粘接接头设计的基本原则:
1)尽可能避免应力集中,减少产生剥离、撕裂、拉伸和弯曲的可能性。
2)合理地增加胶接面积,以提高粘接接头的承载能力。
3)使粘接接头的强度与被粘接零件的材料强度保持相同或相似的水平。
4)尽可能简化粘接接头的制造工艺降低粘接接头的制造成本。
5)对于层压制品的胶接应防止层间剥离。
6)综合考虑粘接接头的受力形式、环境温度和加载速度对接头的影响,以及导致破坏强度的因素和破坏机理等。
图12-1:粘接接头的受力形式。

图12-1
图12-2:粘接面应只起连接作用,不承受剪切力,剪切力由被连接件承受。a)粘接面承受剪切力;b)剪切力由被连接件承受;c)圆锥面扩大粘接面;d)另加凸缘承力。

图12-2
图12-3:棒连接的结构。a)粘接面面积小,除轴向压力外,任何方向的力或力矩都容易形成扯离力;b)嵌入粘接,扩大粘接面积;c)圆锥面嵌入,粘接面积更大;d)插入法,粘接方便、牢靠,注意作出排气孔。

图12-3
图12-4:管的套接结构。a)内套套接法,管内套管,操作不方便;b)外套套接法,管外套操作较方便;c)圆锥面插入套接法,圆锥面粘接,既扩大粘接面,又省零件;d)圆柱面插入套接法,可有紧度,直接插入,很方便;e)外径相同的粘接;f)外径不相同的粘接;g)两管垂直,垂直管插入孔内;h)两管垂直,垂直管套在管外。
