1.激光线的提取
曲面重构就是根据曲面实物模型的点云,重建其几何和拓扑信息,并再现其特征的过程[143]。本文采用抛物线拟合法实现了图像中激光线中心的提取,其中线激光源发射在被测物体表面形成的激光条在宽度方向上其激光的强度近似高斯分布。图2-7a为本实验中激光线的一个截面分析图。基于其激光的强度近似高斯分布这一特点,本文利用最小二乘法的二次抛物线拟合法提取激光线中心的坐标[144]。

图2-7 激光线截面图与中心的提取
利用最小二乘法的二次抛物线拟合法提取激光线中心的数学原理:设有m组实验数据(xk,yk),k=1,2,…,m。可以求取抛物线的系数a0,a1,a2。
p(x)=a0+a1x+a2x2 (2-1)
使其满足
s(a0,a1,a2)=p(x)-yk=min (2-2)
在式(2-2)中,为了使S满足最小值,则有
∂s/∂aj=0(j=0,1,2) (2-3)
从而可以得到
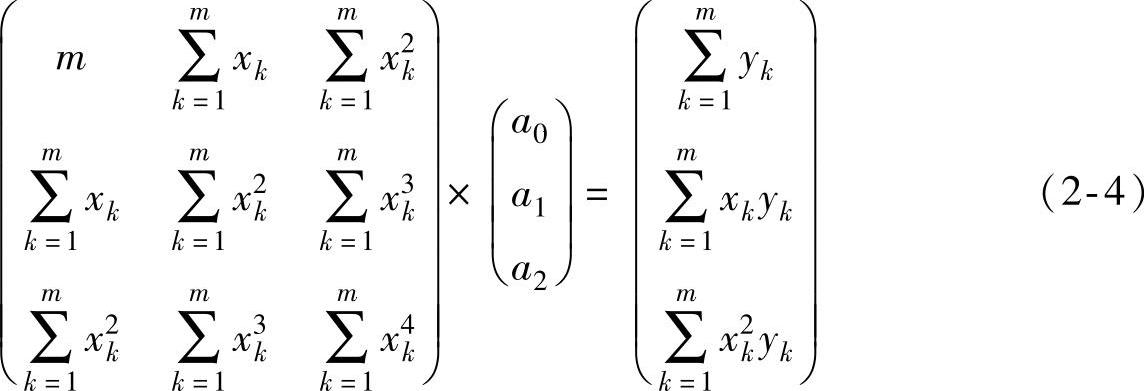
由式(2-4)可以得到参数a0,a1,a2。其极大值位置为
xmax=-a1/(2a2) (2-5)
利用抛物线拟合法求取光条中心的算法原理:在图像中利用大津阈值法(otsu)[145]获得最佳阈值T,从左至右逐列扫描预处理后的光条并求得每一列的灰度最大值,这些最大值的点,其值如果小于最佳阈值T,则判断其是光条外的点;其值如果大于最佳阈值T,则判断其为光条上的点。这时在点的上下两侧分别取n个像素点(因为2n+1是光条横截面宽度);将这些2n+1个像素点的灰度值视为抛物线上的点,通过求取抛物线上的极大值获得该列的激光线光条中心,见图2-7b。
以某汽车覆盖件进行表面重构过程为例,说明激光线的提取过程。图2-8a为对某一汽车覆盖件图像采集过程中获得的序列图像之一,在此图像中有一条非常明显的激光线,通过对图像进行处理,可以从图像中提取出激光线信息,生成深度图,图2-8b为采用抛物线拟合法获得的光条中心的激光线图像。
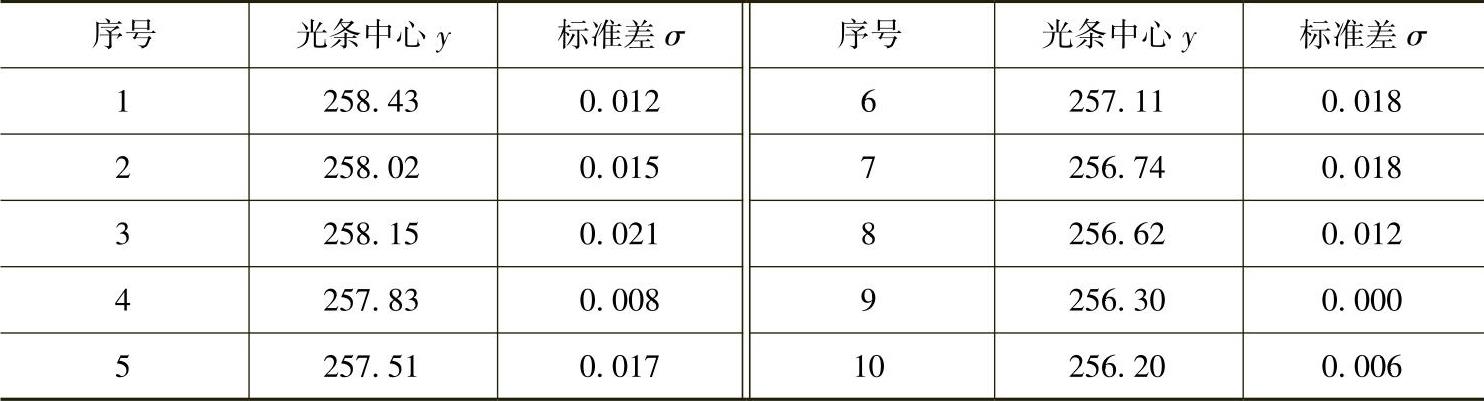
