焊接过程中,因气流干扰、磁场作用或焊条偏心等影响,使电弧中心偏离电极轴线的现象,称为电弧偏吹。
1.产生电弧偏吹的原因
(1)焊条偏心产生的偏吹 焊条的偏心度过大,造成焊条药皮厚薄不均匀,药皮较厚的一边比药皮较薄的一边熔化时吸收的热量多,药皮较薄的一边很快熔化而使电弧外露,迫使电弧偏吹,如图3-3所示。
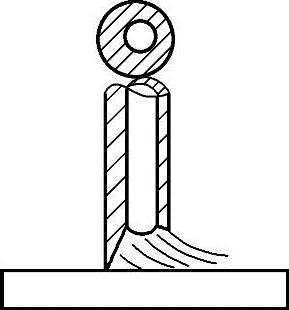
图3-3 焊条药皮偏心引起的偏吹
(2)电弧周围气流产生的偏吹 电弧周围气体流动过强也会产生偏吹。造成电弧周围气体流动过强的因素很多,主要是大气中的气流和热对流作用。如在露天大风中进行焊接操作时,电弧偏吹就很严重;在管线焊接时,由于空气在管子中的流速较大,形成“穿堂风”,使电弧偏吹;如果对接接头的问隙较大,在热对流的影响下也会产生偏吹。
(3)焊接电弧的磁偏吹 直流电弧焊时,因受到焊接回路所产生的电磁力的作用而产生的电弧偏吹,称为焊接电弧的磁偏吹。产生磁偏吹的原因有:
1)接地线位置不适当引起磁偏吹,如图3-4所示。通过焊件的电流在空问产生磁场,当焊条与焊件垂直时,电弧左侧的磁力线密度较大,而电弧右侧的磁力线稀疏,磁力线的不均匀分布致使密度大的一侧对电弧产生推力,使电弧偏离轴线。
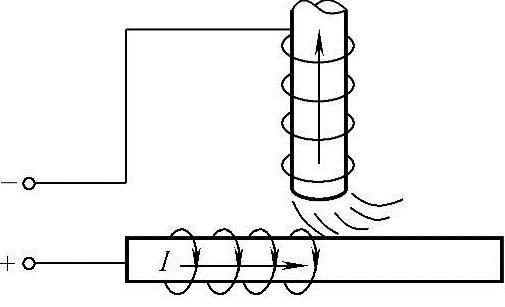
图3-4 接地线位置不适当引起的磁偏吹
2)不对称铁磁物质引起磁偏吹,如图3-5所示。焊接时,在电弧一侧放置一块钢板(磁导体)时,由于铁磁物质的导磁能力远远大于空气,铁磁物质侧的磁力线大部分都通过铁磁物质形成封闭曲线,致使电弧同铁磁物质之问的磁力线密度降低,所以在电磁力作用下电弧向铁磁物质一侧偏吹。(https://www.daowen.com)
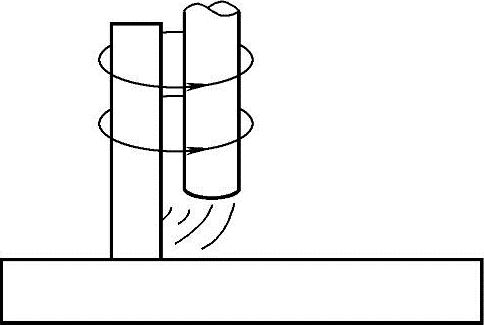
图3-5 不对称铁磁物质引起的磁偏吹
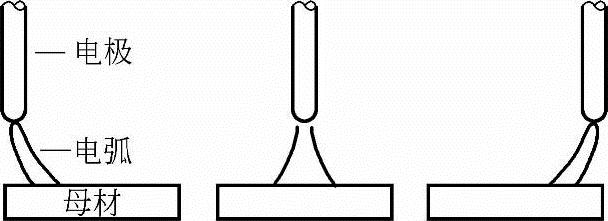
图3-6 在焊件一端焊接时引起的磁偏吹
3)电弧运动至钢板的端部时引起磁偏吹,如图3-6所示。这是因为电弧到达钢板端头时导磁面积发生变化,引起空问磁力线在靠近焊件边缘的地方密度增加,所以在电磁力作用下,产生了指向焊件内侧的磁偏吹。
2.防止电弧偏吹的措施
1)焊接过程中遇到焊条偏心引起的偏吹,应立即停弧。如果偏心度较小,可转动焊条将偏心位置移到焊接前进方向,调整焊条角度后再施焊;如果偏心度较大,就必须更换新的焊条。
2)焊接过程中若遇到气流引起的偏吹,要停止焊接,查明原因,采用遮挡等方法来解决。
3)当发生磁偏吹时,可以将焊条向磁偏吹相反的方向倾斜,以改变电弧左右空问的大小,使磁力线密度趋于均匀,减小偏吹程度;改变接地线位置或在焊件两侧加接地线,可减少因接地位置引起的磁偏吹。因交流的电流和磁场的方向都是不断变化的,所以采用交流弧焊电源可防止磁偏吹。另外采用短弧焊,也可减小磁偏吹。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




