过盈配合连接一般应用于不可拆卸或很少拆卸的场合,采用液压装配与拆卸,也用作可拆连接。为了防止零件相互移动,要建立并保持压缩(被包容件)和胀紧(包容件)的弹性变形力,而这种力是均匀的。
过盈配合连接的结构简单,加工方便,零件数量少,对中性好,可用于较高转速下传递转矩,但装卸比较麻烦。
过盈配合连接的工作能力,大多取决于装配的正确性。
设计过盈配合连接时,要选择适当的配合种类和精度等级,以最小的过盈量传递足够大的转矩。轴与轮毂装配产生的应力,可能会导致装配失败。因此,在设计时要进行必要的计算,特别是热压配合的大型零件(如装载机底盘的套管与桥壳的装配),还要按过盈量计算加热和冷却时间来控制装配时间,以免导致失败。特别注意:过盈配合连接后的组件不允许再进行热处理,以免材料失去弹性变形,造成连接失效。
图7-38:为使装配容易,轴端应倒角或圆角。a)轴的尾部倒角α=30°~45°;b)大的过盈配合时α=10°~15°,轴上倒角高度h,为了装配方便,轴上尾部尺寸d比孔的尺寸d0小0.1~0.3mm;c)最合理的是在轴的端部倒圆角;d)轴上加工出圆柱段,与孔的配合为H7/h6;e)孔上加工出圆柱段,与轴的配合为H7/h6。
