(一)工艺简介
精矿为选矿厂最终产品。精矿水分是评价选矿产品的重要指标之一。随着选矿技术的进步和贫矿资源的开发利用,有用矿物嵌布越来越细,随之,相应的细粒浮选精矿产品越来越多,使脱水越来越困难。因此,必须制订行之有效的工艺流程,采用高效率、低能耗、高自动化选矿设备,且合理布置厂房,不断推动精矿脱水技术的发展,以获得合格的精矿产品。
在当前生产中,精矿脱水一般可通过下面两种技术改造来达到节能减排的效果。
1)精矿脱水的目的是得到含水量符合要求的精矿送冶炼作业,同时回收利用回水。由于矿石正浮选工艺要添加浮选药剂调节矿物的表面电性,使矿浆得到良好的分散,这导致精矿浆固液界面形成双电层,存在电位较低的乙电位,颗粒间静电斥力较高,精矿浆颗粒彼此不能靠近联合,分散度极高,形成了相对稳定的悬浮液,其沉降脱水的难度较大。实践中通过更换适宜的团聚剂、脱水设备等措施,可达到减少废水排放、节约材料的目的。
2)随着选矿技术的发展,自动控制技术在选矿行业普遍发挥着重要作用。尤其是当设备大型化后,人工操作已很难满足现场需求,自动控制系统可以有效地解决选矿厂精矿脱水工艺中问题,起到了节约能源、提高工作效率的重要作用。
(二)应用实例
1.硫酸在铝土矿正浮选精矿脱水工艺中的应用
(1)情况简介 铝土矿正浮选工艺流程如图4-1所示。铝硅比为(5~6)∶1的原矿经破碎、均化后,经过磨矿分级得到粒度合格的入选矿浆,添加适量的浮选药剂后入浮选系统,经一次粗选、两次精选、两次扫选后得到铝硅比1∶1左右的精矿和铝硅比为1∶5左右的尾矿。尾矿经沉降脱水后送尾矿坝堆存处理。精矿浆添加团聚剂和絮凝剂后,经沉降脱水和过滤脱水后送矿浆调配。
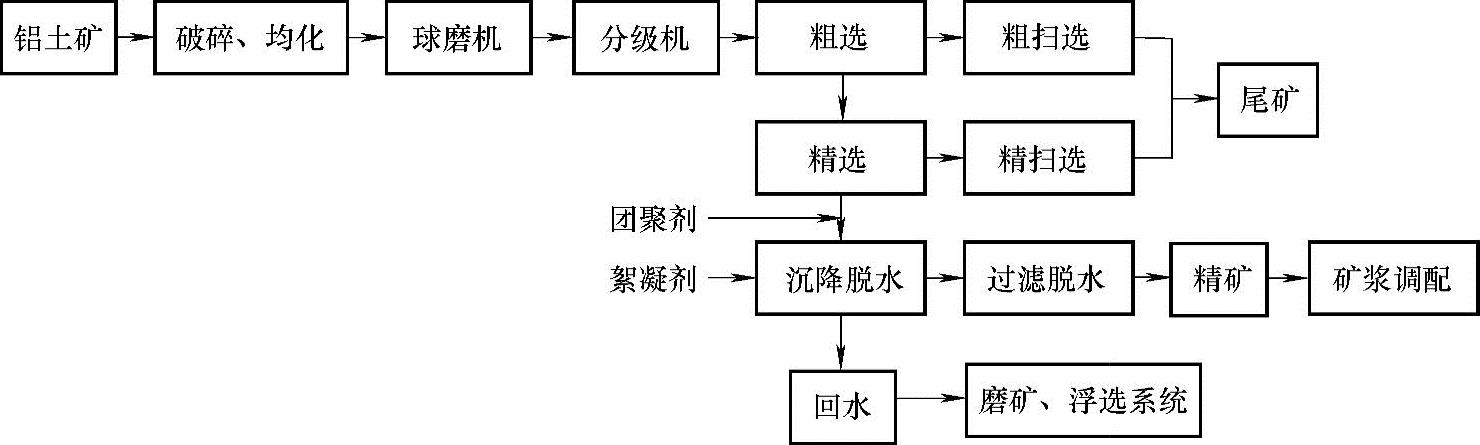
图4-1 铝土矿正浮选工艺流程
通过在精矿中添加团聚剂可以使矿粒表面的电性中和,降低颗粒间的静电斥力,常用的团聚剂有石灰、明矾、硫酸等。明矾是硫酸铝和硫酸钾的复盐,其团聚作用主要是由硫酸铝产生的,而硫酸钾不起作用,因此现在一般都改用硫酸铝作为团聚剂。生产中原采用硫酸铝作为团聚剂,与絮凝剂联合使用进行精矿的沉降脱水。通过对比工业试验发现,使用硫酸作为团聚剂具有良好的技术经济效果。
(2)工艺节能减排特点(https://www.daowen.com)
1)在铝土矿正浮选精矿脱水工艺中使用硫酸,能够满足调节精矿浆的pH值,与使用硫酸铝相比能够达到同样的沉降脱水效果。
2)使用硫酸作为团聚剂,精矿回水中的Al3+减少,其消耗阴离子型捕收剂,影响浮选效果的作用减少,与使用硫酸铝相比能够得到较好的浮选指标。
3)使用硫酸作为团聚剂,精矿回水中的SO24-减少,有利于拜耳法系统生产。
4)与使用硫酸铝相比,每处理1t原矿,可以产生0.85元的经济效益。
2.永平铜矿选矿厂精矿浓密脱水工段自动化系统的开发与应用
永平铜矿选矿厂的处理量为10000t/d,为江西铜业集团公司第三大选矿厂。为了实现精矿工段的现代化控制,提高自动化控制水平和生产率,保障现场安全生产,进行了精矿自动控制系统改造。实现了精矿工段电气设备的远程控制、系统远程联锁开停车、陶瓷过滤机集中监控等功能,极大提高了生产率,降低了人工劳动强度。
(1)情况简介 永平铜矿精矿浓缩脱水工段共处理铜精矿和硫精矿两种产品,浓缩设备采用普通周边传动式浓缩机,脱水设备采用陶瓷过滤机。具体的工艺流程是:精矿矿浆产品首先进入浓缩机进行浓缩,浓缩机底部胶泵将质量分数为65%~70%的矿浆输送到陶瓷过滤机进行脱水,脱水后的精矿产品经过多条传送带转运到精矿仓中进行储存,最后通过列车运走精矿产品。其中该工段采用3台浓缩机、6台胶泵、1台盘式过滤机、6台陶瓷过滤机、11条传送带和多个辅助泵等设备。
永平精矿自动控制系统采用西门子S7-300系列PLC作为主控制器,实现联锁控制和数据计算等功能。主控制器通过Profibus-DP总线和陶瓷过滤机的S7-200控制器进行通信,实现数据读取和远程控制等功能。
其中控制程序开发分为设备联锁控制功能开发、陶瓷过滤机信号监控和辅助功能开发等部分;上位机功能开发分为监控画面功能开发和报表功能开发等部分。
(2)工艺节能减排特点 永平铜矿选矿厂精矿浓缩脱水工段控制系统的应用,实现了多台电气设备的联锁控制、陶瓷过滤机数据远程监控、流程数据监控、电子生产报表等功能,极大提高了劳动效率,保证了生产安全,提高了自动化水平。该系统运行至今,稳定可靠,已经成为生产中不可或缺的重要组成部分。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