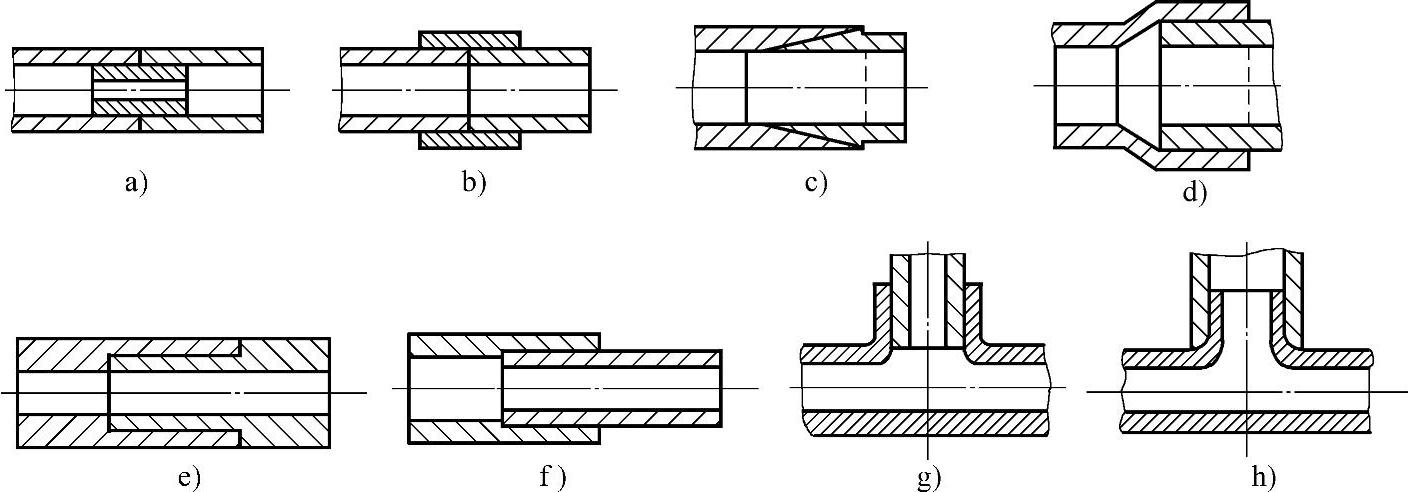
图12-4(https://www.daowen.com)
图12-5:轴的套接结构。a)半分式套接,主要用于磨损轴的修复,粘接前,先在轴上车出放入半圆套的凹槽,嵌入半圆套粘接后,磨光;b)销式套接,主要用于断轴的修复,粘接前,先加工好销孔,再将销插入孔中粘接,注意加工出排气孔;c)对开式外套套接,主要用于模架导柱等的修复,与半分式套接法相似,不必车凹槽,在不影响使用的情况下,更为方便。

图12-5
图12-6:板的对接接头。a)简单的对接接头,粘接面积小,除轴向力外,任何方向的力,都会形成不均匀的扯离力,因此,粘接强度低,一般不采用,如果必须采用,则需适当改变其接头形式;b)结合处改为斜面;c)上、下嵌入板;d)对接与搭接相结合;e)中间加一板,采用插入粘接;f)搭上双板;g)搭上单板;h)搭上三角板;i)Y形接头;j)嵌入粘接;k)X形接头。b)~k)的接头形式,扩大了粘接面积,提高了粘接强度。
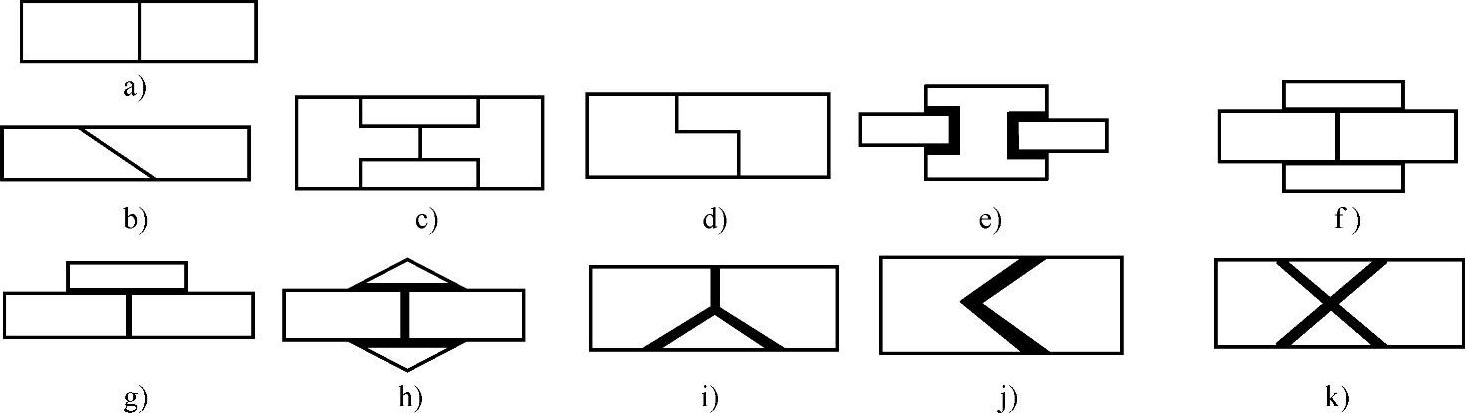
图12-6
