
夹紧连接一种摩擦连接,连接所需的正压力由旋紧螺钉(或螺母)产生。
夹紧连接的优点是:由于没有键槽,不会削弱轴;需要固定的零件可在任何角度以及沿轴的光滑段的任何位置加以固定。缺点是:夹紧连接转动部件,会带来很大的不平衡,且在用于重载时,外形尺寸会很大。
夹紧连接的结构形式有剖分式、切缝式、弹簧夹头和套筒夹紧式等。
夹紧连接常用于曲柄、曲轴的侧板等。
图7-60:机床尾座顶尖套的夹紧连接。顶尖套可以轴向移动、转动,可在任何位置夹紧顶尖套。a)用尾座直接夹紧顶尖套,结构虽然简单,但是一般机床尾座都是由铸铁制造,弹性较差;b)采用两个套筒夹紧顶尖套的结构较多。
图7-61:活塞销的夹紧连接。采用切口夹紧活塞销,可以移动和转动活塞销,可在任何位置固定活塞销。
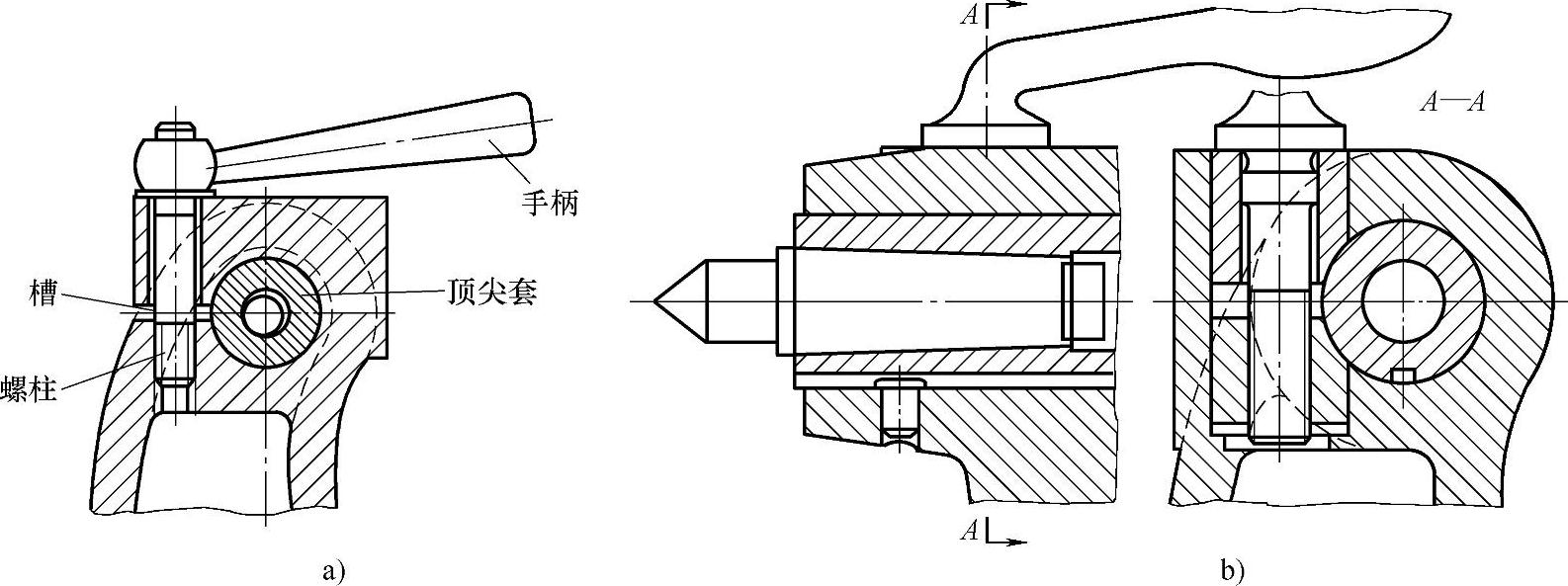
图7-60
图7-62:上盖和曲轴夹紧光轴的连接。用双螺栓将剖分式上盖和曲轴夹紧光轴,受力较均匀,可以移动和转动光轴,可在任何位置固定。
