【摘要】:主要零件的工序 零件的加工工序,应保证通过对该零件毛坯的逐步加工,达到设计所要求的尺寸、形状、精度和表面粗糙度。下述两个零件的工艺顺序,仅供制订工艺时参考。因其他零件的加工工序没有特殊之处,不加论述。偏心轴加工中的关键部分是偏心圆,在单件生产时,不可能有专用夹具,可以用校表的方法车出。也有单位采用在坐标镗床上打出偏心顶尖孔,用两顶尖车偏心圆、磨偏心圆的工序,效果更好。

(1)坯料的准备 在中小批生产时,内齿轮、外齿轮、输出轴大多是用自由锻造;偏心轴、销轴、销套大多用棒料;壳体采用铸件。在载荷较小时,内齿轮可用球墨铸铁。
(2)主要零件的工序 零件的加工工序,应保证通过对该零件毛坯的逐步加工,达到设计所要求的尺寸、形状、精度和表面粗糙度。为此可能有多种方法。应从本单位的实际情况出发,制订出合理、高效的工艺路线。下述两个零件的工艺顺序,仅供制订工艺时参考。因其他零件的加工工序没有特殊之处,不加论述。
(3)偏心轴(见图9-10) 坯料→调质→半精车(偏心圆不车,轴承挡放留磨余量)→磨轴承挡→精车(以轴承挡定位,用专用夹具车偏心圆)→铣键槽。
偏心轴加工中的关键部分是偏心圆,在单件生产时,不可能有专用夹具,可以用校表的方法车出。也有单位采用在坐标镗床上打出偏心顶尖孔,用两顶尖车偏心圆、磨偏心圆的工序,效果更好。
(4)外齿轮(见图9-5) 锻坯→退火(或正火)→粗车→调质→精车(基准面作刻线,平面留磨量)→平磨→钻销孔(留余量1~1.5mm)→镗销孔(在专用夹具上)→滚齿(配对并作标记)→剃齿(配对)。(www.daowen.com)
外齿轮加工中的关键是销孔的等分精度,除采用精度较高的等分专用夹具外,也可以在坐标镗床上加工出来。目前普遍有加工中心,摆线轮加工的模板,是相当容易实现的。为提高轮的强度和耐磨性,有的单位采用高频淬火或淬火,亦有采用氮化处理的。
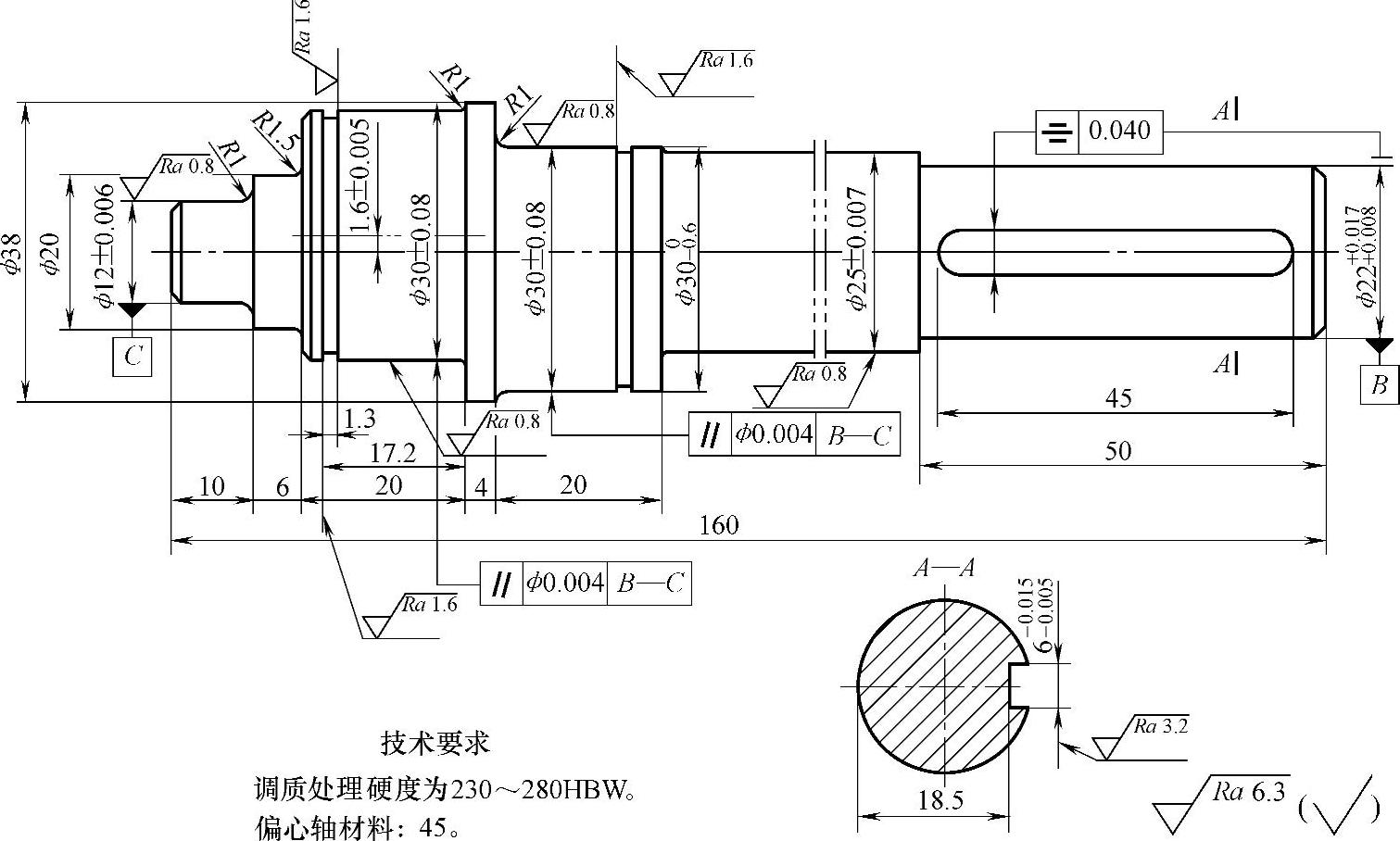
图9-10 偏心轴
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





