
1.焊条的库存管理
入库前要检查焊条质量保证书和焊条型号(牌号)标志。焊接锅炉、压力容器等重要结构的焊条,应按国家标准要求进行复验,复验合格后才能办理入库手续。
在仓库里,焊条应按种类、牌号、批次、规格、入库时问分类堆放,并应有明确标志。库房内要保持通风、干燥(室温宜10~25℃,相对湿度小于60%)。堆放时不要直接放在地面上,要用木板垫高,距离地面高度不小于300mm,并与墙距离不小于300mm,上下左右空气流通。搬运过程中要轻拿轻放,防止包装损坏。
表3-13 不同钢号相焊推荐选用的焊条[8]
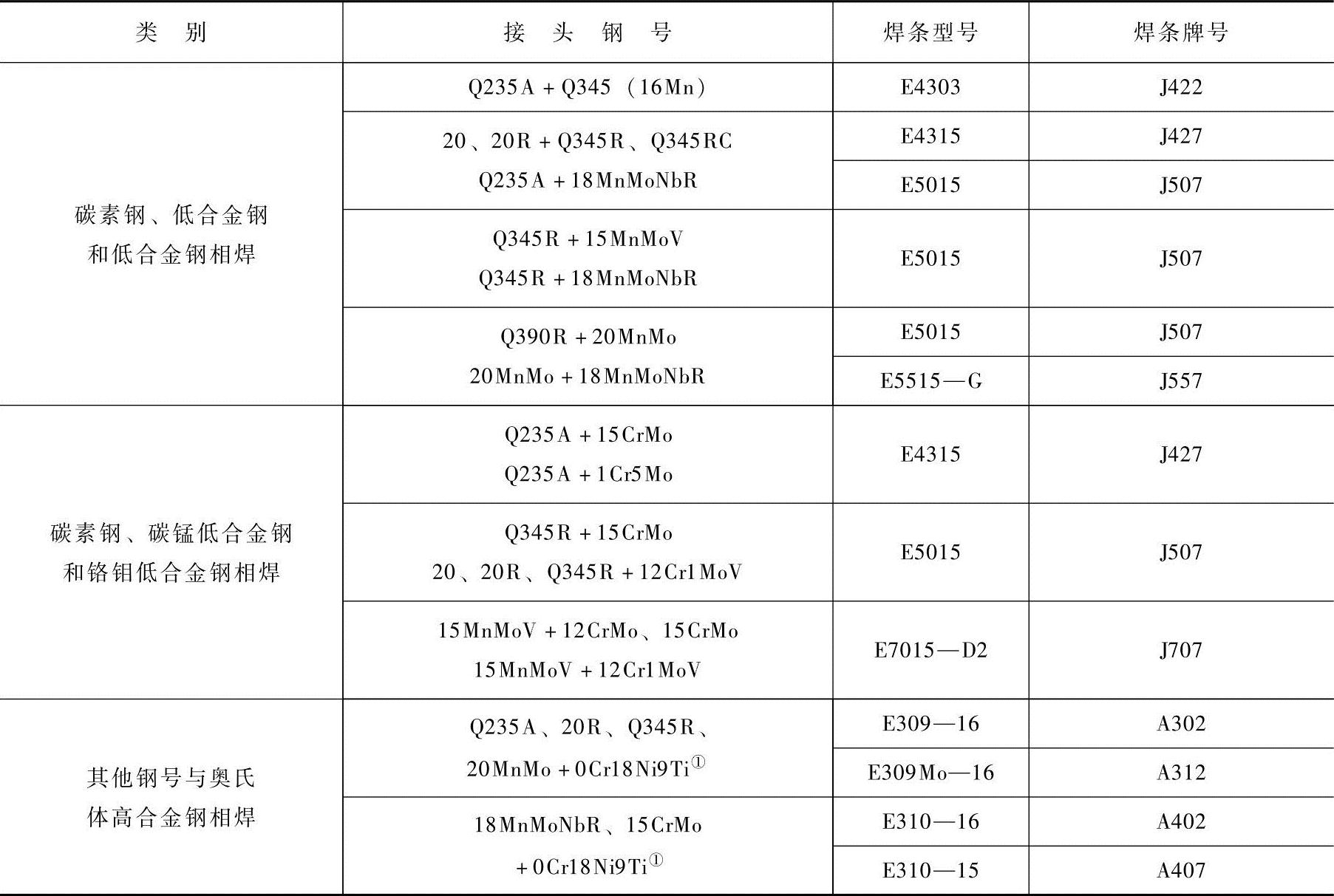
①在GB/T 20878—2007中无此钢材牌号。
2.施工中的焊条管理
焊条在领用和再烘干时都必须认真核对牌号,分清规格,并做好记录。当焊条端头有油漆着色或药皮上印有宇时,要仔细核对,防止用错。不同牌号的焊条不能混在同一烘干炉中烘干,如果使用时问较长或在野外施工,要使用焊条保温筒,随用随取。低氢焊条一般在常温下超过4h,即应重新烘干。
3.焊条使用前的检验(www.daowen.com)
焊条应有制造厂的质量合格证,凡无合格证或对其质量有怀疑时,应按批抽查检验,合格者方可使用,存放多年的焊条应进行工艺性能试验,待检验合格后才能使用。
如发现焊条内部有锈迹,须经试验合格后才能使用。焊条受潮严重,已发现药皮脱落者,一般应予报废。
4.焊条的烘焙
焊条使用前一般应按说明书规定的烘焙温度进行烘干。焊条烘干的目的是去除受潮涂层中的水分,以便减少熔池及焊缝中的氢,防止产生气孔和冷裂纹。烘干焊条要严格按照规定的参数进行。烘干温度过高时,涂层中某些成分会发生分解,降低机械保护的效果;烘干温度过低或烘干时问不够时,则受潮涂层的水分去除不彻底,仍会产生气孔和延迟裂纹。
1)碱性低氢型焊条烘焙温度一般为350~400℃,对氢含量有特殊要求的低氢型焊条的烘焙温度应提高到400~450℃,烘箱温度应缓慢升高,烘焙1h,烘干后放在100~150℃的恒温箱内,随用随取。切不可突然将冷焊条放入高温烘箱内或突然冷却,以免药皮开裂。取出后放在焊条保温筒内。重复烘干次数不宜超过2次。
2)酸性焊条要根据受潮情况,在70~150℃上烘焙1~2h。若储存时问短且包装完好,用于一般钢结构,在使用前也可不再烘焙。
3)烘干焊条时,不能堆放得太厚,以1~2层为好,以免焊条受热不均和潮气不易排除。烘干时,做好记录。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