为检验这种抛物线拟合法求光条中心方法的效果,用计算多次测量的算术平均值的标准差方法,对某一空间点的像素坐标重复测量n次,计算该像素点的算术平均值的标准差;对系统测量空间中m个空间点的算术平均值的标准差,计算其均方根作为整体的标准差。在中心拟合实验中任意选取一条光条的像素数m=250;每个空间点重复测量10次,即n=10。表2-1中为其中一小段像素个数为10的激光线用拟合抛物线方法计算得到的中心值的算术平均值和10次重复测量的标准差,整体的标准差为0.018像素。
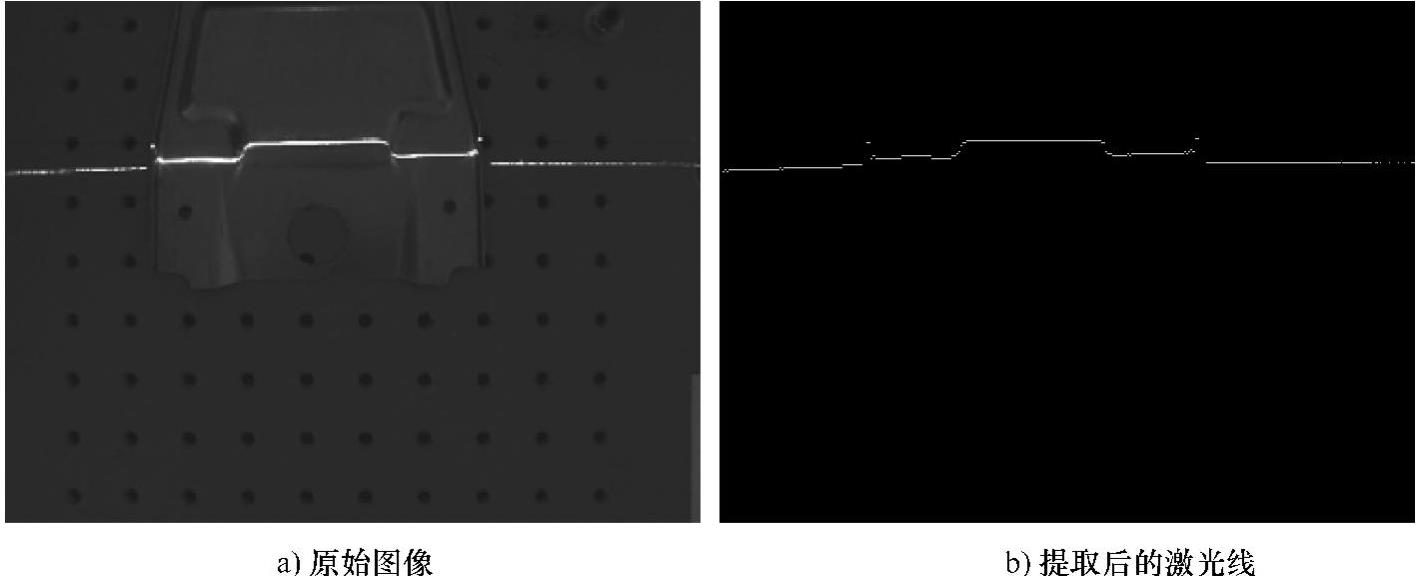
图2-8 抛物线拟合法求光条中心
表2-1 光条中心算术平均值及其标准差像素
通过线激光图像法得到图像,计算出激光线中心坐标,然后根据已建立的视觉检测数学模型及二维图像坐标,通过后面介绍的三维曲面的重构方法得到对应空间点的坐标,经检验整个测量系统的测量精度可以达到0.079mm。(www.daowen.com)
2.填充丢失的数据点与三次B样条曲线
通过一系列图像预处理后得到的一字激光线的图像如图2-9所示,光线在纵向上的变化反映了实际加工表面上高度的变化。从图中可以看出,这些提取的激光线是间断的,这样将失去部分曲面信息,这种情况对于机器人的曲面研磨加工就会存在一些加工不到的区域。机器人的研磨加工是在工件的曲面半精加工完成以后进行的,所以它的曲面表面应该是较为光滑连续的。因此,对于这些间断的激光线,可以应用三次B样条曲线算法对这些点进行拟合。B样条曲线具有很好的局部控制性。对于B样条曲线,多项式的次数不取决于特征多边形控制顶点的数目,避免了B样条曲线次数随着控制顶点数目的增加而增大的缺点。这样激光线的间断点的曲线拟合只和它相邻的几个点有关联。
基于特征点的位置矢量和Bézier方法,是自由曲线构造的理论基础。就其本质而言,由多段Bézier曲线构成的B样条曲线,是Bézier曲线段的集合。由n-2条三次多项式曲线段(Bézier曲线段)r0(u),r1(u),…,rn-3(u)构成的三次B样条曲线是n+1个特征顶点的逼近线,三次B样条曲线的数学表达为[146]