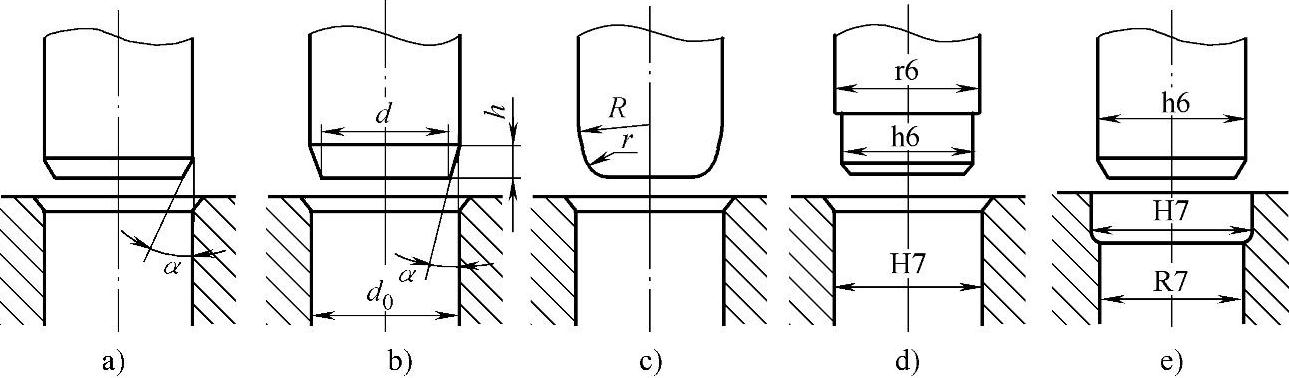
图7-38
图7-39:过盈配合连接,要有明确的轴向定位结构。a)、b)为压在套筒的支承上;c)套筒压在孔的凸台上,而轴以套筒的端面定位;d)压到与孔同高;e)用一个定尺寸的隔离环,可在任何位置定位。
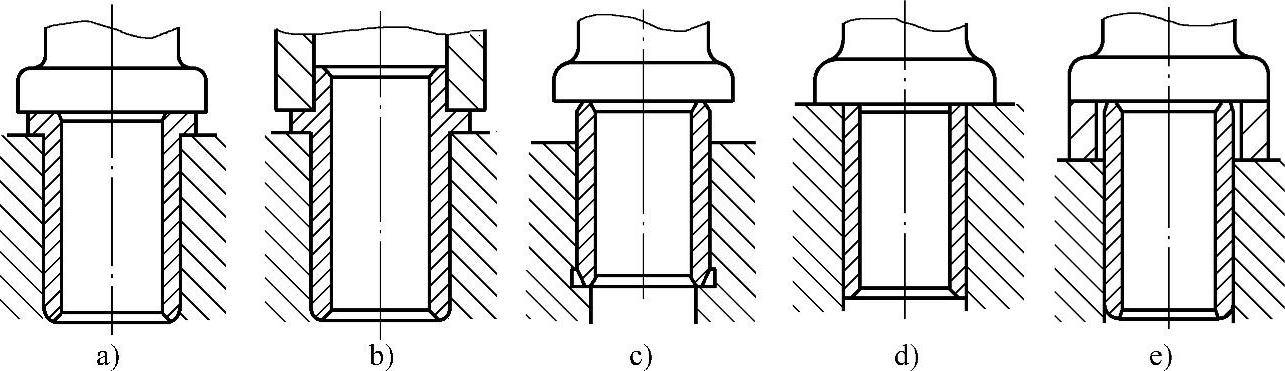
图7-39
图7-40:过盈配合连接中,要考虑导向。过盈配合连接中,重要的是防止连接零件被卡住,因此要考虑压入时的导向,压入薄壁套时,更要用心轴导向。a)用定心心轴导向;b)用有导向柄的心轴导。
图7-41:将套压入壳体或轮毂内,会产生内凹。a)套产生内凹的形状;b)当套不是对称布置时,内凹会移向刚性的一侧。通常套要留铰孔余量0.02~0.1mm,对孔进行最终加工。
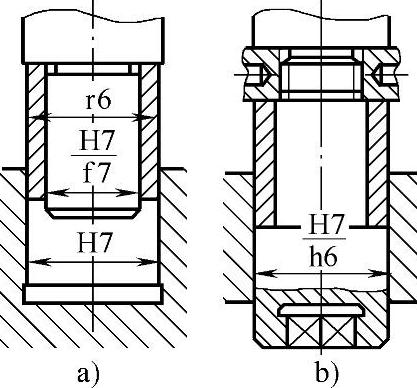
图7-40
