1.取样位置
试样应从焊接接头垂直于焊缝轴线方向截取,试样加工完成后,焊缝的轴线应位于试样平行长度部分的中间。对小直径管试样可采用整管,未作特殊规定时,小直径管是指外径不大于18mm的管子。
2.热处理或时效
焊接接头或试样一般不进行热处理,但相关标准规定或允许焊接接头进行热处理除外,这时应在试验报告中详细记录热处理的参数。对于会产生自然时效的铝合金,应记录焊接至开始试验的间隔时间。钢铁类焊缝金属中有氢存在时,可能会对试验结果带来显著影响,需要采取适当的去氢处理。
3.取样
(1)钢 厚度超过8mm时,不能采用剪切方法。当采用热切割或可能影响切割面性能的其他切割方法从焊件或试件上截取试样时,应确保所有切割面距离试样的表面至少8mm以上。平行于焊件或试件的原始表面的切割,不应采用热切割方法。
(2)其他金属材料 不得采用剪切方法和热切割方法,只能采用机械加工方法(如锯或铣、磨等)。
4.位置
试样的厚度ts,一般应与焊接接头处母材的厚度t相等,如图2-11a所示。当相关标准要求进行全厚度(厚度超过30mm)试验时,可从接头截取若干个试样覆盖整个厚度,如图2-11b所示。在这种情况下,试样相对接头厚度的位置应作记录。
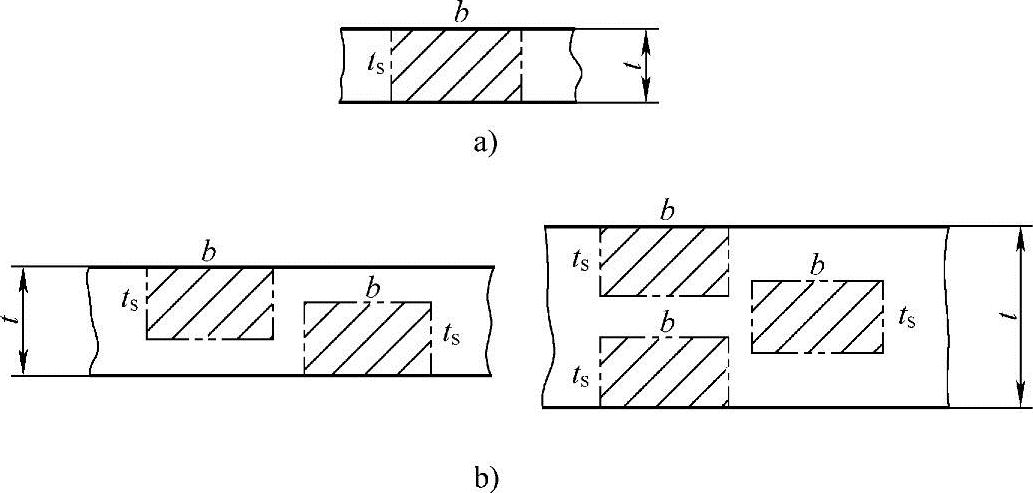
图2-11 试样的位置示例
a)全厚度试验 b)多试样试验
注:试样可以相互搭接。
5.尺寸(www.daowen.com)
(1)板及管板状试样 试样厚度沿着平行长度Lc对于从管接头截取的试样应均衡一致,其形状和尺寸应符合表2-11及图2-12的规定。对于从管接头截取的试样,可能需要校平夹持端;然而,这种变平及可能产生的厚度的变化不应波及平行长度Lc。
表2-11 板及管板状试样的尺寸 (单位:mm)
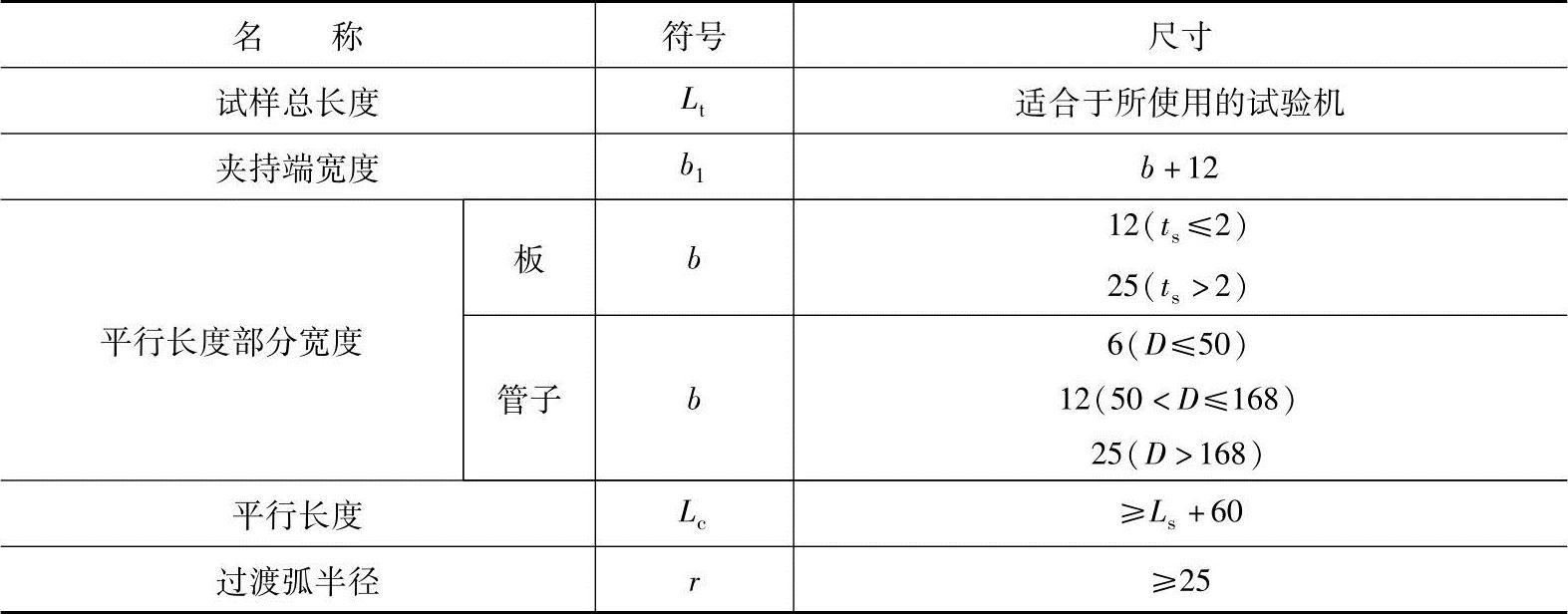
