在齿轮加工时,通常以公法线长度W或量柱距M来控制齿厚,外齿轮测量W比较方便,内齿轮则宜用测量M值,当齿轮的W或M接近要求尺寸时,应谨慎控制进刀量,以免造成超差。
(1)插外齿时进刀量Δh1的确定 插齿加工外齿轮时,进刀量按下列步骤计算。
1)插齿刀与齿轮应有的中心距变动系数y01:
2)被加工外齿轮已达到的变位系数x1i。齿轮应具有公法线长度为Wk,此值应标注在图样上,其计算公式为
Wk=mcosα[π(k-0.5)+z1invα+2x1tanα] (4-38)
式中 k——跨测齿数;
x1——齿轮的变位系数。
由工件可量得已加工达到的公法线长度Wki,因此可按下式计算齿轮实有的变位系数x1i为
3)插齿刀与外齿轮已达到的中心距变动系数y01i:
4)进刀量Δh1:
Δh1=(y01-y01i)m (4-40)
【例4-3】 用插齿刀加工外齿轮,已知模数m=2mm,α=20°。
插齿刀:z0=50,x0=0.578
外齿轮:z1=30,x1=0.2 W3=15.874-0.115-0.185mm
当切削加工到实际公法线长度W3i=15.91mm时,试算所需进刀量Δh1。
解 
则得进刀量
Δh1=(y01-y01i)m=(0.730-0.674)×2mm=0.112mm
(2)插内齿轮时进刀量Δh2的确定 插内齿轮测量柱距时,进刀量Δh2的计算方法如下:
1)插齿刀与内齿轮应有的中心距变动系数y02。考虑到内齿轮应达到的量柱距M2取中间公差,相应的变位系数为x2′,由下式求得
式中 dm2——测量用量柱直径。(https://www.daowen.com)
当z2为偶数时
当z2为奇数时
式中 M2——量柱距的理论计算值(mm);
EMs——量柱距的上偏差(mm);
EMi——量柱距的下偏差(mm)。
2)被加工内齿轮已达到的变位系数x2i。内齿轮测量的量柱距已达到M2i时,相应的变位系数x2i为
当上式中的z2为偶数时
当z2为奇数时
3)插齿刀与内齿轮已达到的中心距变动系数y02i为
4)进刀量Δh2为
Δh2=(y02-y02i)m (4-47)
在插齿时,应预先测量出插齿刀的变位系数x0,才能进行上述计算。
【例4-4】 用插齿刀加工内齿轮,已知模数m=3mm,α=20°。
插齿刀:z0=34,h∗a0=1.3,x0=0.337;
内齿轮:z2=52,ha∗=0.8,x2=1.2。
量柱距的理论值M2=155.38+0.628+0.427mm,试计算在量得量柱距M2i=155.22mm时,进刀量Δh2的值。
解 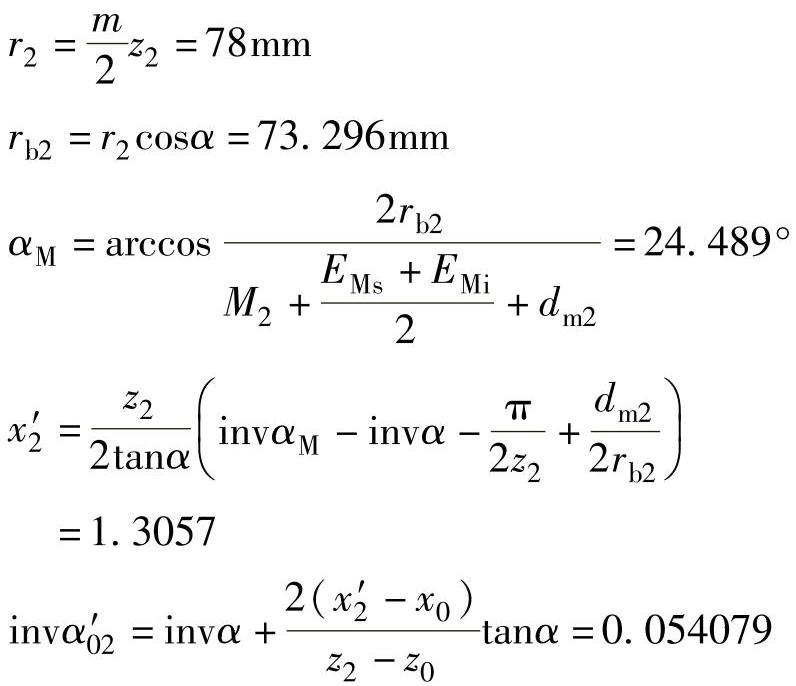
进刀量Δh2的计算
Δh2=(y02-y02i)m=(0.771-0.676)×3mm=0.285mm
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