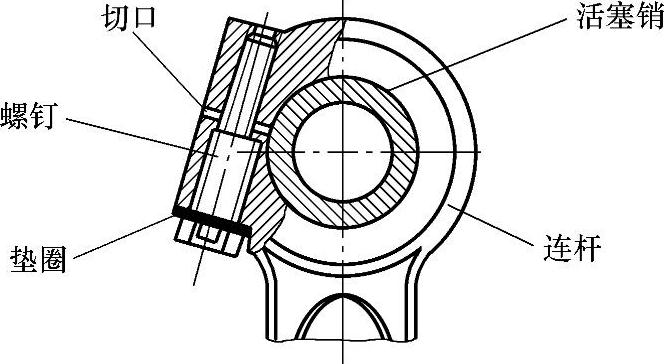
图7-61
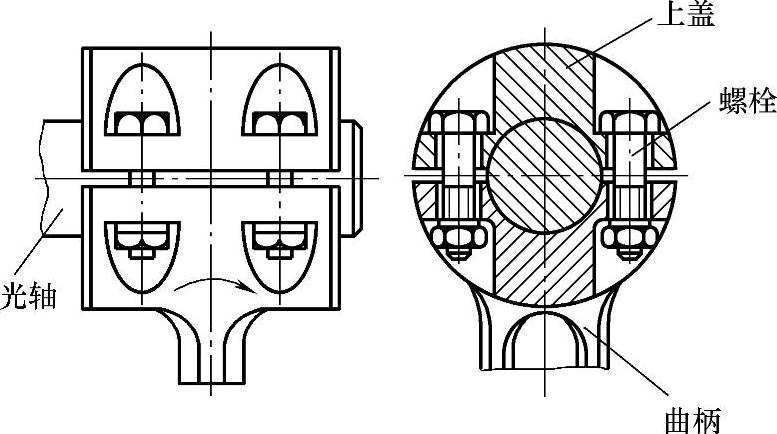
图7-62
图7-63:汽车钢板弹簧销的连接。夹紧前,钢钣弹簧销可转动,因为螺栓的限制,不能轴向移动;用螺栓、螺母夹紧后,利用摩擦力防止钢钣弹簧销转动。a)在两端铣槽结构简单,加工方便;b)在安装钢钣弹簧销孔内侧铣槽,加工麻烦。