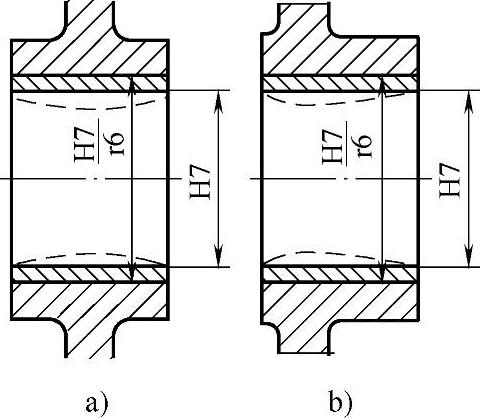
图7-41
图7-42:过盈配合连接导致连接零件的变形。a)零件压入轴的空腔中时,轴的外表面会凸起,对轴要进行最后加工;b)将薄壁齿轮压到轴上,薄壁齿轮的轮齿会产生变形,对轮齿也要进行最后加工。
图7-43:过盈配合零件,在压入不通孔时,要考虑能排出空气。a)没有考虑排出空气的措施,不正确;b)由槽排出空气;c)由中间孔排出空气;d)在孔底开孔排出空气,正确。
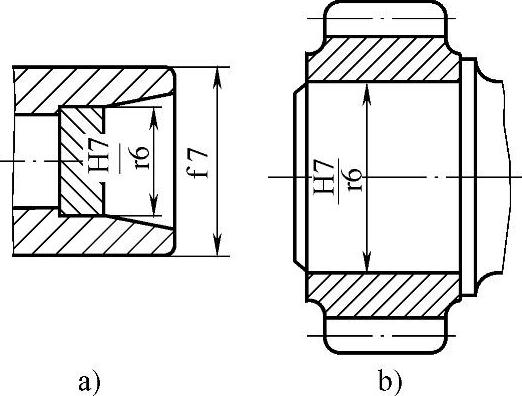
图7-42
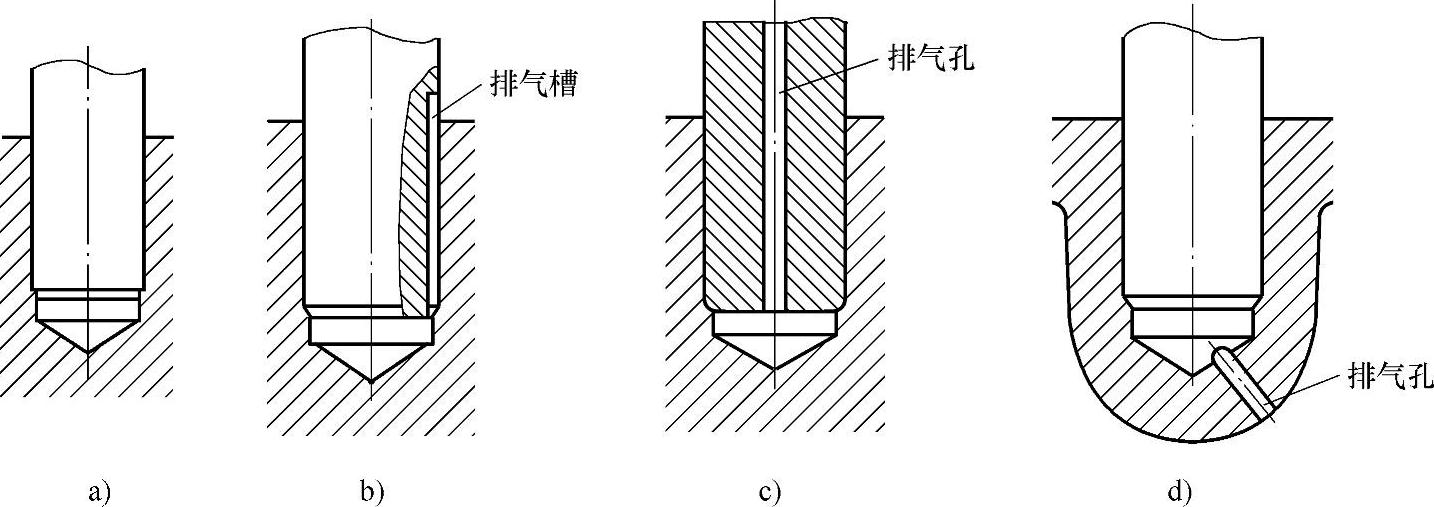
图7-43
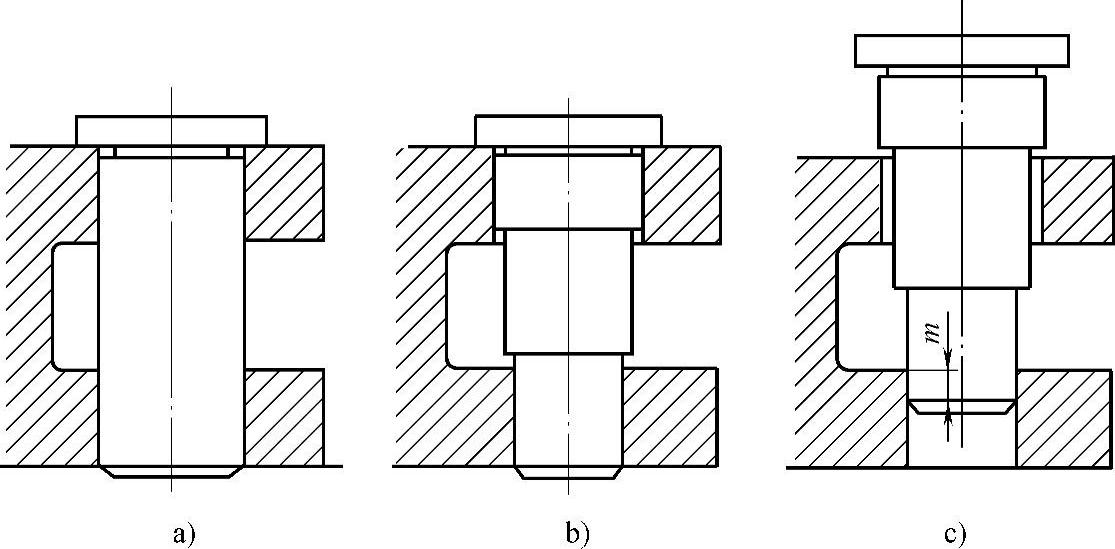
图7-44
图7-44:过盈配合零件轴与孔的尺寸关系。不允许压入零件同一直径的过盈配合不连续孔,因为在同一直径时,零件通过第一个孔,难免会歪斜或损伤表面,压入第二个孔将非常困难。所以,a)用同一直径的轴过盈配合不连续的孔,不正确;b)配合区做成不同直径,正确。