涂有药皮的供焊条电弧焊用的熔化电极称为焊条。焊条由焊芯和药皮(涂层)两个部分组成,其外形如图3-13a所示。焊条的一端为引弧端,药皮被除去一部分,一般将引弧端的药皮磨成一定的角度,以使焊芯外露,便于引弧。低氢型焊条为了获得更好的引弧性能,还常在引弧端涂上引弧剂,或在引弧端焊芯的端面钻一小孔或开一个槽以提高电流密度,如图3-13b所示。焊条的另一端为夹持端,夹持端是一段长度为15~25mm的裸露焊芯,焊时夹持在焊钳上。在靠近夹持端的药皮上印有焊条牌号。
普通焊条的断面形状如图3-14a所示,图3-14b、c所示均为特殊的断面形状。图3-14b是一种双层药皮焊条,主要是为了改善低氢焊条的工艺性能,两层药皮按不同成分配方。图3-14c的焊芯为一空心管,外面包覆药皮,管子中心填充合金剂或涂料,这种产品在含有多量合金粉的耐磨堆焊焊条中采用。
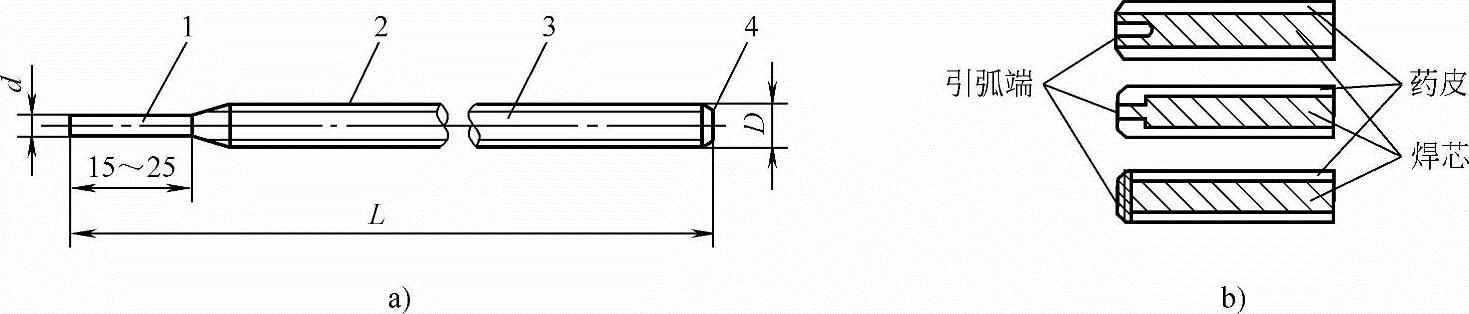
图3-13 焊条外形示意图
a)焊条的外形 b)低氢焊条的引弧 1—夹持端 2—药皮 3—焊芯 4—引弧端 L—焊条长度 D—药皮直径 d—焊芯直径(焊条直径)
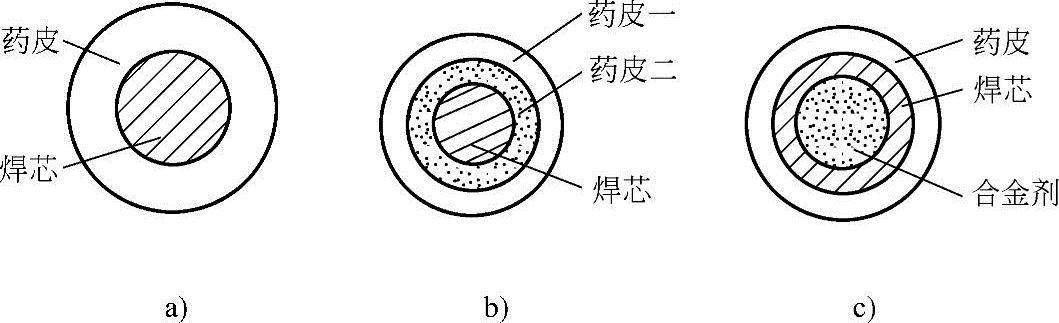
图3-14 焊条的断面形状
a)普通焊条 b)双层焊条 c)管状焊条
1.焊芯
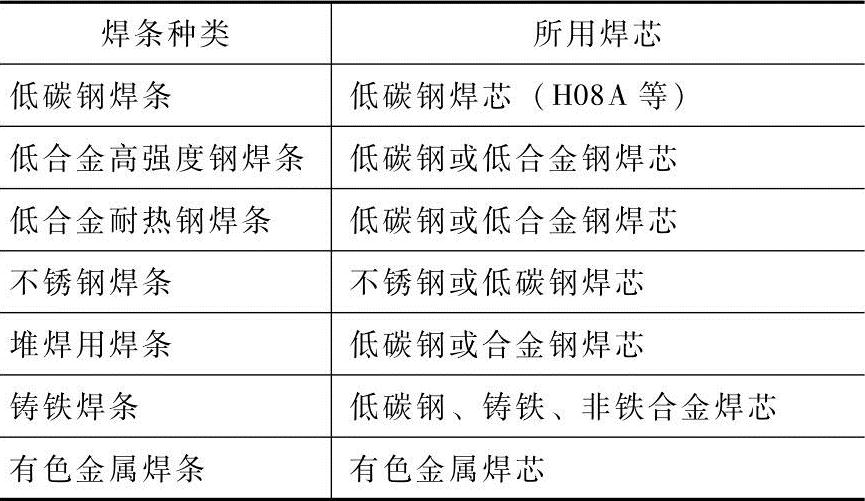
