【摘要】:进行双剪切试验时,刀片应当平行、对中,剪切刀刃不应有擦伤、缺口或不平整的磨损。单剪切试验适合于测定长度太短,不能进行双剪切的紧固件的剪切值,包括杆长小于直径2.5倍的紧固杆件。为了能获得规则的剪切边缘,冲压剪切试验值应低于双剪切试验值的12%~14%。
金属材料抵抗侧面受大小相等、方向相反、作用线相近的外力作用,而沿外力作用线平行的受剪面产生错动的能力,称为材料的剪切性能。
工程结构中的一些零件除承受拉伸、压缩和弯曲等载荷作用外,还有一些零件如桥梁结构中的铆钉、销子等主要承受剪切力的作用,对这些零件所使用的材料要进行剪切试验,提供材料的抗剪强度作为设计依据。
1.双剪切试验
双剪切试验如图8-1所示,它是以剪断圆柱状试样的中间段方式来实现的。两侧支承距离应不小于中间被切断部分直径的1/2。双剪切试验夹具刀口形状如图8-2所示。
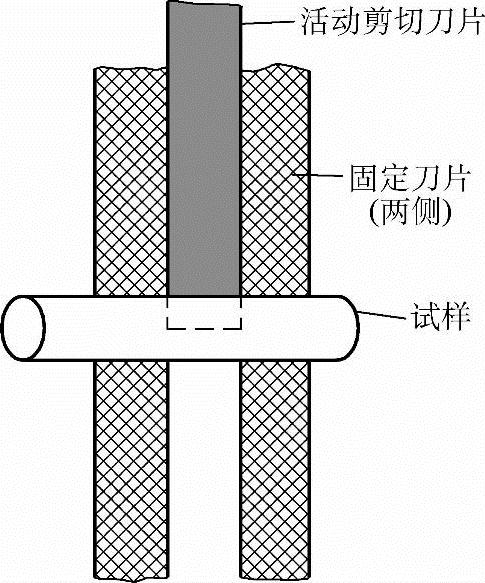
图8-1 双剪切试验
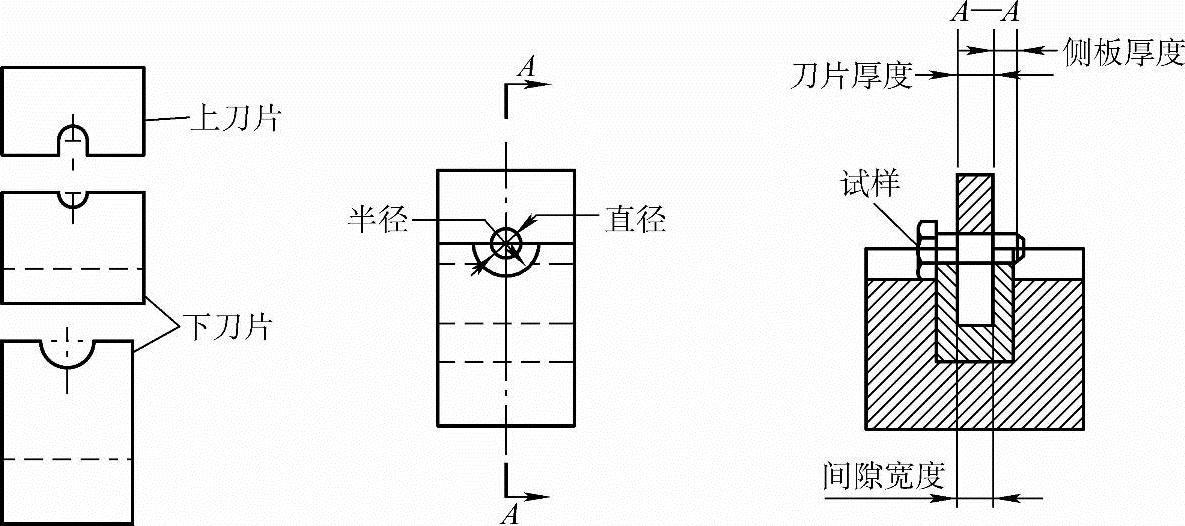
图8-2 双剪切试验夹具刀口形状(www.daowen.com)
双剪切试验的特点是有两个处于垂直状态下的剪切刀片,下刀片(厚度大小为被剪切试样直径大小)平行地放置在上方,上下刀片都作成孔状,孔径等于试样直径。双剪切试验可利用万能拉伸试验机进行。
进行双剪切试验时,刀片应当平行、对中,剪切刀刃不应有擦伤、缺口或不平整的磨损。
2.单剪切试验
单剪切试验夹具使用两个剪切刀片,刀片中间带孔,如图8-3所示。当一个刀片固定不动,另一个刀片在图示平行面内移动时产生单剪切作用,剪断试样。
单剪切试验适合于测定长度太短,不能进行双剪切的紧固件的剪切值,包括杆长小于直径2.5倍的紧固杆件。单剪切试验的准确度低于双剪切试验,如果发现单剪切值有问题时,可以用双剪切值作校核。
3.冲压剪切试验
剪切试验中更简单的方法是利用冲头-模具法直接从板材或带材中冲出一小圆片的方法,如图8-4所示。这种方法主要用于铝工业中厚度不大于1.8mm的材料。为了能获得规则的剪切边缘,冲压剪切试验值应低于双剪切试验值的12%~14%。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。
有关金属材料力学性能手册的文章






