铣刀是一种在回转体表面上或端面上分布有多个刀齿的多刃刀具。铣刀在金属切削加工中是应用很广泛的一种刀具。它的种类很多,主要用于卧式铣床、立式铣床、数控铣床、加工中心机床上加工平面、台阶面、沟槽、切断、齿轮和成形表面等。铣刀是多齿刀具,每一个刀齿相当于一把刀,因此采用铣刀加工工件的效率高。目前铣刀是属于粗加工和半精加工刀具,其加工公差等级为IT8、IT9,表面粗糙度为Ra1.6~6.3µm。
按用途分类,铣刀大致可分为面铣刀、立铣刀、键槽铣刀、盘形铣刀、锯片铣刀、角度铣刀、模具铣刀和成形铣刀。下面对部分常用的铣刀进行简要的说明,供读者参考。
1.面铣刀
面铣刀又称端铣刀,主要用于在立式铣床上加工平面以及台阶面等。面铣刀的主切削刃分布在铣刀的圆锥面上或圆柱面上,副切削刃分布在铣刀的端面上。
面铣刀按结构可以分为硬质合金整体焊接式面铣刀、硬质合金机夹焊接式面铣刀、硬质合金可转位式面铣刀以及整体式面铣刀等形式。图1.7.1所示是硬质合金整体焊接式面铣刀。这种铣刀由合金钢刀体与硬质合金刀片经焊接而成,其结构紧凑,切削效率高,并且制造比较方便。但是刀齿损坏后很难修复,所以这种铣刀应用不多。
2.圆柱铣刀
圆柱铣刀主要用于在卧式铣床加工平面。圆柱铣刀一般为整体式,材料为高速钢,主切削刃分布在圆柱上,无副切削刃,如图1.7.2所示。该铣刀有粗齿和细齿之分。粗齿铣刀齿数少,刀齿强度大,容屑空间大,重磨次数多,适用于粗加工;细齿铣刀齿数多,工作较平稳,适用于精加工,也可在刀体上镶焊硬质合金刀条。
圆柱铣刀直径范围为φ50~φl00mm,齿数z=6~14,螺旋角β=30°~45°。当螺旋角β=0°时,螺旋刀齿即为直刀齿,目前很少应用于生产。
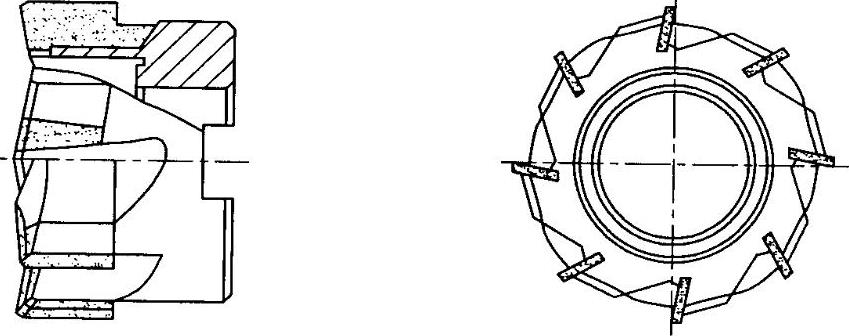
图1.7.1 硬质合金整体焊接式面铣刀
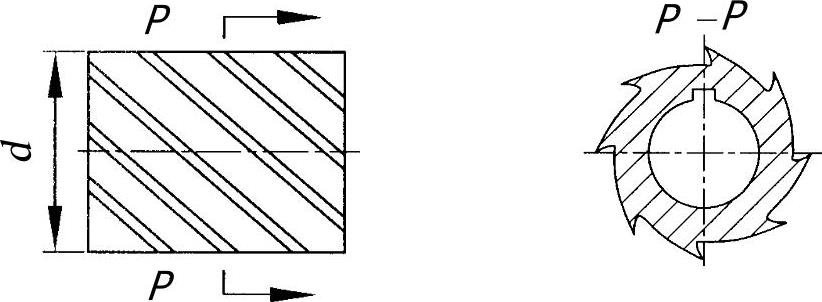
图1.7.2 圆柱铣刀
3.键槽铣刀
键槽铣刀主要用于在立式铣床上加工圆头封闭键槽等,如图1.7.3所示。该铣刀只有两个刀瓣,端面无顶尖孔,端面刀齿从外圆开至轴心,且螺旋角较小,增强了端面刀齿强度。加工键槽时,每次先沿铣刀轴向进给较小的量,此时端面刀齿上的切削刃为主切削刃,圆柱面上的切削刃为副切削刃。然后再沿径向进给,此时端面刀齿上的切削刃为副切削刃,圆柱面上的切削刃为主切削刃,这样反复多次,就可完成键槽的加工。这种铣刀加工键槽精度较高,铣刀寿命较长。键槽铣刀的直径范围为φ2~φ63mm,柄部有直柄和莫氏锥柄两种形式。

