当焊件要求焊接接头完全焊透,但因构件尺寸和形状的限制,只能在一侧进行焊接,这时应采用单面焊双面成形技术。焊条电弧焊单面焊双面成形操作技术就是采用普通的焊条,以特殊的操作方法,在坡口背面没有任何辅助措施的条件下,在坡口的正面进行焊接,焊后保证坡口的正、反两面都能得到均匀整齐、成形良好、符合质量要求的焊缝的焊接操作方法。它是焊条电弧焊中难度较大的一种操作技术。
1.单面焊双面成形技术的特点
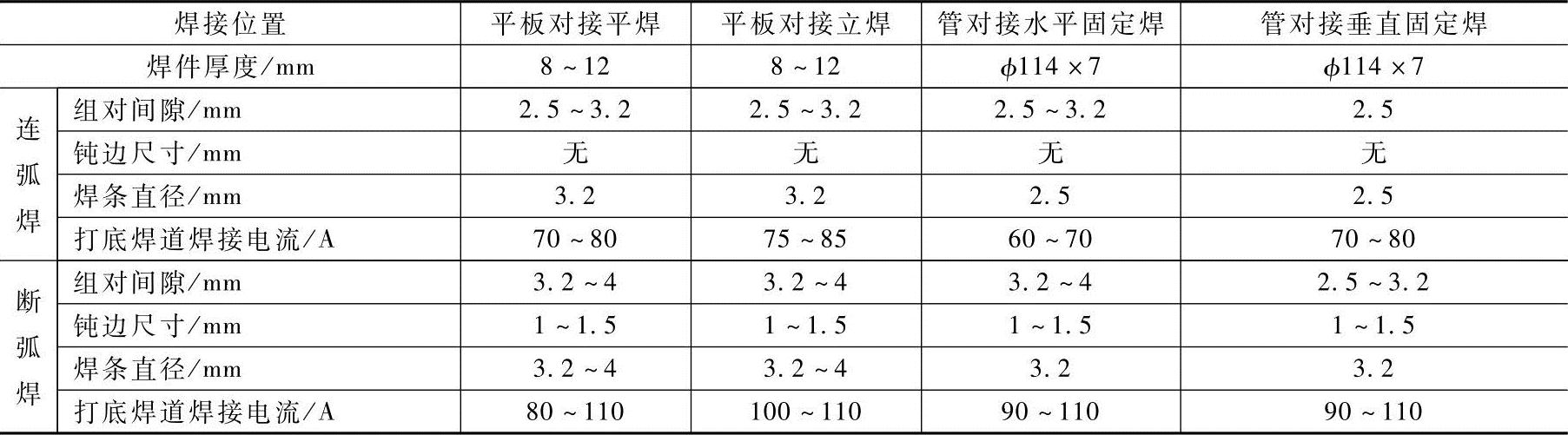
焊条电弧焊单面焊双面成形焊接方法一般用于V形坡口对接焊,按接头位置不同可进行平焊、立焊、横焊和仰焊等位置焊接。操作方法有两种:一种是连弧法,另一种是断弧法。断弧法是通过电弧的不断引燃和熄灭来控制熔池温度和熔池形状,达到单面焊接双面成形的目的;连弧法是在根焊过程中不存在人为熄弧,通过选择适当的焊接参数、运条方法、焊条角度来控制熔池温度及熔池形状,达到单面焊双面成形的目的。连弧法与断弧法焊接参数见表3-23。
表3-23 连弧法与断弧法焊接参数[7]
2.连弧法单面焊接双面成形的机理(www.daowen.com)
连弧法单面焊双面成形机理可分为渗透成形和穿透成形两种。渗透成形是在坡口无问隙或问隙很小时,采用压低电弧直线形运条法。虽然背面成形均匀,但由于坡口两侧靠电弧和熔池的热传导熔合在一起,背面缺少气渣保护,焊缝在高温下易氧化烧损,渗透过程中局部出现半熔化状态易造成假熔合,降低了焊缝质量,如图3-32a所示。当使用专用的打底焊条时,可以克服上述缺点,否则不宜采用这种方法施焊。穿透成形是在坡口、问隙和钝边合适的情况下,采用锯齿形或月牙形短弧运条法,使焊道前方始终保持一个穿透的熔孔,使坡口两侧母材金属和填充金属共同熔化后均匀地搅拌成熔池,焊道两面可同时处在气渣保护之下,既达到单面焊接双面成形的目的,又保证了焊接质量,如图3-32b所示,是广泛应用的一种操作方法。
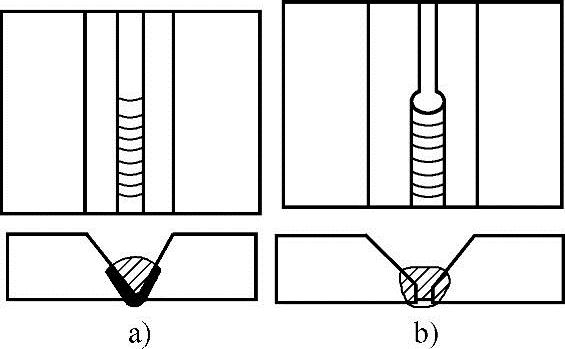
图3-32 单面焊双面成形机理
a)渗透成形焊缝 b)穿透成形焊缝
焊工在操作过程中要想保证单面焊接双面成形的质量,就必须控制住熔孔的尺寸,常用的控制方法有改变焊接电流的大小、调整焊接电弧的长度、改变运条方法和在运条过程中随时调整焊条的倾斜角度。其中最好的控制方法是在运条过程中随着熔孔直径的变化,随时调整焊条的倾斜角度,通过焊条倾斜角度的变化控制熔池的温度和作用力,使熔孔始终保持同样的尺寸,保证焊缝背面形成均匀美观的焊道,达到单面焊接双面成形的目的。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