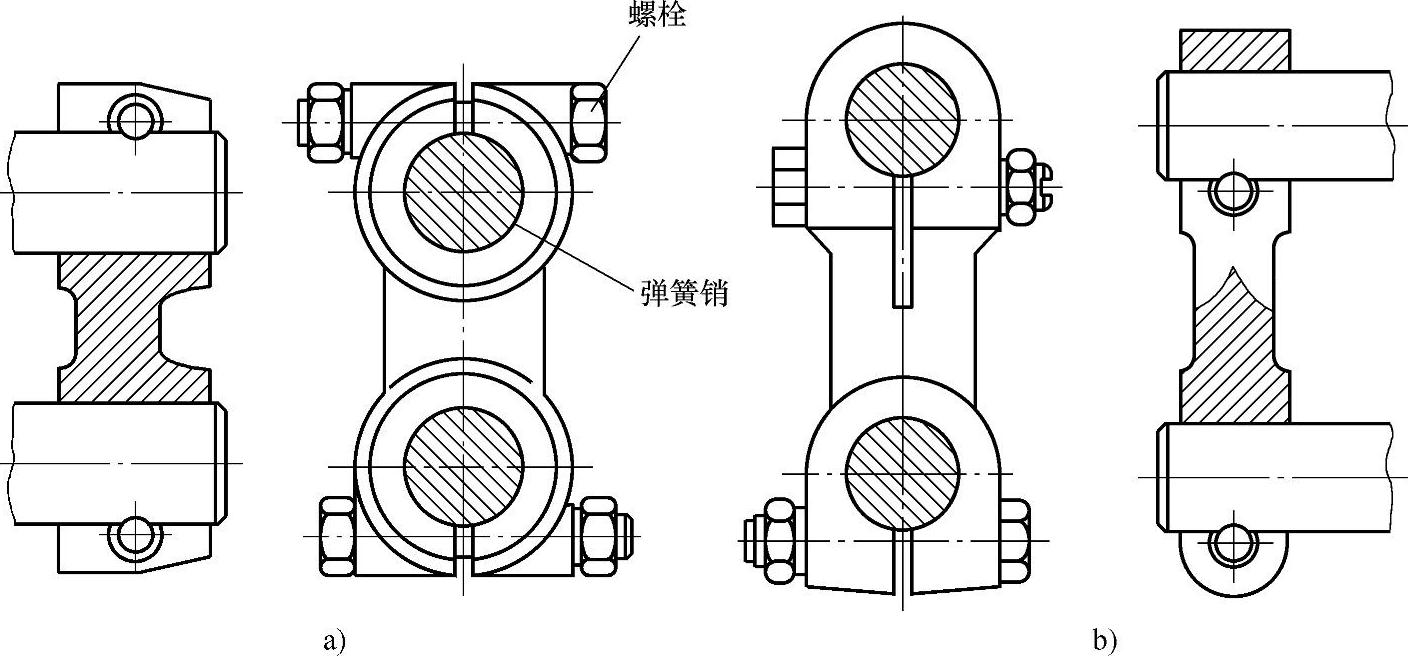
图7-63
图7-64:利用弹簧夹头内表面夹紧零件。用拧紧带内锥的套筒夹紧弹簧夹头,利用弹簧夹头内表面夹紧零件。
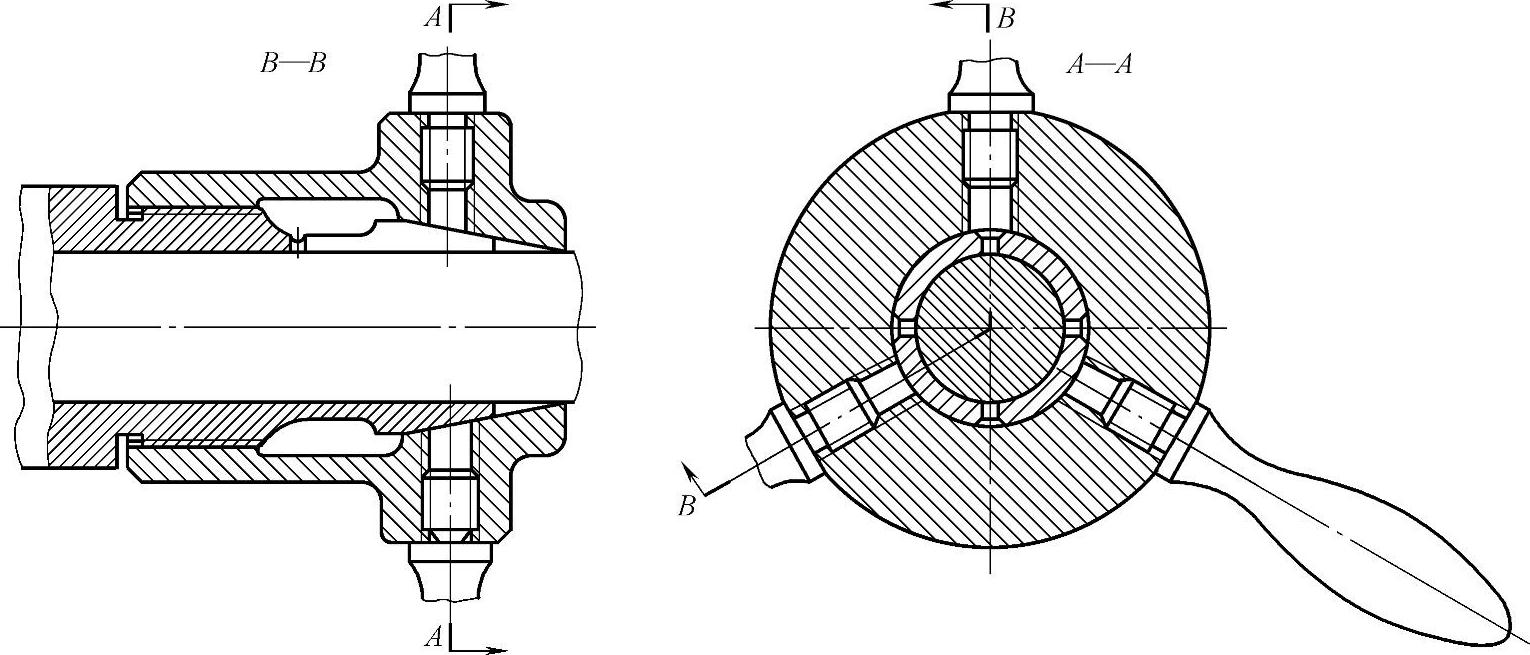
图7-64
图7-65:利用弹簧夹头外表面夹紧零件。用拧紧带外锥的心轴,胀开弹簧夹头,利用弹簧夹头外表面夹紧零件。(www.daowen.com)
