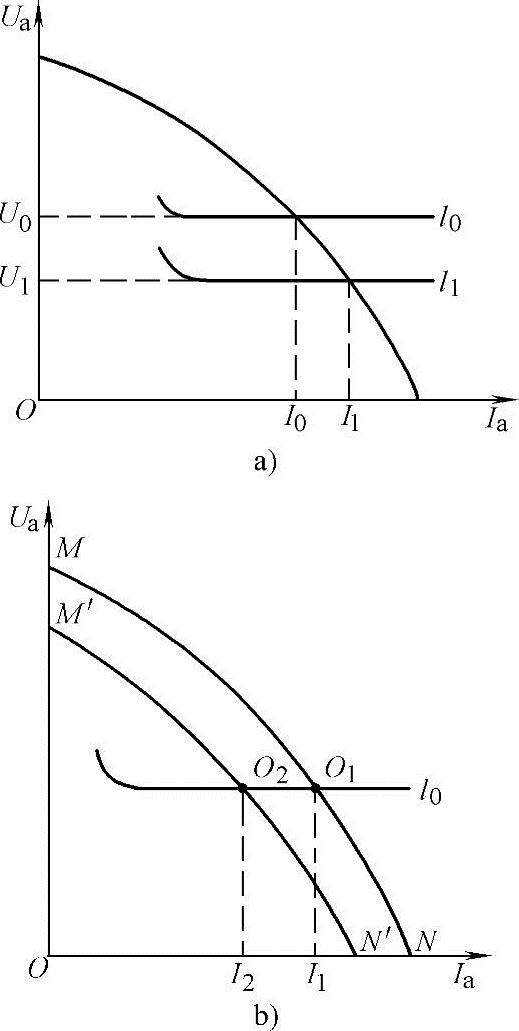
图4-3 弧长、网压波动与焊接参数的关系
a)弧长波动与焊接参数的关系 b)网压波动与焊接参数的关系(https://www.daowen.com)
在埋弧焊过程中,维持电弧稳定燃烧和保持焊接参数基本不变是保证焊接质量的基本条件。而在实际焊接过程中,由于受到外界干扰,电源外特性和电弧静特性都可能发生波动。如电网上大容量用电设备的启动和停止、用电负荷的不均衡等都可能引起电网电压的波动,从而造成电源外特性发生波动;坡口加工及装配不均匀、装配定位焊道、环缝焊时筒体椭圆、送丝机头的振动、电动机转速不稳定等都可能引起弧长变化,从而造成电弧静特性发生波动。如图4-3所示,当弧长由l0缩短到l1时,电弧静特性曲线下移,焊接电流由I0增大到I1,而电弧电压由U0下降为U1;而当网压下降引起电源外特性曲线由MN变为M′N′时,焊接电流则由I1减少到I2。
控制埋弧焊自动调节系统的作用,就是外界干扰发生时,消除或减弱焊接工作点的漂移,稳定焊接参数,使焊缝熔深和熔宽在允许的公差范围内。在埋弧焊生产中有两种自动调节方法,其一是电弧自身调节系统,它采用缓降特性或平硬特性电源配等速送丝系统,通过改变焊丝熔化速度进行调节,该系统主要用于φ3mm以下细丝埋弧焊。其二是电弧电压反馈变速送丝调节系统,它采用陡降外特性或垂降外特性电源配变速送丝系统,利用电弧电压反馈改变送丝速度进行调节,该系统主要用于φ3mm以上粗丝埋弧焊。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





