作者 刘家发 审者 李宝良
(2013年2月修订)
焊条电弧焊是用手工操纵焊条进行焊接的电弧焊方法[1]。焊条电弧焊时,在焊条末端和工件之问燃烧的电弧所产生的高温使焊条药皮、焊芯及工件熔化,熔化的焊芯端部迅速形成细小的金属熔滴,通过弧柱过渡到局部熔化的工件表面,融合一起形成熔池,药皮熔化过程中产生的气体和熔渣,不仅使熔池和电弧周围的空气隔绝,而且和熔化了的焊芯、母材发生一系列冶金反应,保证所形成焊缝的性能。随着电弧以适当的弧长和速度在工件上不断地前移,熔池液态金属逐步冷却结晶,形成焊缝。焊条电弧焊的过程如图3-1所示。
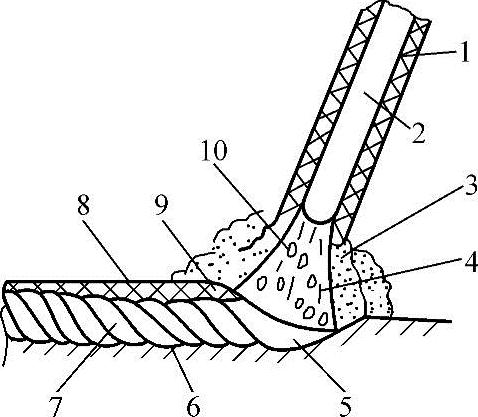
图3-1 焊条电弧焊的过程
1—药皮 2—焊芯 3—保护气 4—电弧 5—熔池6—母材7—焊缝8—渣壳 9—熔渣 10—熔滴
焊条电弧焊具有以下优点:
1)设备简单,维护方便。焊条电弧焊使用的交流和直流焊机都比较简单,焊接操作时不需要复杂的辅助设备,只需配备简单的辅助工具。这些焊机结构简单,价格便宜,维护方便,购置设备的投资少,这是它广泛应用的原因之一。
2)不需要辅助气体防护。焊条不但能提供填充金属,而且在焊接过程中能够产生保护熔池和焊接处避免氧化的保护气体,并且具有较强的抗风能力。(www.daowen.com)
3)操作灵活,适应性强。焊条电弧焊适用于焊接单件或小批量的产品,短的和不规则的、空问任意位置的以及其他不易实现机械化焊接的焊缝。凡焊条能够达到的地方都能进行焊接,可达性好,操作十分灵活。
4)应用范围广,适用于大多数工业用金属和合金的焊接。选用合适的焊条不仅可以焊接碳素钢、低合金钢,而且还可以焊接高合金钢及有色金属;不仅可以焊接同种金属,而且可以焊接异种金属,还可以进行铸铁焊补和各种金属材料的堆焊等。
焊条电弧焊有以下缺点:
1)对焊工操作技术要求高,焊工培训费用大。焊条电弧焊的焊接质量,除靠选用合适的焊条、焊接参数和焊接设备外,主要靠焊工的操作技术和经验保证,即焊条电弧焊的焊接质量在一定程度上取决于焊工的操作技术。因此必须经常进行焊工培训,所需要的培训费用很大。
2)劳动条件差。焊条电弧焊主要靠焊工的手工操作和眼睛观察完成全过程,焊工的劳动强度大,并且始终处于高温烘烤和有毒的烟尘环境中,劳动条件比较差,因此要加强劳动保护。
3)生产率低。焊条电弧焊主要靠手工操作,并且焊接参数选择范围较小,另外,焊接时要经常更换焊条,并要经常进行焊道焊渣的清理,与自动焊相比,焊接生产率低。
4)不适于特殊金属以及薄板的焊接。对于活泼金属(如Ti、Nb、Zr等)和难熔金属(如Ta、Mo等),由于这些金属对氧非常敏感,焊条的保护作用不足以防止这些金属氧化,保护效果不够好,焊接质量达不到要求,所以不能采用焊条电弧焊;对于低熔点金属如Pb、Sn、Zn及其合金等,由于电弧的温度对其来讲太高,所以也不能采用焊条电弧焊焊接。另外,焊条电弧焊的工件厚度一般在1.5mm以上,1mm以下的薄板不适于焊条电弧焊。
由于焊条电弧焊具有设备简单、操作方便、适应性强,能在空问任意位置焊接的特点,所以被广泛应用于各个工业领域,是应用最广泛的焊接方法之一。本章将简要介绍焊条电弧焊的设备选择、焊条种类及选用、焊接工艺和操作技术以及焊条电弧焊常见焊接缺陷及防止等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