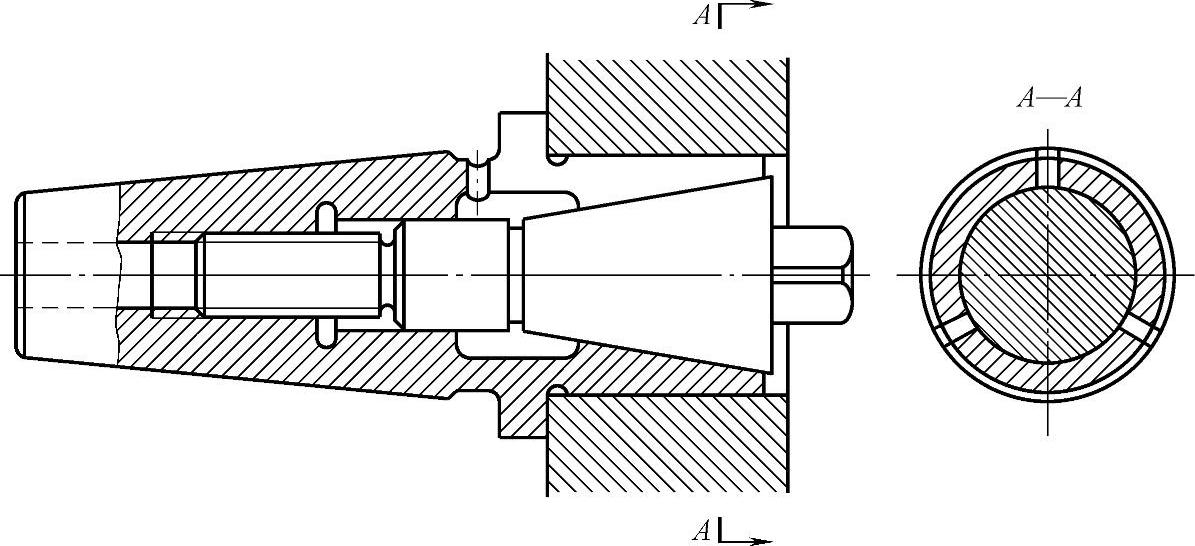
图7-65
图7-66:剖分式、切缝式以及切缝越过轴孔的结构比较。
a)剖分式:需要将盖装配在连杆上镗孔,才能保证孔的圆度,加工比较麻烦,但夹紧力比较均匀;b)切缝式:加工比较方便,但夹紧力不均匀;c)切缝越过轴孔,加工比较方便,夹紧力较均匀;d)切缝越过轴孔,用两组螺栓夹紧,加工比较方便,夹紧力均匀。