图1.7.3 键槽铣刀
4.立铣刀
立铣刀主要用于在立式铣床上加工凹槽、台阶面和成形面(利用靠模)等。图1.7.4所示为高速钢立铣刀,其主切削刃分布在铣刀的圆柱面上,副切削刃分布在铣刀的端面上,且端面中心有顶尖孔。该立铣刀有粗齿和细齿之分,粗齿齿数为3~6,适用于粗加工;细齿齿数为5~10,适用于半精加工。该立铣刀的直径范围是φ2~φ80mm,其柄部有直柄、莫氏锥柄和7︰24锥柄等多种形式。该立铣刀应用较广,但切削效率较低。
加工中心上用的立铣刀主要有三种形式:球头刀(R=D/2),端铣刀(R=0)和R刀(R<D/2)(俗称“牛鼻刀”或“圆鼻刀”),其中D为刀具的直径,R为刀角半径。某些刀具还可能带有一定的锥度A。

图1.7.4 高速钢立铣刀(https://www.daowen.com)
5.盘形铣刀
盘形铣刀包括槽铣刀、两面刃铣刀和三面刃铣刀。槽铣刀仅在圆柱表面上有刀齿,此种铣刀只适用于加工浅槽。两面刃铣刀在圆柱表面和一个侧面上做有刀齿,适用于加工台阶面。三面刃铣刀在两侧面都有刀齿,主要用于在卧式铣床上加工槽和台阶面等。三面刃铣刀的主切削刃分布在铣刀的圆柱面上,副切削刃分布在两端面上。该铣刀按刀齿结构可分为直齿、错齿和镶齿三种形式。图1.7.5所示为直齿三面刃铣刀。该铣刀结构简单,制造方便,但副切削刃前角为零度,切削条件较差。该铣刀直径范围是φ50~φ200mm,宽度B=4~40mm。
6.角度铣刀
角度铣刀主要用于在卧式铣床上加工各种斜槽和斜面等。根据本身外形不同,角度铣刀可分为单角铣刀、不对称双角铣刀和对称双角铣刀三种。图1.7.6所示为单角铣刀。圆锥面上的切削刃是主切削刃,端面上的切削刃是副切削刃。该铣刀直径范围是φ40~φl00mm,角度θ=18°~90°。角度铣刀的材料一般是高速钢。
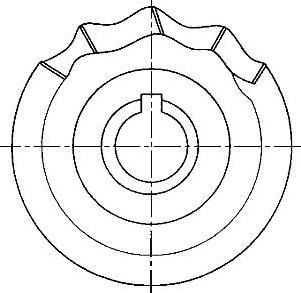
图1.7.5 直齿三面刃铣刀
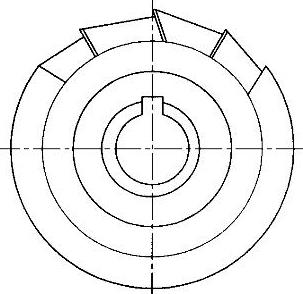
图1.7.6 单角铣刀
7.模具铣刀
模具铣刀主要用于在立式铣床上加工模具型腔。按工作部分形状不同,模具铣刀可分为圆柱形球头铣刀(图1.7.7)、圆锥形球头铣刀(图1.7.8)和圆锥形立铣刀(图1.7.9)三种形式。在前两种铣刀的圆柱面、圆锥面和球面上的切削刃均为主切削刃,铣削时不仅能沿铣刀轴向做进给运动,也能沿铣刀径向做进给运动,而且球头与工件接触往往为一点,这样在数控铣床的控制下,该铣刀就能加工出各种复杂的成形表面,所以其用途独特,很有发展前途。

图1.7.7 圆柱形球头铣刀

图1.7.8 圆锥形球头铣刀
圆锥形立铣刀的作用与立铣刀基本相同,只是该铣刀可以利用本身的圆锥体,方便地加工出模具型腔的拔模斜度。

图1.7.9 圆锥形立铣刀
8.成形铣刀
成形铣刀的切屑刃廓形是根据工件轮廓形状来设计的,主要用于在通用铣床上工件的形状复杂表面的加工,成形铣刀还可用来加工直沟和螺旋沟成形表面。使用成形铣刀加工可保证加工工件尺寸和形状的一致性,生产效率高,使用方便,目前广泛应用于生产加工中。常见的成形铣刀(如凸半圆铣刀和凹半圆铣刀)已有通用标准,但大部分成形铣刀属于专用刀具,需自行设计。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





