图11-37:柱由塑性材料制造,端部扩口固定在箱体(或板)上。a)用凸模扩口;b)用钢球扩口;c)压合扩口后的结构。
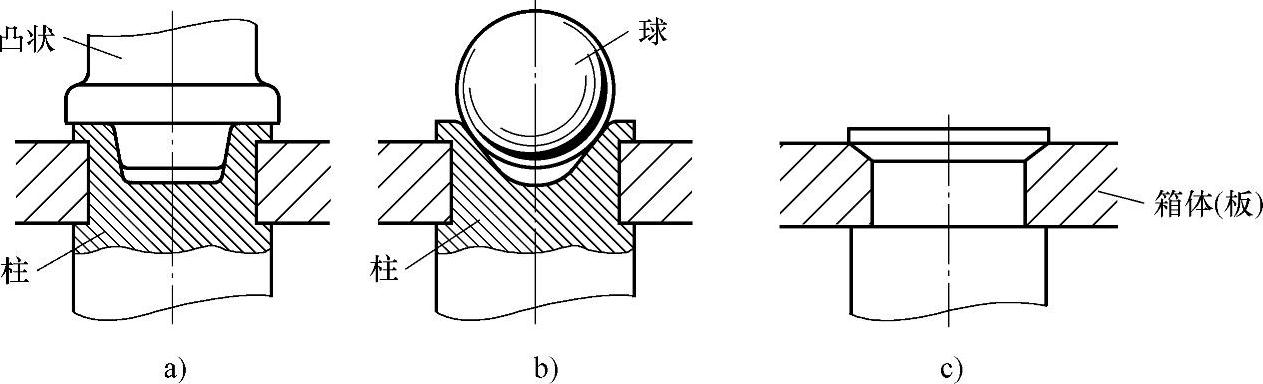
图11-37
图11-38:端部打冲(点冲若干点)固定杆或柱。a)冲头上有若干点,向下冲压,在端部打冲固定杆或柱;b)冲头将杆(或柱)端部冲扁平。
图11-39:用内齿压模成形,旋压端部,固定柱或杆。a)柱端为平面,旋压后形成凸缘,固定杆或柱;b)在杆端先制出环槽,旋压环槽扩径,固定杆或柱。
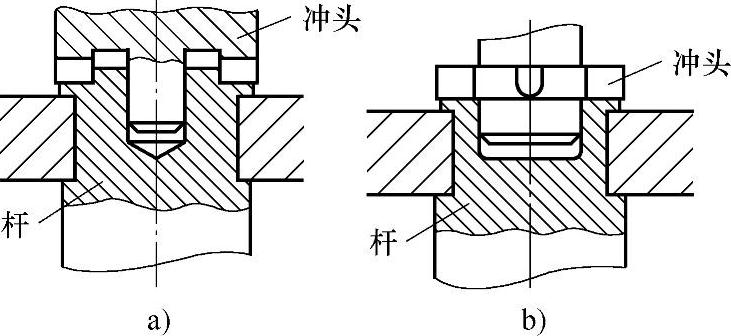
图11-38
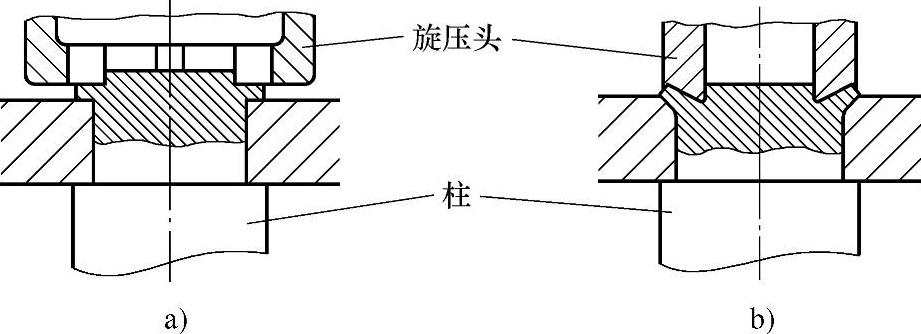
图11-39
图11-40:防止杆或柱旋转的固定方法。a)将柱或杆的方端压入方孔中;b)在杆上制出槽,并将其压入零件孔中;c)压合时,杆的圆柱端嵌入配合孔的倒角处预先制出的三角槽。
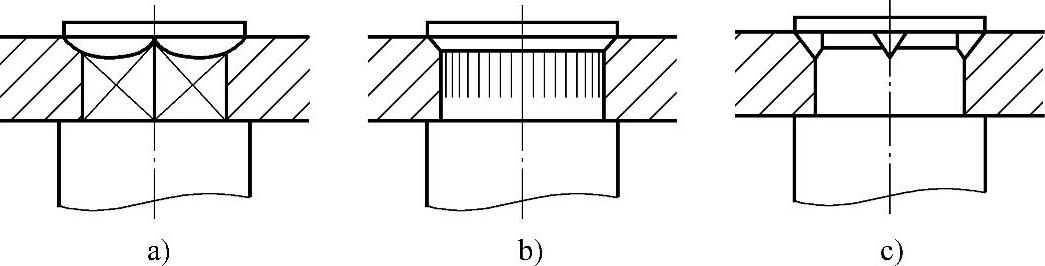
图11-40
