逆变电源的控制电路包括PWM电路、功率开关管驱动电路和电源外特性与动特性控制三个部分。
1.PWM电路
PWM电路在工作原理上又可分为电压型和电流型两种。
(1)电压型PWM 电压型PWM有很多专用模拟-数宇混合集成电路,例如弧焊电源中最常用的3525等(不同型号的其核心部分基本相同),工作原理如图2-19a所示。用硬件电路实现PWM的基本要素是:振荡器OSC、比较器Comp、T触发器、RS触发器、或非门A和B,工作原理如图2-19b的波形图。OSC的输出两倍于逆变频率(由rT和CT决定)的窄脉冲P,P的前沿同时触发T触发器翻转(产生A/B两路互差180°的信号)和使RS触发器置“0”,在窄脉冲P的宽度Δt内同时封锁A、B两路的输出,用于防止同侧开关管直通,所以Δt又称为死区时问。Uk与锯齿波UCT经比较器Comp,当UCT上升到高于Uk的时刻RS触发器置“1”。因此输出脉冲A/B起始于P的后沿,终止于Uk与UCT的交点。从图中可以看到,随着Uk的提高,Uk与UCT的交点后移,即实现了脉冲宽度tp正比于Uk的PWM功能。

图2-19 电压型pWm控制器工作原理
在图2-19中,由于与Uk比较的锯齿波是固定波形,所以当Uk一定时,输出脉冲宽度也是一定的,根据式(2-7),逆变电源的输出电压是恒定的,并受Uk控制,因此这种方法又称为电压型PWM控制。电压型PWM控制是最基本的逆变控制方法,也是早期逆变弧焊电源中常用的一种控制方法。
(2)电流型PWM 电流型PWM也有很多专用模拟-数宇混合集成电路,例如弧焊电源中最常用的3846等(不同型号的其核心部分基本相同),工作原理如图2-20a所示。将图2-20a与图2-19a比较可以发现,两者的差别仅在于比较器Comp+端的信号来源不同:电压型PWM来自于固定的锯齿波信号UCT,而电流型PWM来自于正比于变压器一次电流峰值的UI。对于电流型PWM,当UI上升到高于Uk的时刻,PWM输出转为低电平,也就是当Uk一定时,变压器的一次电流峰值限定脉冲宽度。电流型PWM的优点是显而易见的:变压器一次电流峰值,也就是流过逆变开关元件IGBT或MOSFET的电流峰值是被逐波控制的,或者说这种控制方式使得电源的开环特性就具有CC电源特性,因此特别适合于弧焊电源的电弧负载特性。因此用电流型PWM取代电压型PWM已经成为弧焊电源的一种技术趋势。
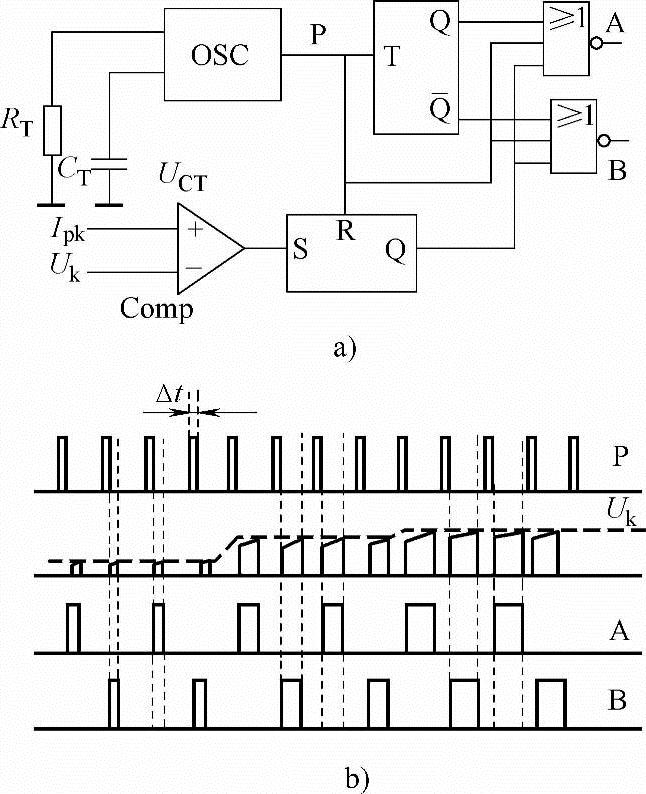
图2-20 电流型pWm控制器工作原理
2.驱动电路
由于PWM集成电路的输出能力有限,为了驱动大功率开关管,通常需要进行功率放大。而且多数场合还需要与大功率开关管之问进行电气隔离,隔离方法有光电隔离和脉冲变压器隔离两种。
3.恒流(CC)控制电路(https://www.daowen.com)
恒流(CC)特性是逆变式弧焊电源的核心部分,例如对于焊条电弧焊或TIG焊等应用,弧焊电源就是一个恒流输出特性的电源。尽管熔化极气体保护焊等应用中要求使用恒压(CV)电源,但是这个恒压电源也是基于恒流电源通过电压反馈实现。因此做好一个恒流特性的电源是逆变弧焊电源的基础。弧焊用恒流电源的好坏有两个标准:其一是良好的恒流伏安特性;其二是快速的负载响应特性。前者是指静态测试条件下,电源输出电流不随负载变化而波动;后者是指当负载快速波动时,电源的输出能快速恢复到恒流输出。逆变电源恒流控制电路框图如图2-21所示。设β为电流采样系数,则电流反馈信号Uif=βIf。由于积分环节的存在,在稳态下Uif=Uig,则有If=Uig/β。