焊条中被药皮包覆的金属芯称焊芯。焊条电弧焊时,焊芯与焊件之问产生电弧并熔化为焊缝的填充金属。焊芯既是电极,又是填充金属。按国家标准规定,用于焊芯的专用金属丝(称焊丝)分为碳素结构钢、低合金结构钢和不锈钢3类。焊芯的成分将直接影响着熔敷金属的成分和性能,各类焊条所用的焊芯(钢丝)见表3-6。
表3-6 各类焊条所用的焊芯[5](www.daowen.com)
2.药皮
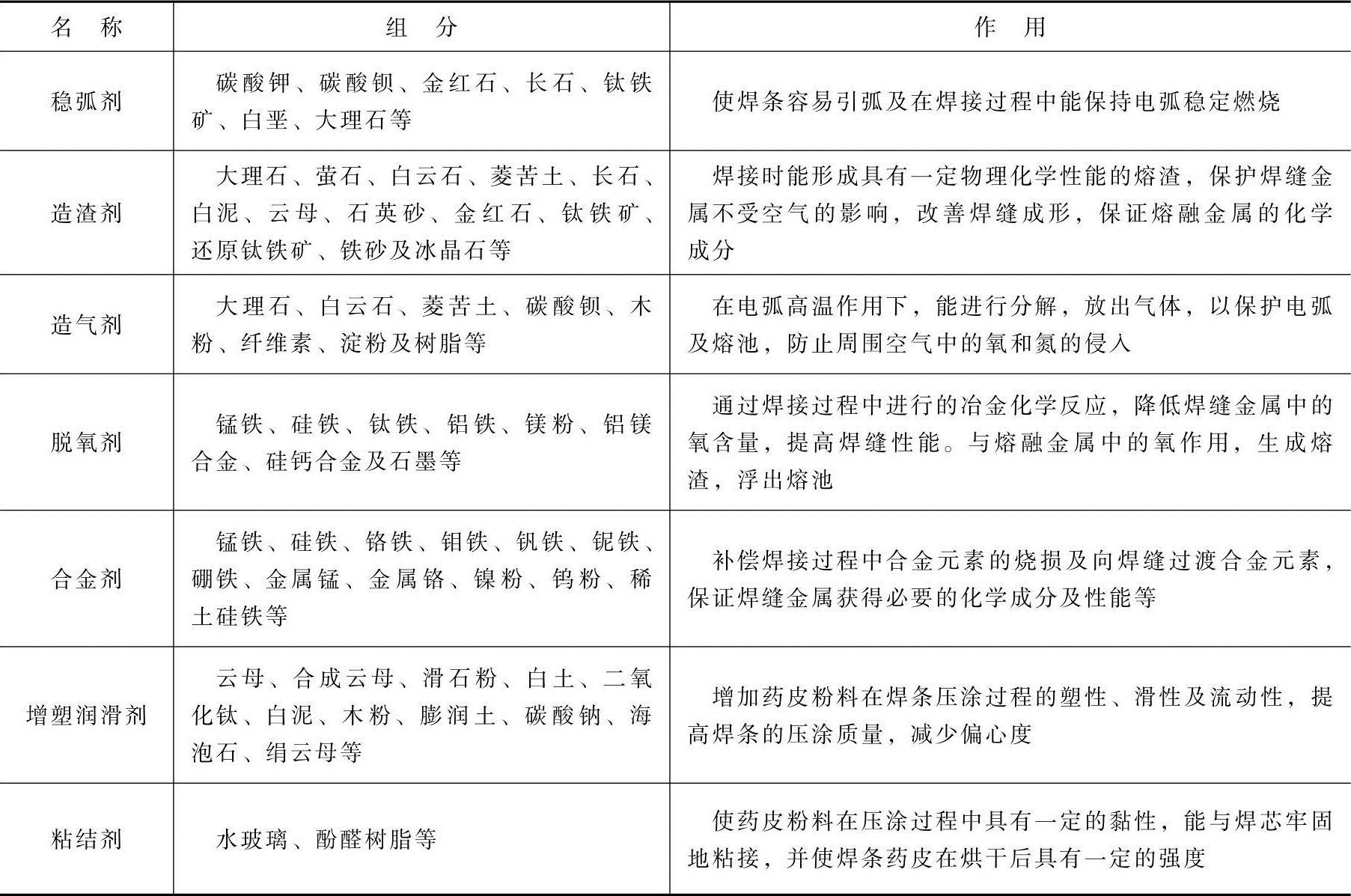
涂敷在焊芯表面的涂料层称为药皮,也称涂层。焊条药皮是矿石粉末、铁合金粉、有机物和化工制品等原料按一定比例配制后压涂在焊芯表面上的一层涂料。各类焊条药皮的组分及作用见表3-7。药皮的主要作用是:
1)机械保护。焊条药皮熔化或分解后产生气体和熔渣,隔绝空气,防止熔滴和熔池金属与空气接触。熔渣凝固后的渣壳覆盖在焊缝表面,可防止高温的焊缝金属被氧化和氮化,并可减慢焊缝金属的冷却速度。
2)冶金处理。通过熔渣和铁合金进行脱氧、去硫、去磷、去氢和渗合金等焊接冶金反应,可去除有害元素,增添有用元素,使焊缝具备良好的力学性能。
3)改善焊接工艺性能。药皮可保证电弧容易引燃并稳定地连续燃烧;同时减少飞溅,改善熔滴过渡和焊缝成形等。
表3-7 焊条药皮组分及作用
4)渗合金。焊条药皮中含有合金元素,熔化后过渡到熔池中,可改善焊缝金属的性能。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