图7-67:轮毂的夹紧连接。a)切缝越过轴孔的结构,在端部切缝比较方便,一般在端部夹紧;b)旋转零件采用这一结构较好,螺钉头不突出圆周外,比较安全;c)剖分式,由于较大型的零件,传递力矩较大。
图7-68:气缸的夹紧连接。采用环箍将气缸固定在需要安装的位置上。
图7-69:用于夹紧大孔径毛坯的张开心轴。在机床夹具中,车削大孔径的工件时,采用张开弹簧夹头,可快速夹紧工件,提高装夹效率,节省辅助时间。
拧紧螺母,推动圆锥体向轴向收缩,使弹簧夹头向外张开,夹紧套筒类工件,适用于薄壁套筒。
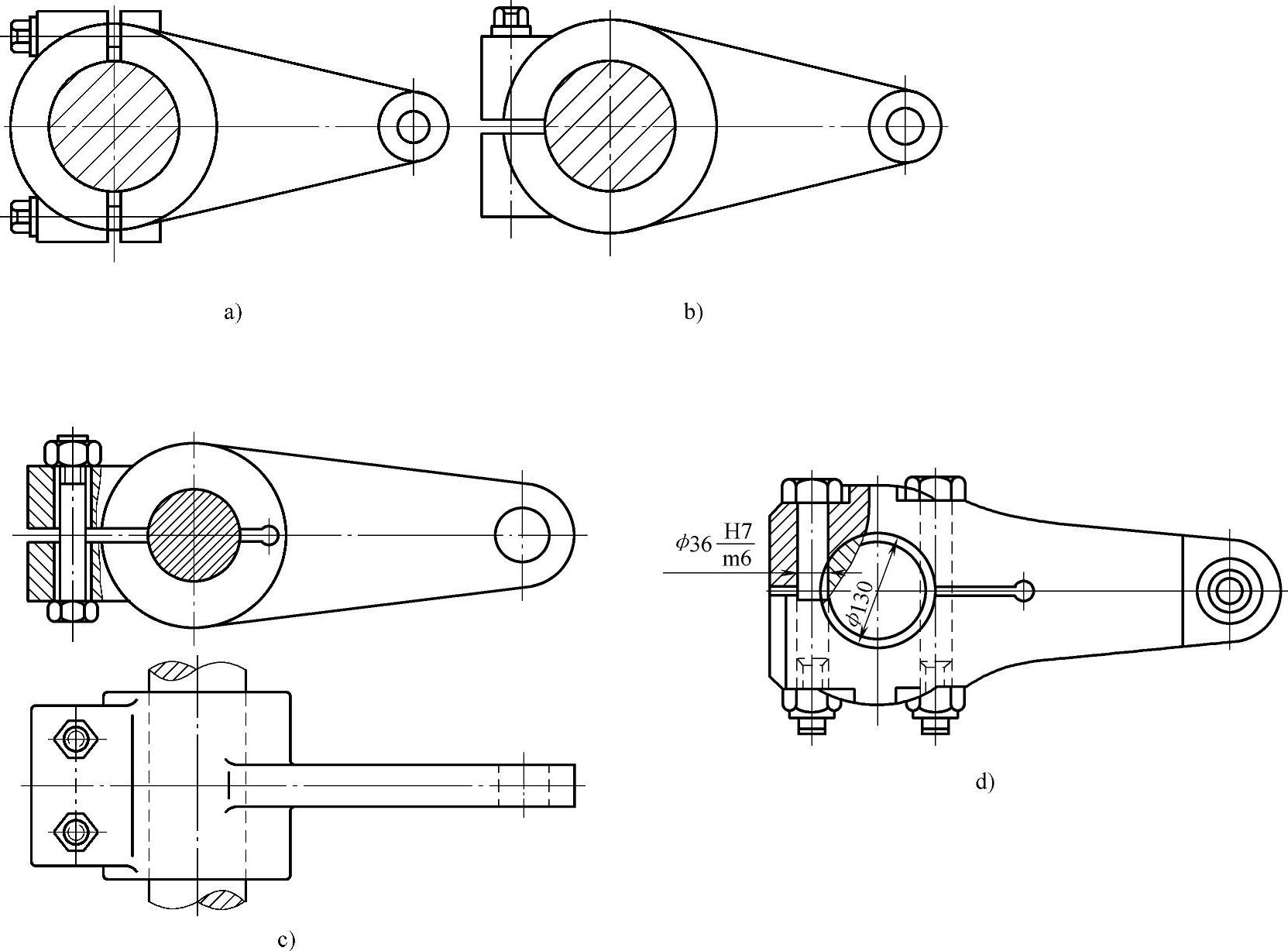
图7-66
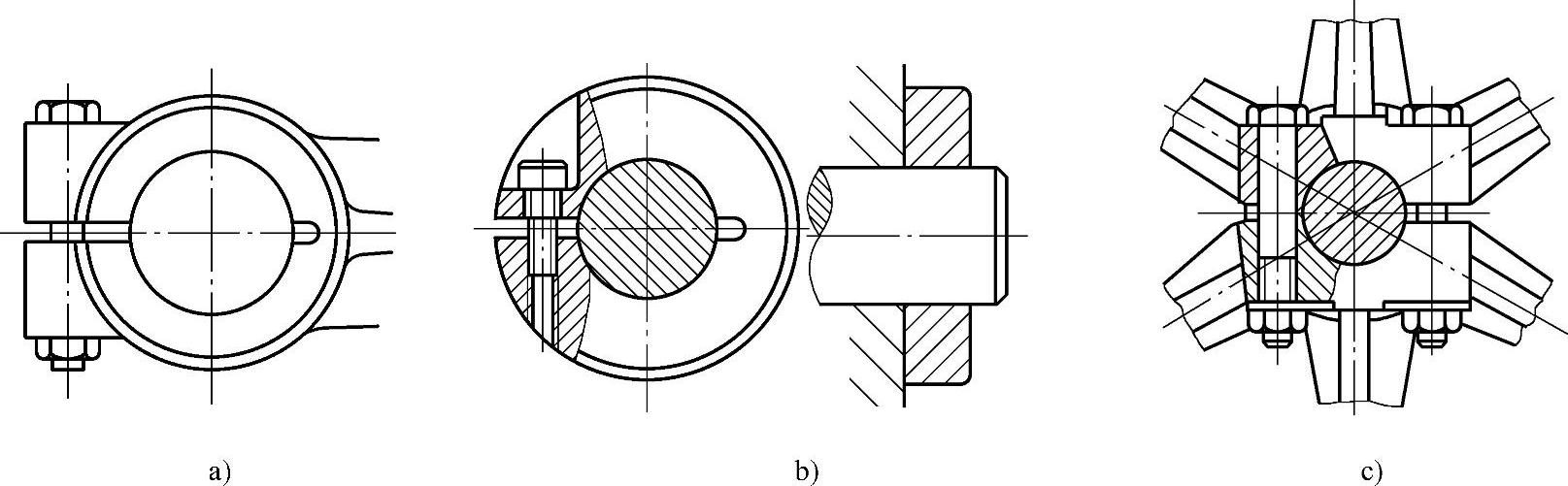
图7-67
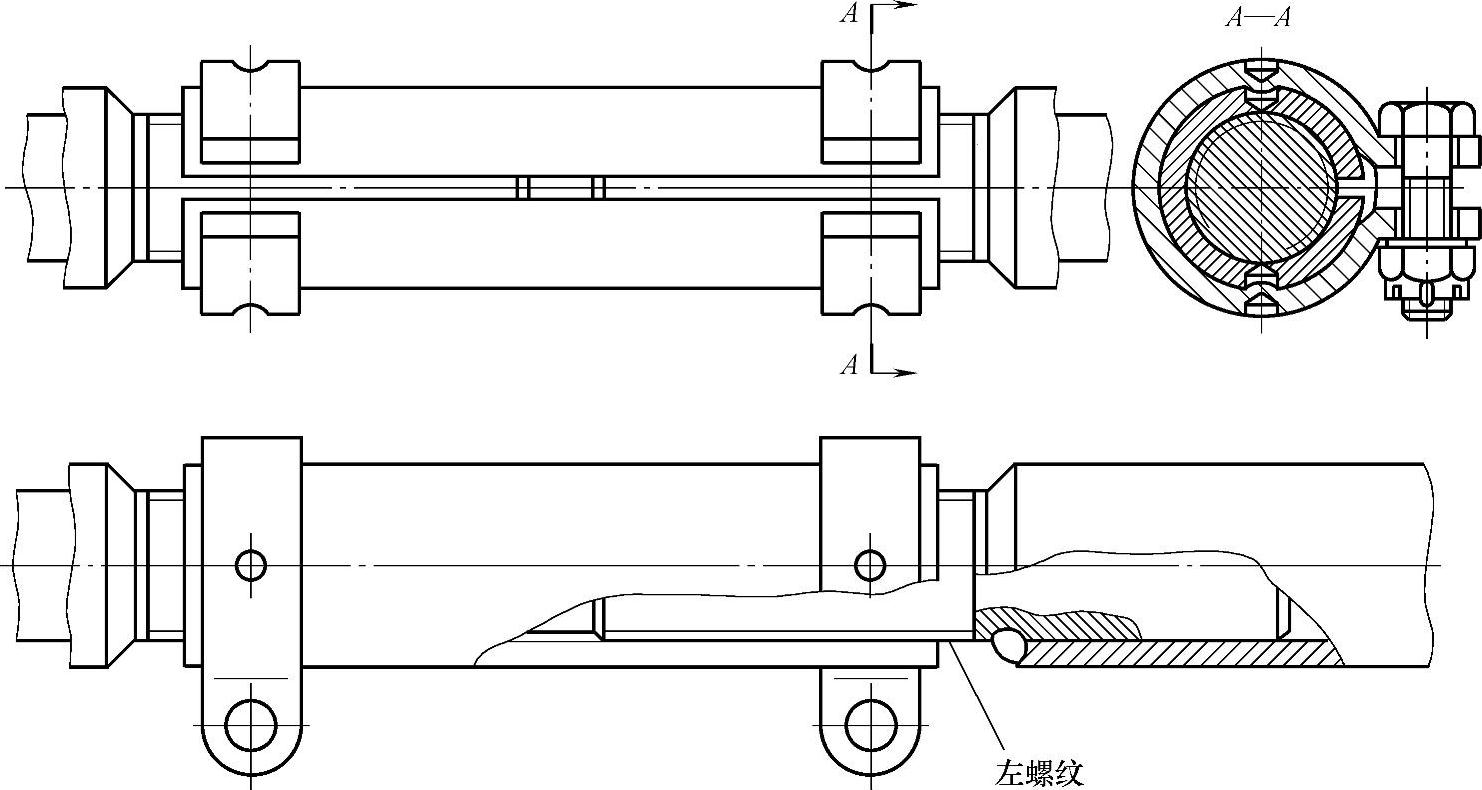
图7-68
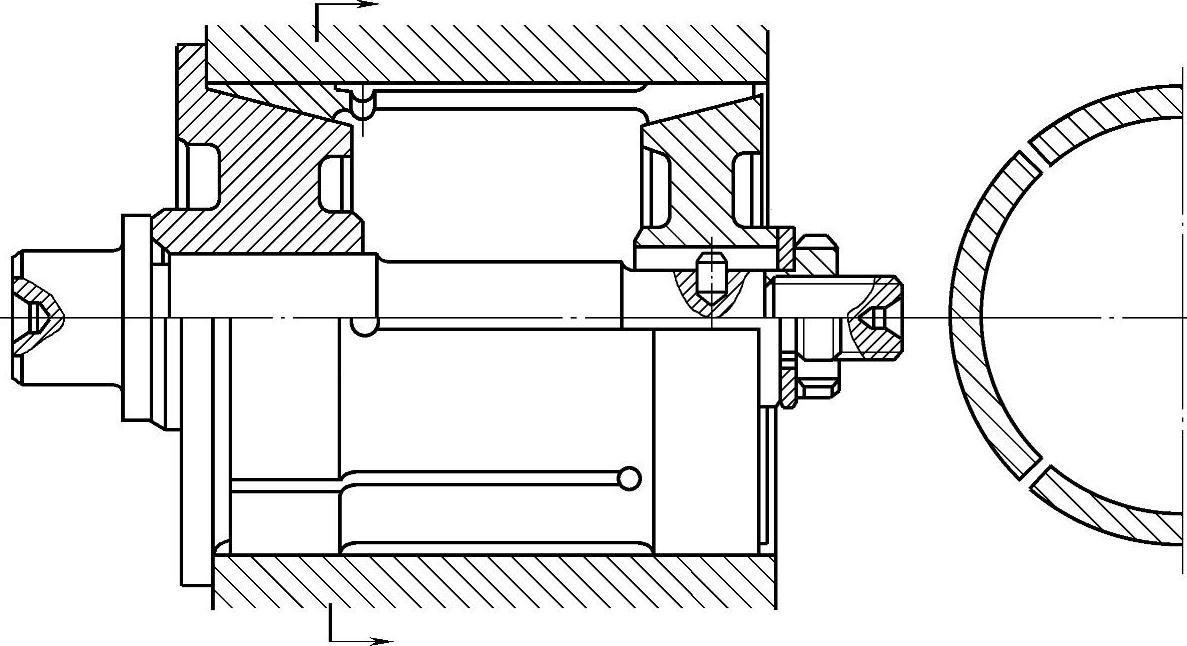
图7-69
