埋弧焊实施过程如图4-1所示,它由4个部分组成:①颗粒状焊剂由焊剂漏斗经软管均匀地堆敷到焊缝接口区。②焊丝由焊丝盘经送丝机构和导电嘴送入焊接区。③焊接电源接在导电嘴和工件之问用来产生电弧。④焊丝及送丝机构、焊剂漏斗和焊接控制盘等通常装在一台小车上,以实现焊接电弧的移动。
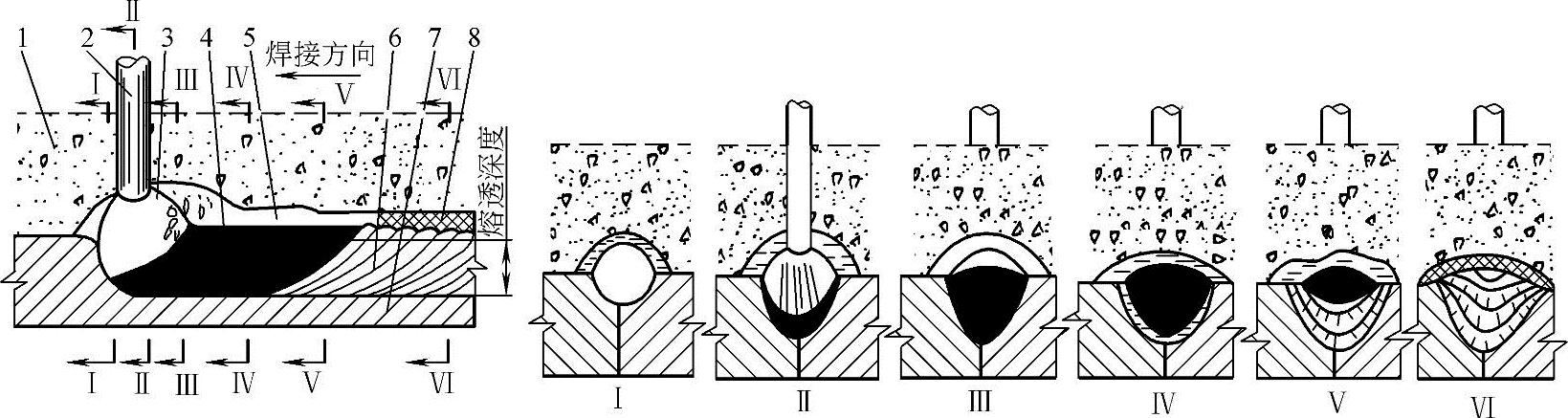
埋弧焊时,连续送进的焊丝在一层可熔化的颗粒状焊剂覆盖下引燃电弧。电弧热使焊丝、母材和焊剂熔化以致部分蒸发,在电弧区由金属和焊剂蒸气构成一个空腔,电弧在这个空腔内稳定燃烧。埋弧焊焊缝形成过程如图4-2所示,空腔底部是焊丝和母材熔化形成的金属熔池,顶部则是熔融焊剂形成的熔渣。熔池受熔渣和焊剂蒸气的保护,不与空气接触。随着电弧向前移动,电弧力将液态金属推向后方并逐渐冷却凝固成焊缝,熔渣则凝固成渣壳覆盖在焊缝表面。熔渣除了对熔池和焊缝金属起到机械保护作用外,焊接过程中还与熔化金属发生冶金反应,从而影响焊缝金属的化学成分和力学性能。焊后未熔化的焊剂另行清理回收。
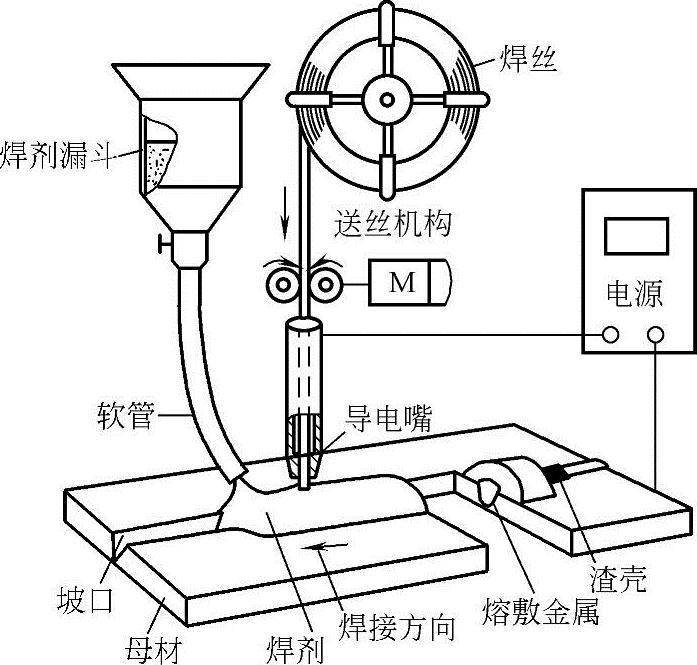
图4-1 埋弧焊焊接过程
 (www.daowen.com)
(www.daowen.com)
图4-2 埋弧焊焊缝的形成过程
1—焊剂 2—焊丝 3—电弧 4—熔池 5—熔渣 6—焊缝 7—焊件 8—渣壳
埋弧焊时,焊丝连续不断地送进,同时其端部在电弧热作用下不断熔化,焊丝送进速度和熔化速度相互平衡,以保持焊接过程的稳定进行。依据应用不同,焊丝有单丝、双丝和多丝,有的应用中还以药芯焊丝代替裸焊丝,或用钢带代替焊丝。
埋弧焊有自动埋弧焊和半自动埋弧焊两种方式,前者焊丝的送进和电弧的移动均由专用焊接小车完成,后者焊丝送进由机械完成,而电弧的移动则由操作者手持焊枪移动完成。但是由于半自动埋弧焊工人劳动强度大,目前国内已经很少使用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