图11-41:杆或柱为非塑性材料,嵌入塑性材料制造的零件中。a)在柱的周围滚压,使零件缩口,材料进入柱的环槽内,固定杆或柱;b)在柱上加工平座,用冲坑的方法,使材料进入平座,固定杆或柱;c)和d)杆上有环形槽和纵向槽,连接强度大。
图11-42:固定杆或柱的方法。a)冲点;b)缩口;c)局部旋压;d)边缘冲眼;e)敛缝。
图11-43:用塑性金属材料堵板、环将硬材料柱(或杆)与塑性金属板固定在一起。a)塑性金属材料堵板插入零件倒锥槽固定柱(或杆);b)带台阶的柱(或杆)伸出零件上表面,塑性金属环嵌入柱(或杆)的环槽固定柱(或杆);c)在零件上作出圆锥面,塑性金属环嵌入柱(或杆)的环槽固定柱(或杆);d)在零件和柱(或杆)上作出倒锥面,塑性金属环嵌入柱(或杆)的倒锥环,然后与柱(或杆)一起压入零件的倒锥槽内,固定柱(或杆)。b)突出零件上表面,不美观,但安装方便。a)、c)、d)安装后,与零件上表面相平,比较美观。
 (www.daowen.com)
(www.daowen.com)
图11-41

图11-42
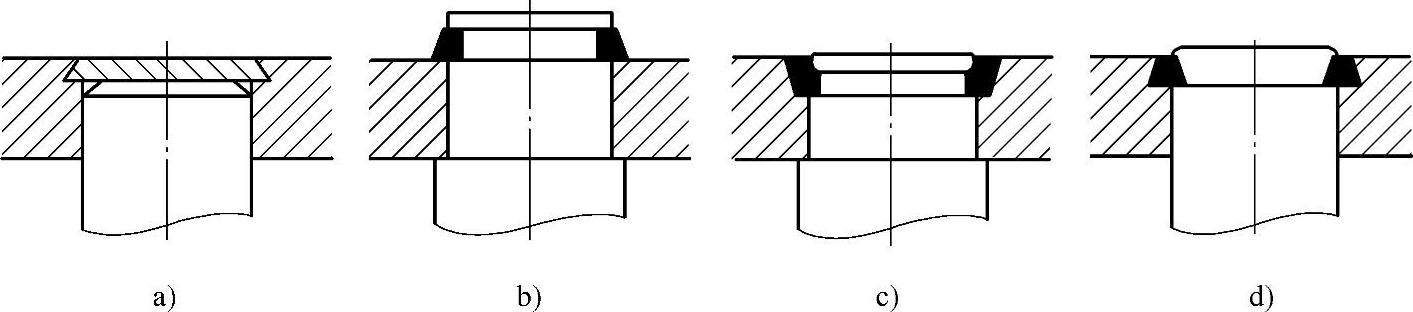
图11-43
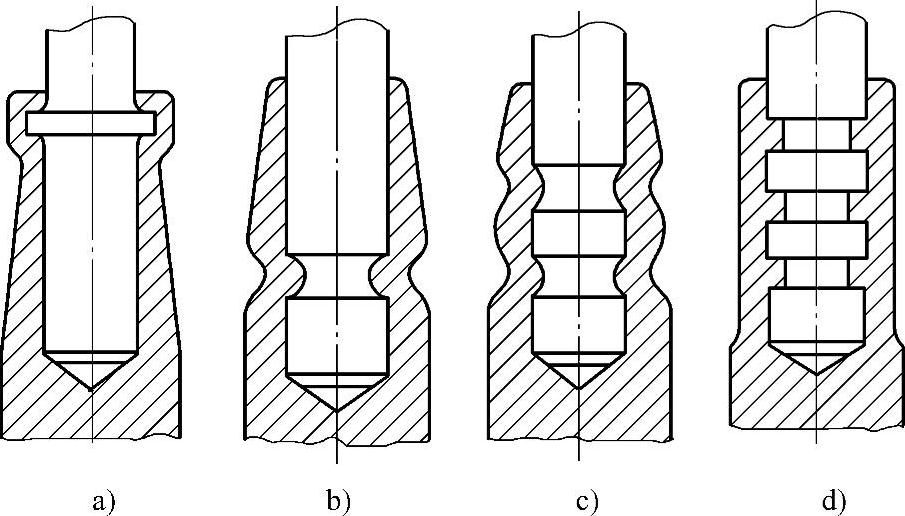
图11-44