图7-70:钻头等刀具的快换夹头。快换夹头是用双锥夹紧,钻杆上切有外螺纹和锥孔,六角套切有内螺纹和内锥孔,六角套拧在钻杆上。拧紧时,两锥面推动夹头缩紧,夹紧钻头等刀具;拧松时,在弹簧的作用下,将夹头松开。便于更换钻头等刀具。
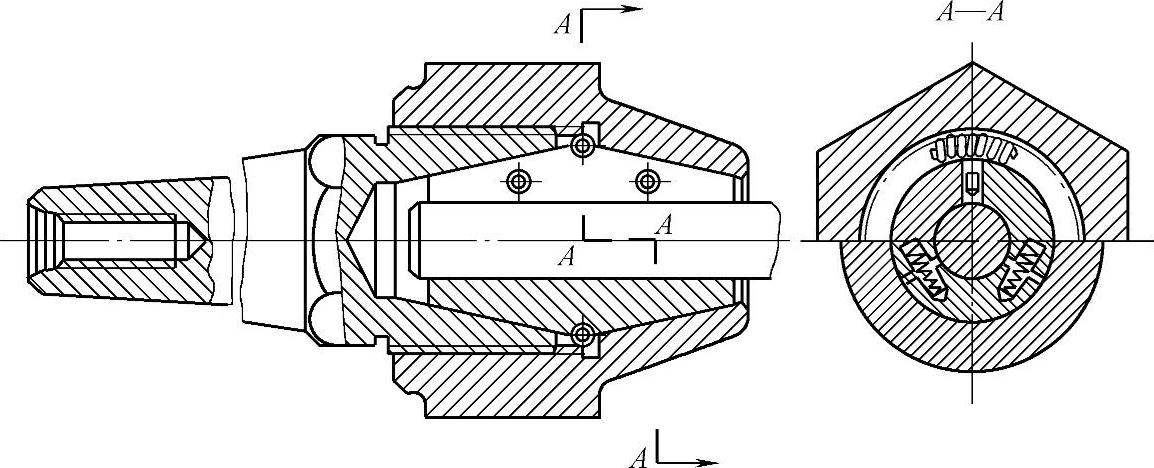
图7-70
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