对于零件的轴向尺寸,装配时不应两个配合面同时进入,否则装配也困难。c)使第一台阶压入一段距离后(m=2~3mm)再进入第二台阶,正确。
图7-45:在设计过盈配合的结构时,应考虑装配的方便性。
a)有时为了减少精加工的工作量,做成两个短的配合表面,但其配合表面为同一直径,装配困难;b)、c)采用全长上配合,装配方便。
图7-46:防止叉形零件的耳孔挠曲。过盈配合的轴压入叉形零件的孔内时,若孔耳的刚性不够,则孔耳发生挠曲,使孔歪斜,因而不可能压入下孔。为此,应该使用夹具,使孔耳不发生挠曲,最简单的方法是在两个孔耳之间嵌入U形块。
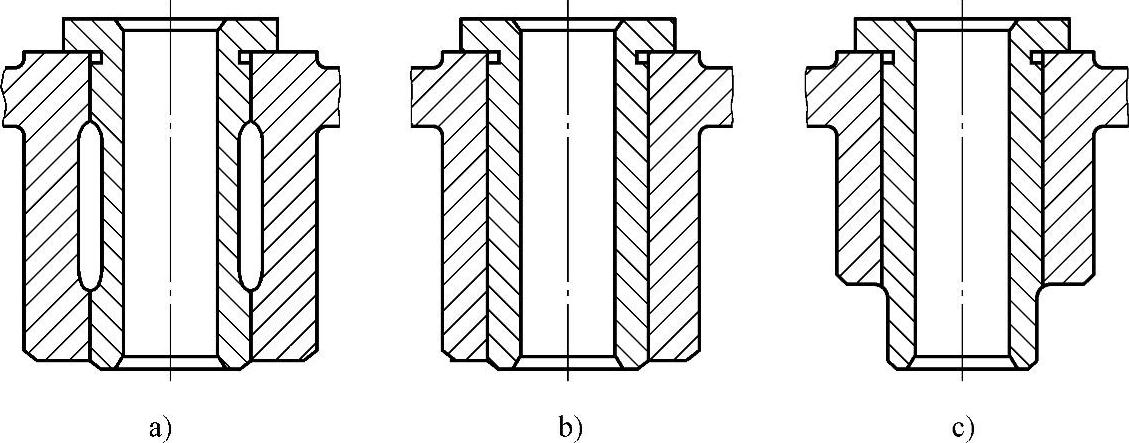
图7-45
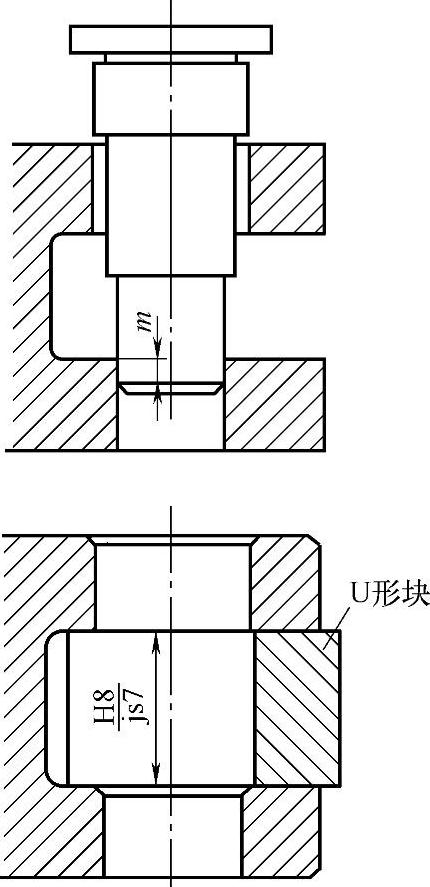
图7-46
图7-47:过盈配合零件的结构。包容件和被包容件径向应有均匀的刚性。a)包容件和被包容件有切口,在压入套筒时不可避免套筒会偏移到切口的一边;b)是较好的解决方法:避免用有切口的地方作为配合面;c)最好用H7/h6配合,然后用螺钉固定;d)有时在包容件或被包容件端部做成不开通的切口,出口处用H7/h6配合。