图11-44:圆柱零件与同轴线零件的结合。a)圆柱零件有凸环,在同轴线零件上作出与之相适应的阶梯孔,将圆柱零件放入孔内,然后,在同轴线零件的外圆和上面滚压,将圆柱零件与同轴线零件结合在一起;b)圆柱零件有凹槽,在同轴线零件上作出与圆柱零件外径相同的孔,将圆柱零件放入孔内,在同轴线零件的外圆滚压,使材料进入凹槽,将圆柱零件与同轴线零件结合在一起;c)圆柱零件上有多个环槽,滚压同轴线零件使其部分材料进入环槽,使二者结合;d)能在同轴线零件中自由旋转,在自由旋转面上涂上覆盖层分离石墨油,此时,圆柱零件上做成矩形槽比较合理。
图11-45:夹板和立柱的扩铆连接。在仪器仪表制造中,立柱与夹板的连接,通常是扩铆其端部,为了防止立柱变形过大,在立柱末端钻孔,以得到空心的颈部,这样铆合比较容易。
图11-46:行星齿轮轴与转臂的铆合连接。在仪器仪表制造中,也使用扩铆的方法,将行星齿轮轴与行星齿轮机构的转臂固定连接。
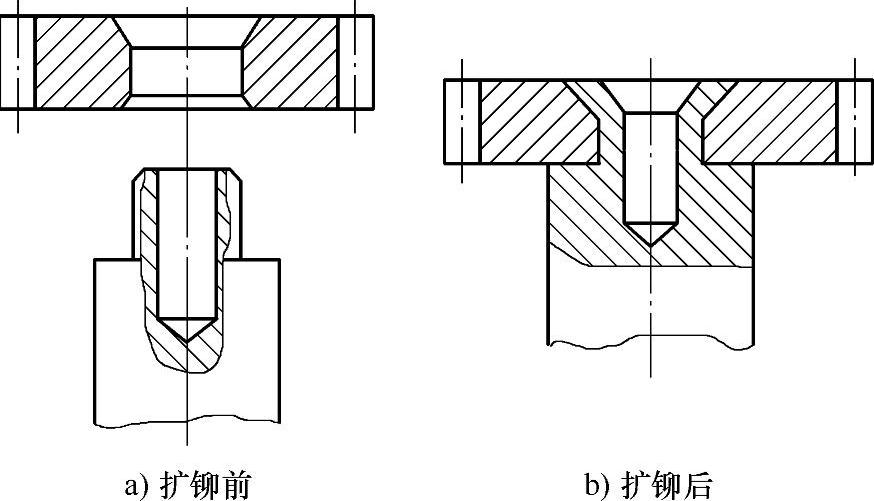
图11-45
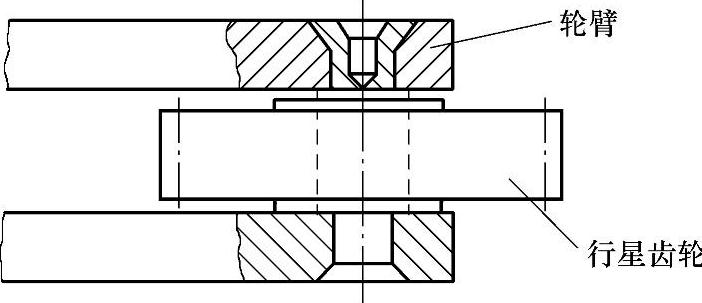
图11-46
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