图12-7:板的搭接接头。搭接粘接接头,单位面积上能承受平行于粘接面的最大剪切载荷,在通常情况下,被粘接件的材料模量和厚度越大,粘接接头的剪切强度越大。a)粘接面积小;b)~g)的结构增加粘接长度或宽度,扩大粘接面积,较好。
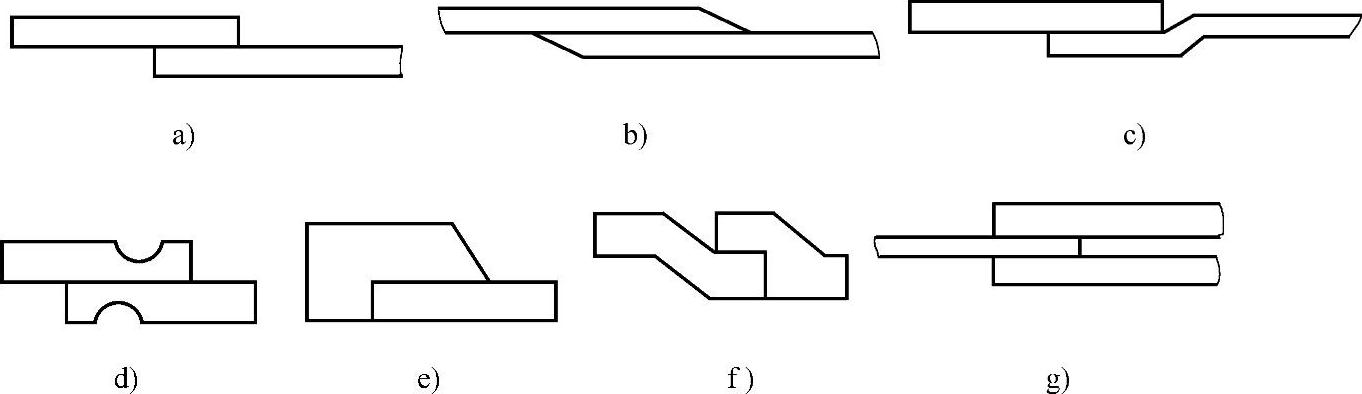
图12-7
图12-8:板的面接接头。单位面积上能承受垂直于粘接面的最大载荷,粘接面在受到外力作用时,力的分布比受剪切力作用时要均匀得多,但粘接的边缘也有力集中现象,若外力作用偏心,就容易引起破坏。a)普通面接接头;b)除面接粘接外,还用铆钉铆上;c)用弯板粘接,扩大粘接面积,更可靠。
图12-9:板的角接接头。a)粘接面积小;b)~j)扩大粘接面积。
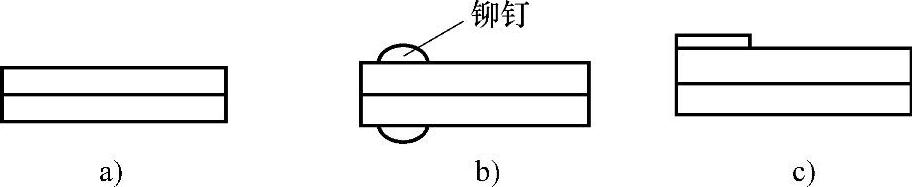
图12-8
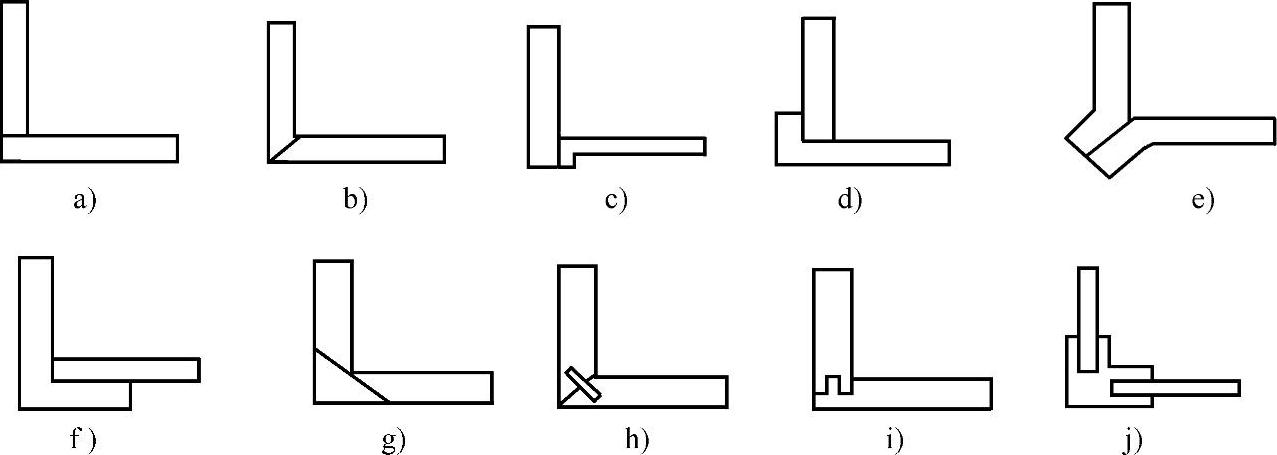
图12-9
图12-10:板的T形接头。a)粘接面积小;b)嵌入粘接;c)和d)扩大粘接面积。
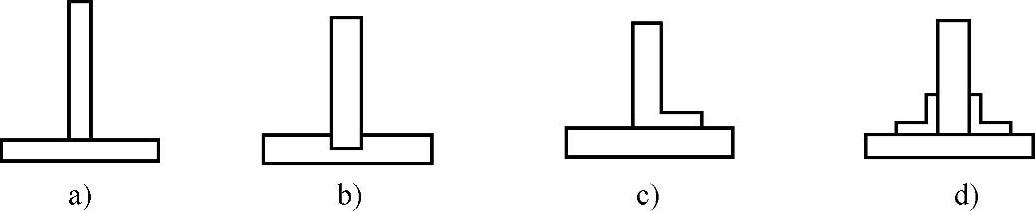
图12-10
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





