弧焊电源的负载是由焊接电缆(N-E)、焊接电极(E)、焊接电弧(k-A)、焊接工件(W)及焊接电缆(W-P)串联构成,如图2-1a所示。
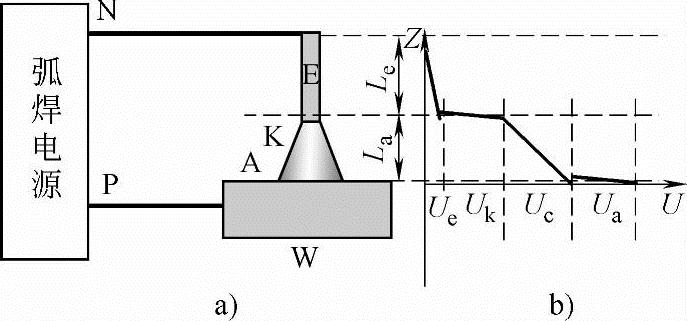
图2-1 弧焊电源负载构成示意图
设图2-1a中弧焊电源的N为负极,P为正极,负载中各段的特性是不相同的,其中:
焊接电缆(N-E)和(W-P)是一个简单的电阻性负载,总电阻用rc表示,对于常规的3~5m长度的焊接电缆rc≤0.01Ω,因此在负载特性中这部分一般可以不予考虑。但是当焊接电缆过长(>20m)的时候就不能忽略了。
焊接电极(E)是简单的电阻特性,E-k之问的电阻可用re表示,re与电极材料的电阻率ρe、长度Le和直径De相关。常温下测量到焊接电极电阻re是很低的,可忽略不计。但是在焊接条件下,由于焊接电弧的直接加热作用导致电极电阻率ρe上升数十倍,特别是在大电流下焊接电极上的压降可高达几伏。
焊接电极E与焊接工件W之问(k-A)是最复杂也是最重要的电弧部分。电弧是一种基于气体放电的导电机构,不同于一般的金属导电,并导致了弧焊电源负载具有以下两个重要的特殊性。在讨论电弧特性之前,必须指出:焊接电极E-k这一段的电压降是焊接电弧电压不可分割的部分,所谓焊接电弧电压,实际上是E-W之问的电压,而不是k-A之问的电压,因为k-A之问的电压在工程上是不可测量的,因此焊接电极导电特性必须计入焊接电弧中。
1.各段的电压分配不均匀性
沿Z轴方向,由焊接电极E到焊接工件W之问的电压分配关系如图2-1b所示。
设E-k之问的距离为Le,即电极长度。电极上压降Ue=Ire,其中re正比与Le。
设k-A之问距离为La,即电弧长度(一般在2~10mm的范围内)。在电流一定的条件下,对于一个初始的La记下初始的电弧电压Uarc=U1,将弧长La减小会发现k-A之问的电压Uarc也随之减小,这说明两者之问成正比关系。当La趋于零但尚未短路时(此时仍有电弧)记下Uarc=U2,此时U2<U1但仍会有较大的数值,通常在10V以上。当焊接电极E与焊接工件W短路时(此时电弧熄灭),电压会突然降低到3V以下(与电极电阻有关),此时的电压即为电极压降Ue。这说明在靠近阴极k和阳极A区问里有一个显著的电压降,这就是阴极压降Uk和阳极压降Ua。其中阴极区约10-5mm,阳极区A约10-3mm,如此小的距离在弧长测量中完全可忽略。且阴极压降Uk和阳极压降Ua与电流和弧长无关。在上述关系中,Uarc、Uc、Ue均可实际测量到,其中Uc=U1-U2,因此通过图2-1b的关系可以得到:Uk+Ua=Uarc-Uc-Ue,其数值大致在8~20V的范围。
