【摘要】:试切法 当齿轮用滚齿或插齿加工到径向变位时的公法线长度后,再施行切向变位切削,通常可将分度挂轮脱开,用扳手扳动分度蜗杆上的挂轮拨过一牙,进行试切,看一看分度挂轮拨过一齿后,进行切削加工,其公法线的变动量有多大,从而可计算出加工切向变位终了的公法线长度所需拨过的齿数。图6-16中所示的为外齿轮的公法线大小的变动情况,虚线位置表示齿廓径向变位终了的齿形,实线位置表示齿廓切向变位终了时的齿形。
(1)试切法 当齿轮用滚齿或插齿加工到径向变位时的公法线长度后,再施行切向变位切削,通常可将分度挂轮脱开,用扳手扳动分度蜗杆上的挂轮拨过一牙,进行试切,看一看分度挂轮拨过一齿后,进行切削加工,其公法线的变动量有多大,从而可计算出加工切向变位终了的公法线长度所需拨过的齿数。也可用靠表,将齿轮滚刀进行轴向往、返移动,进行试切,直至加工到切向变位终了的公法线长度便可。当切向变位系数很小时,在齿顶不变尖的前提下,也可直接采用径向变位加工法加工到所需的公法线长度。但上述方法较费时,要反复试切,今推荐用计算法确定。
(2)计算法 即用计算方法确定分齿挂轮所拨过的齿数A。
图6-16中所示的为外齿轮的公法线大小的变动情况,虚线位置表示齿廓径向变位终了的齿形,实线位置表示齿廓切向变位终了时的齿形。
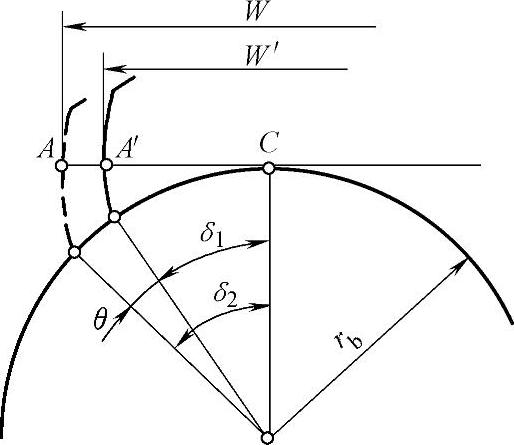
图6-16 外齿轮的变位与测量
由图6-16可知,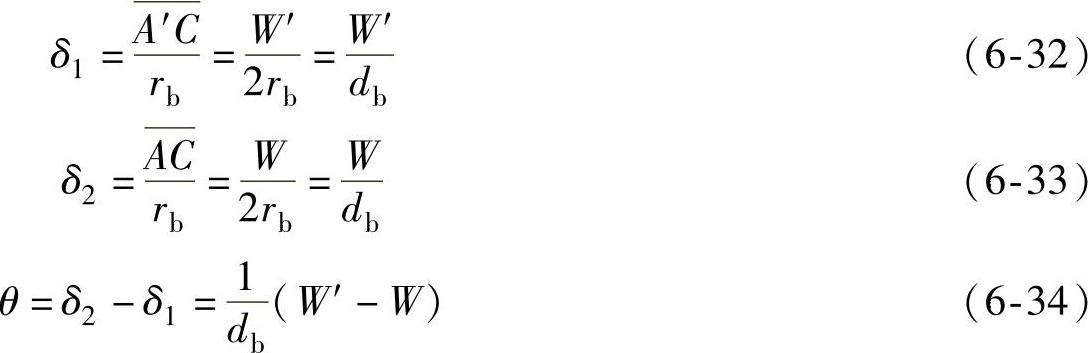
式中 W——零件图上给定的切向变位终了时的公法线长度;
W′——径向变位终了时所测得的公法线长度;
db——基圆直径。(https://www.daowen.com)
要达到图样上所规定的公法线长度,必须使齿坯相对于刀具向左、向右分别转动角度θ。现以Y54A型插齿机为例,说明其角度的计算。
在图6-17中,设交换齿轮的齿数为z1、z2、z3和z4,则
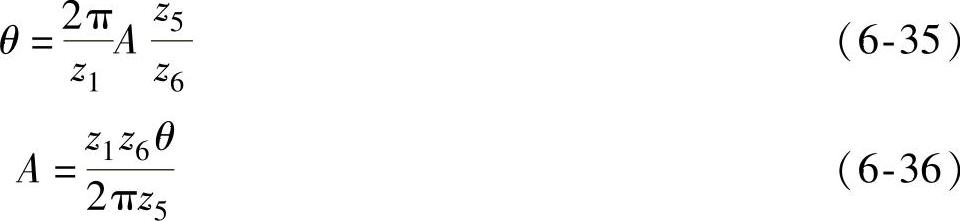
式中 z1——与机床工作台分度蜗杆相连的交换挂轮的齿数;
z5——机床分度蜗杆头数;
z6——机床分头蜗轮的齿数;
A——保证齿坯相对于刀具转动θ角时,所拨动交换齿轮的齿数。
式(6-36)也适用于滚齿加工时的计算。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





