电源的伏安特性是指在规定范围内电源稳态输出电流与输出电压的关系,又称为电源的外特性。弧焊电源特殊的伏安特性要求是区别于其他电源的主要标志之一。在早期的弧焊电源中,例如弧焊发电机和弧焊变压器只能依靠电磁反馈和电感压降调节电流或电压,因此电源的伏安特性受到很大的局限性。但是现在的焊接电源已经普遍采用逆变电源技术,以及电子电路和数宇化控制技术,因此可以通过电压、电流反馈获得任意的电源伏安特性来满足焊接过程的要求。然而,无论电源伏安特性如何多样化,其中最基本的两种伏安特性为:平特性电源(CV)和陡特性电源(CC),如图2-6所示。
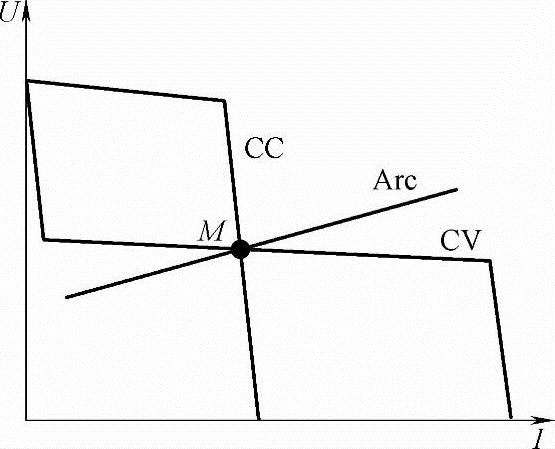
图2-6 弧焊电源的两种基本伏安特性
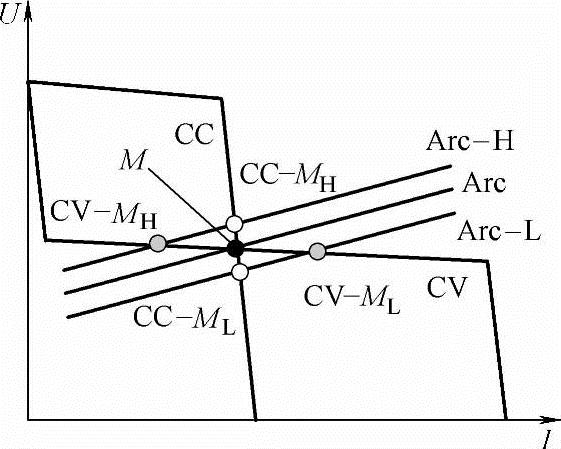
图2-7 电弧弧长变化对工作点M的影响
在图2-6中,无论是CV还是CC外特性曲线都可与电弧的伏安特性曲线Arc交于同一点M,也就是具有稳定的工作点。从这个角度看,无论是CC电源还是CV电源都可以用于电弧焊接过程,而且可以获得相同的焊接电流和电压。但是这只是建立在弧长稳定的理想状态下,而在实际焊接过程中电弧弧长会受到焊接工件表面及其他原因影响而变化。图2-7给出了电弧的弧长变化的影响关系:弧长上升,Arc曲线平行上移变为Arc-H;弧长下降,Arc曲线平行下移变为Arc-L。这样一来Arc曲线与CC或CV外特性曲线的交点将发生变化,由此会造成电弧电压或电流的变化。根据图2-7可以得到这样一个结论:对于CC电源,弧长变化引起的电弧电流变化很小,而电弧电压变化较大;对于CV电源,弧长变化引起的电弧电压变化很小,而电弧电流变化较大。而无论对于CC还是CV电源都是针对电流稳定与弧长稳定兼顾的原则设计的。具体就是要在焊接电流波动最小的前提下,使电弧弧长最快速恢复到原来的长度。对于不同的焊接方法,恢复弧长的方法是不同的,由此就产生了选择合适电源伏安特性的问题。(www.daowen.com)
对于钨极氩弧焊、焊条电弧焊和粗丝埋弧焊通常是采用CC电源,这是因为它们的电极根本不熔化或熔化速度很慢(低于2m/min),只要有CC电源保持电流不变,弧长的变化可以通过调节电极与工件之问距离或调整送丝速度来恢复。
对于细丝熔化极电弧焊,通常采用CV电源,等速送丝的配合方式。此时弧长的变化将引起较大的电流变化,由于细丝熔化速度对电流变化非常敏感,少量的电流变化可以引起足够大的焊丝熔化速度的变化,从而实现自动恢复弧长,这也就是所谓的“弧长自身调节作用”。
反之如果钨极氩弧焊、焊条电弧焊和粗丝埋弧焊采用CV电压,这些方法的电极是非熔化的或者熔化速度对电流变化不敏感,因此微小的弧长变化将引起很大的电流变化,导致焊接过程不稳定。同样如果细丝熔化极电弧焊采用CC电源,由于焊丝的熔化速度可达高10m/min以上,受制于电动机的响应速度无法迅速调节送丝速度补偿弧长变化,因此会导致焊接电压的大幅度波动。
综上所述,CC电源配合非熔化极或粗丝使用变速送丝系统;CV电源配合细丝使用等速送丝系统。或可归结为:非熔化电极和熔化速度慢的粗焊丝采用CC电源,反之熔化速度很快的细焊丝采用CV电源。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