图2-9 提取的一字激光线图片
式(2-6)中,rj(u)为B样条曲线上任一点的位置矢量。图2-10是使用3次均匀B样条曲线处理后的激光线图片,从图中可以看出,此时的激光线是非常光滑连续的。

图2-103 次均匀B样条曲线处理后的激光线
把层断面上的点拟合成非均匀有理B样条(NURBS)曲线,通常有三种方法:以线段趋近点群来连接线段,线段并不一定通过每一个点,但线段比较平滑;将点群中的每一个点依照顺序串联起来,生成的曲线通过每一个点;保证一定的公差范围的方法。本例中采用第三种方法,以保证曲面的精度,生成的曲线如图2-10。
3.曲面重构实验
对于拍摄到的序列图像中的每张图片,都可以采用上述的3次均匀B样条曲线算法进行处理,进而可得到一条光滑的曲线,曲线上每点的Y值变化代表曲面上对应点的高度变化,它体现在整个工件图像中的每点的灰度值不同。将所有的序列图像得到的激光线拼接成一幅完整的图片就是重构后的图片,见图2-11。

图2-11 待加工表面重构后的图片
图2-11所示就是待研磨表面的曲面三维模型,在此基础上,通过重构后的曲面对应边界点的数值,就能得到重构后的待加工曲面在机器人坐标系中的坐标,它是机器人轨迹规划和运动规划的基础。
将结构光图像法测量结果和三维坐标测量仪测量结果进行比较,结果见表2-2。从表2-2数据来看,这种基于线结构光图像法的测量方法在速度、成本方面具有很大优势。(注:结构光图像法的测量精度是依据三坐标测量仪测量结果计算出来的。)
表2-2 实验结果及误差分析

整个研磨机器人工作的流程如图2-12所示。

图2-12 研磨曲面的建立、定位及工作流程
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





