1.筒体的制造
筒体一般是先在卷板机上弯曲成形后,再组焊而成。卷板机的结构形式主要有三辊和四辊两种,从这两种卷板机的工作原理来看,很显然它并没有将钢板的弯曲半径限制在GB/T9019—2001《压力容器公称直径》规定的范围,内径Di超出GB/T9019—2001《压力容器公称直径》的圆筒显然也可以弯制出来。
2.封头的成形
封头成形方法目前国内外比较普遍采用的方法是冲压和旋压成形。
(1)冲压成形法 这一方法除了需要水压机提供的巨大冲压压力外,还必须有冲压模具,冲压模具包括上、下模和压边圈,这些模具一般由铸铁或铸钢制成,一副冲模一般只能压同一规格的封头,如果要冲压非标准公称直径的封头,则需要添加大量的模具,这样做极不经济,所以冲压方法不适合批量冲压非GB/T 9019—2001《压力容器公称直径》标准直径的封头。
(2)旋压成形法 旋压成形法为国内外批量生产封头的主要方法,通常包括联机法和单机法两种。联机法就是将封头成形分为玉鼓和滚边两个独立的步骤;单机法则将板料一次成形。旋压法的原理简单地说就是使板料旋转的同时,用简单的模具使板料逐渐变形,成为所需形状。图7-4是一台卧式无胎封头旋压机的示意图,它是由机头主轴1、内外滚轮架2、3,尾架6以及切削刀架4等部分组成,各部分还可根据需要进行适当调整。例如,当封头规格不相同时可调节其主轴与尾架之间的距离。并使内外滚轮的回转臂半径长度与之相适应,其操作起来有较大的灵活性。封头能否顺利被压制出来一般主要取决于操作者的操作技能,它对模具、封头直径等方面没有特殊要求。而且,同一模具可以制造直径相同或相近但壁厚不同的各种封头,所以其模具利用率高。只需添加相应的测量样板即可进行生产加工。(https://www.daowen.com)
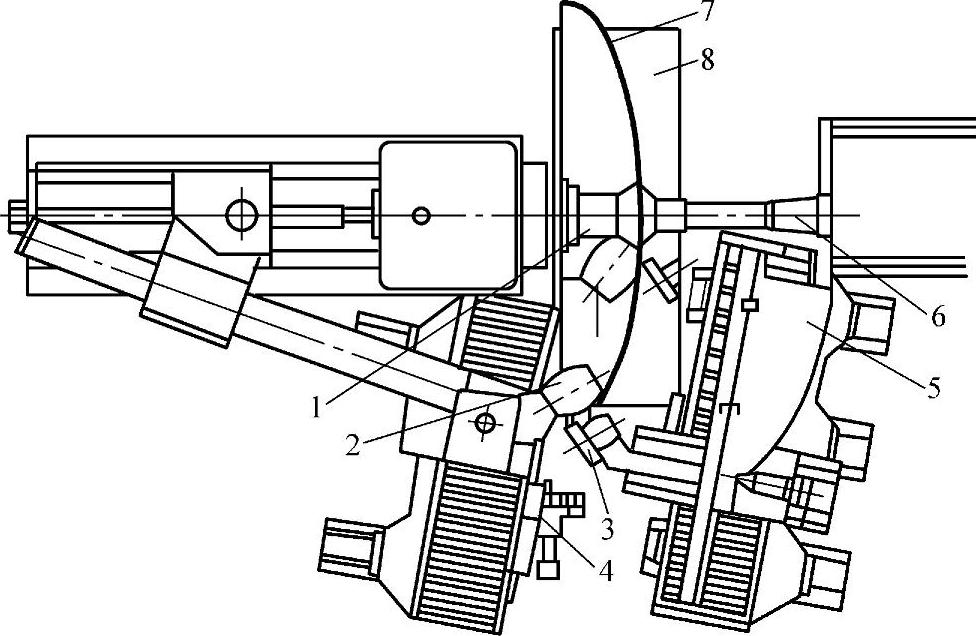
图7-4 卧式无胎封头旋压机示意图
1—主轴 2—内滚轮架 3—外滚轮架 4—切削刀架 5—仿形模板 6—尾架 7—封头 8—地坑
由于旋压成形具有以上优越性,使优化设计的结果在实际生产中很容易实现。
另外,从国外引进的压力容器来看,其内径往往也不在GB/T 9019—2001《压力容器公称直径》规定的序列之内,由此也可看出非GB/T 9019—2001《压力容器公称直径》标准公称直径的容器是完全可以制造出来的。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