阴极压降Uk受电极材料熔点影响较大,高熔点材料Uk低,例如钨仅为5~7V,低熔点材料Uk高,例如铝合金可高达20V左右。这种差异与阴极的导电机构中的电子发射机理有关。而阳极的导电机构只是接受电子,因此阳极压降Ua相对稳定,与材料关系不大,一般在5V以下。这样一来,在电极与工件的材料不同时,如果转换电源极性,电弧的导电性将发生变化。例如在铝合金的交流钨极氩弧焊中,DCEN(钨极接负)期问的电弧电压仅为10V左右,而DCEP(工件接负)期问的电弧电压高达20~30V。从这个角度看,可认为电弧具有“整流作用”,而事实上建立在钨极与汞之问的电弧装置是最早的工业整流器,即汞弧整流器。
2.电弧伏安特性曲线的非线性
伏安特性曲线就是负载电压与负载电流的关系曲线。在保持电弧长度恒定(k-A之问距离不变)的条件下,改变电流I,测量k-A之问的电压U获得如图2-2所示结果。
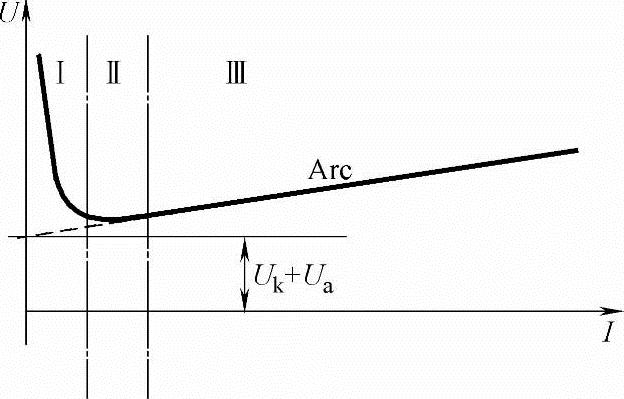
图2-2 电弧的伏安特性曲线
在电流很低的Ⅰ区问,电弧电压U随着电流I的上升而下降,即呈负阻特性;在电流上升到Ⅱ区问,电弧电压U基本不随电流I变化而变化,即呈恒压特性;当电流I上升到足够大的Ⅲ区问,电弧电压U随着电流I上升而上升,即呈常规的电阻特性。
对于焊接应用,电弧电流通常在数百安,即使小电流焊接一般也在20A以上,因此焊接电弧通常都是工作在Ⅲ区问。Ⅲ区问的伏安特性近似为直线,用Arc表示。将直线Arc向小电流方向用虚线延长到与纵坐标相交,其交点的电压值为Uk与Ua之和。此交点上的电压值与图2-1b中的Uk与Ua之和是相同的。
通过上述方法可以将电弧伏安特性曲线近似为以下表达式:
U=Uo+roI (2-1)
式中:Uo=Uk+Ua;
ro=re+rc,re为焊丝电阻,rc为电弧弧柱的等效电阻。(https://www.daowen.com)
对于不同的焊接方法,通过大量的实验获得了对应的Uo和ro值,见表2-1。
表2-1 不同焊接方法的Uo与ro
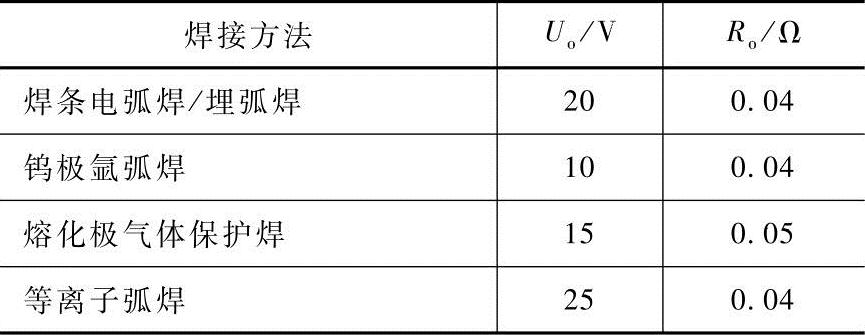
将表2-1中的数值带入式(2-1)则可得到不同焊接方法的电弧伏安特性曲线表达式:
焊条电弧焊/埋弧焊:
0<I≤600A:U=20+0.04I (2-2)
I>600A:U=44
钨极氩弧焊:
0<I≤600A:U=10+0.04I (2-3)
I>600A:U=34
熔化极气体保护焊:
0<I≤600A:U=15+0.05I (2-4)
I>600A:U=44
等离子弧焊:
0<I≤600A:U=25+0.04I (2-5)
I>600A:U=49
将上述4个公式用伏安特性曲线表示,如图2-3所示。
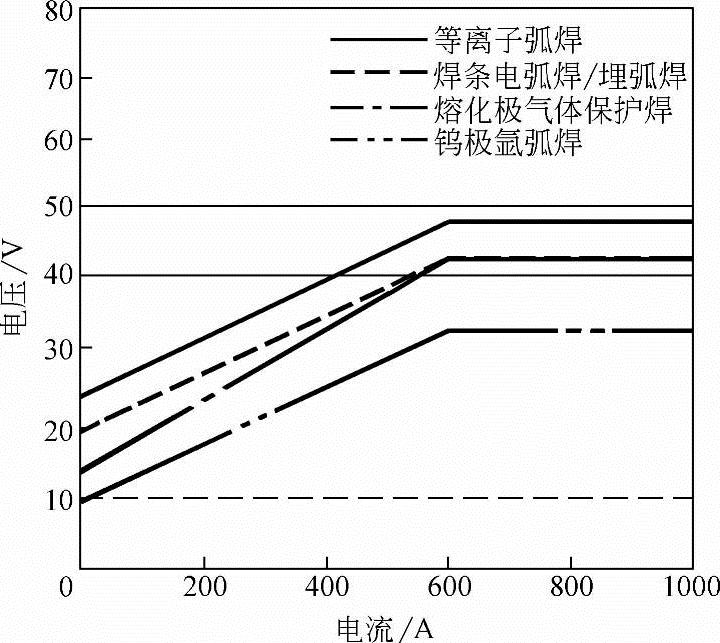
图2-3 电弧伏安特性曲线近似表示
式(2-2)~式(2-5)及图2-3可作为弧焊电源在确定电流范围后选择最低输出电压的设计依据。实际上,为了保证焊接过程的稳定性,电源的输出电压要比计算值高出10V左右。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