注:1.对于压焊及高能束焊接头而言,焊缝宽度为零(Ls=0)。
2.对于某些金属材料(如铝、铜及其合金)可以要求Lc≥Ls+100mm。
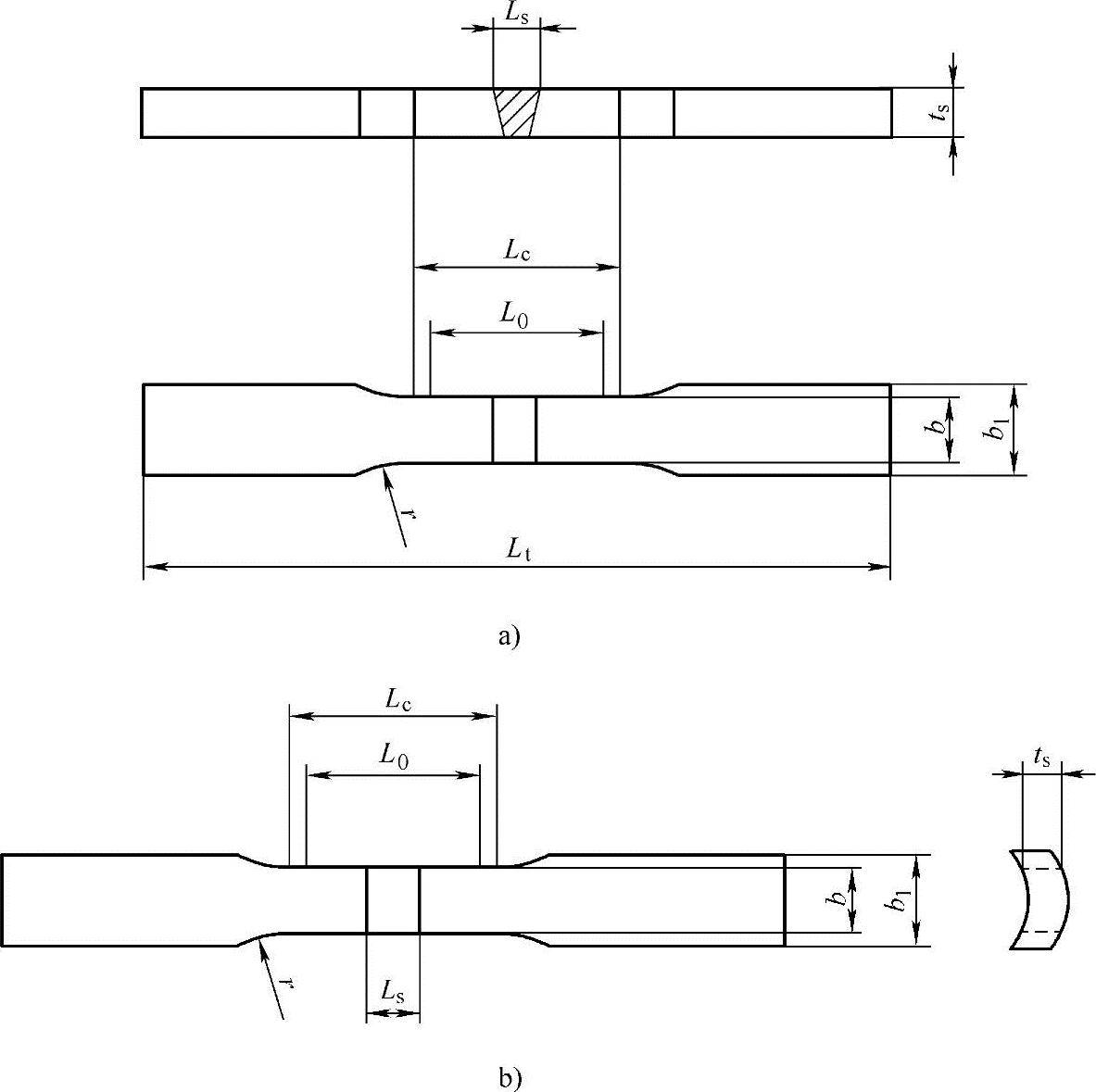
图2-12 板和管接头板状试样
a)板接头 b)管接头
(2)整管试样 整管试样尺寸如图2-13所示。
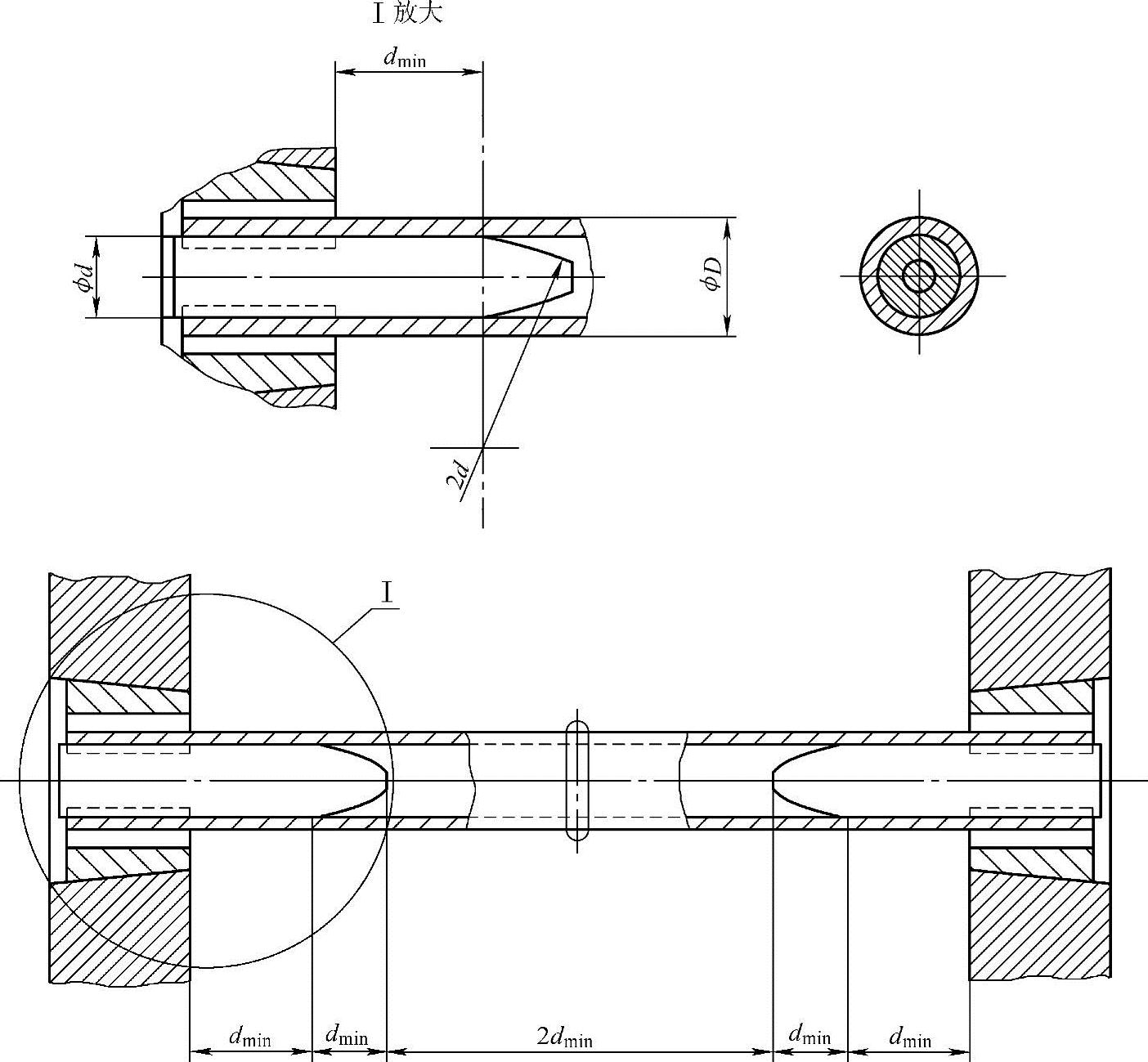
图2-13 整管拉伸试样
6.表面制备
试样制备的最后阶段要进行机加工,应采取预防措施避免在表面产生变形硬化或过热。试样表面应没有垂直于试样平行长度Lc方向的划痕或切痕,不得除去咬边。超出试样表面的焊缝金属应通过机加工除去,对于有熔透焊道的整管试样应保留管内焊缝。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