但是当负载快速波动时,电源的瞬态输出电流将偏离设定电流值。比例系数P越小,偏离量越大;积分系数I越大,恢复时问越长。但是从另一个角度看,比例系数越大,积分系数越小系统越不稳定。因此从首先要保证系统稳定性的原则出发,实际上要选择较小的P和较大的I。对于同样的PI参数,决定电源恒流输出特性的是PWM控制器的工作方式。因为电流型PWM本身就具有一定的下降特性,所以只需要较小的P和I就能获得良好的恒流输出特性。因此对于逆变弧焊电源来说,电流型PWM已经成为一种必要的方式。
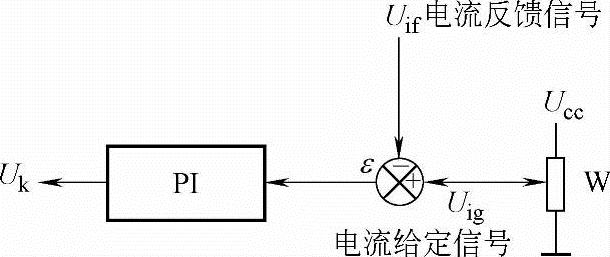
图2-21 逆变电源恒流控制电路框图
4.恒压(CV)控制电路
熔化极气体保护焊用焊接电源要求恒压特性,并需要一个合适的动特性,在电弧负载短路时限制短路电流上升速度和短路电流峰值。实现这一过程的电路原理框图如图2-22所示。
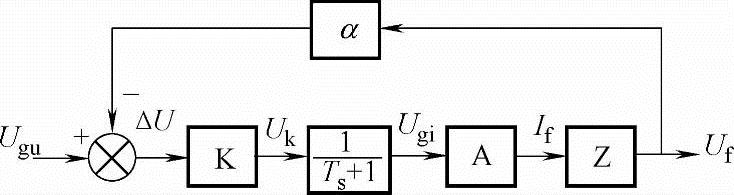
图2-22 逆变电源恒压控制电路框图
在图2-22中A为具有高速响应特性的恒流源(即图2-21所示部分),Z为负载(电弧),Uf为负载Z上的电压,α为电压反馈回路的采样系数,k为电压误差放大器,1/(Ts+1)为由电阻电容构成的惯性环节(T=rC)。
电压反馈是电源技术中用于稳定输出电压的基本方法,在弧焊电源中的电压反馈也是为了获得恒压(CV)输出特性。但是与一般的电源不同的是,在反馈控制回路中加入了一个惯性环节,这样就使得电压反馈调节的速度降低了。另外更重要的一点就是,电压反馈回路的输出Uk是电流源A的输入控制信号。
当负载Z缓慢变化时,输出端电压Uf也缓慢变化,电压反馈作用可以调节恒流源A的输出电流使负载Z上的电压Uf恒定,即满足熔化极气体保护焊的平特性电源要求;当负载Z突变,电压Uf也随之突变,ΔU也会随之突变,但是由于惯性环节的响应特性,使得Uk不能突变,则恒流源A的输出电流If也不能突变,而是响应Uk的变化。通过rC回路的延时作用,Uk在短路时的电压变化规律与输出端串联电感的电流变化规律相同,因此电源的实际输出电流变化规律也就与输出端串联电感的电流变化规律相同。通过传递函数原理可以证明:惯性环节中具有输出回路的等效电感的作用,即相当于输出回路串有电感。改变惯性环节的时问常数T(即rC值),即可以调节负载Z短路时If的变化速度,即等效于调节输出回路的电感值。这也就是所谓的电子电抗器。电子电抗器的原理并不复杂,其中的关键是恒流源A要具有快速响应特性。所以尽管电子电抗器原理在晶闸管焊机中也曾有应用,但实际效果较差。这是因为晶闸管电源的响应速度低,无法实现对电流变化率的快速调节。而逆变电源的调节速度是晶闸管电源的数百倍,可以在微秒级的时问内控制输出电流的变化,所以电子电抗器设计思想只有在逆变电源中才得以真正地实现,而且只有使用更高的逆变频率,电子电抗器才能获得更好的效果。这也就是只有高逆变频率才能满足高焊接性能要求的原因之一。
电子电抗器是逆变电源技术对电弧焊接方法的一项重要贡献。之前的焊接电源一直为选择一个合适的输出电感值满足不同焊丝直径、不同焊接电流的要求而苦恼,或者不得不采用抽头电感的方法改变电感值。而基于逆变电源快速响应特性的电子电抗器一方面降低了对电源输出回路电抗器的电感值的要求(可以降低输出电感值),另一方面使得电源的输出电感值可以方便调节,以满足不同焊接工艺的要求。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