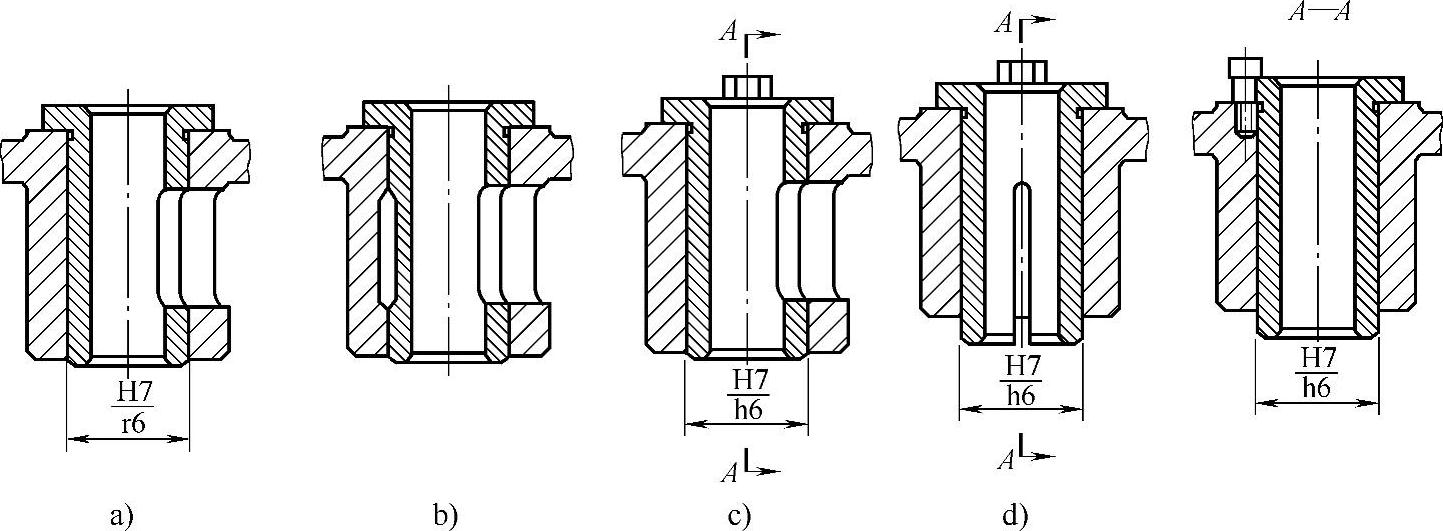
图7-47
图7-48:过盈配合连接的压力区,要有足够的长度,包容件和被包容件要有足够的厚度。
a)、c)压力区的长度不够,b)、d)包容件与被包容件的厚度不够,压入时会破坏配合表面。一般用途过盈配合的最小长度,可利用公式lmin=ad2/3,系数a根据包容件的材料确定:钢a=4,铸铁a=5,轻合金a=6;受高弯矩和不确定力作用的连接以及必须精确导向和强力连接时(例如床身立柱)压入长度约为1.5~2d。
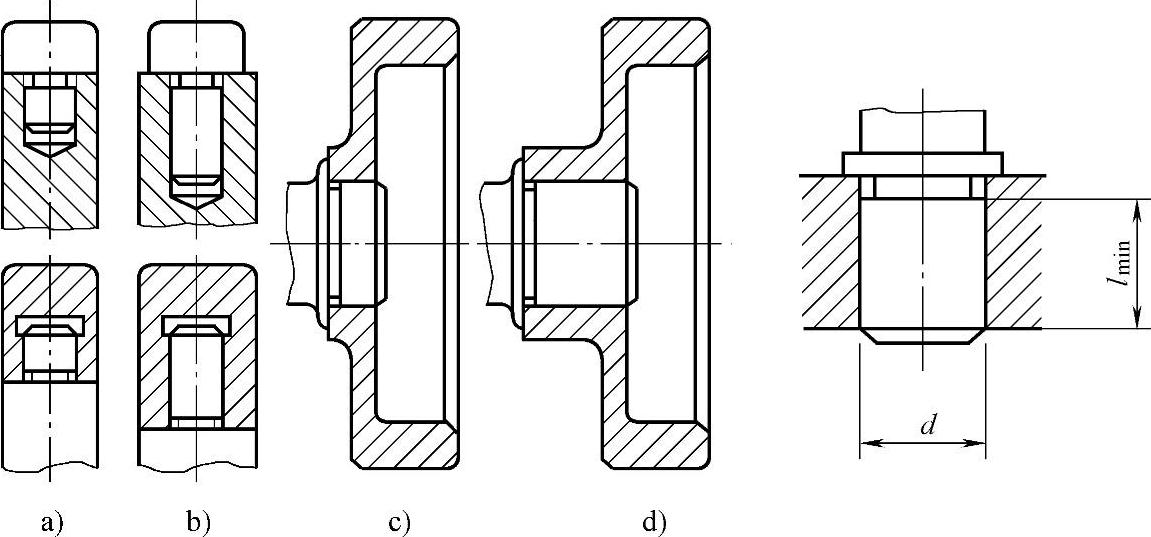
图7-48(https://www.daowen.com)
图7-49:在要求轴的装入有确定的角度位置时,应先在轴上装入键。具体措施:a)减小轴的端部直径,使键先进入到键槽一段距离后,轴才压入孔内;b)键凸出轴的端面,装配时使键先进入键槽。
图7-50:可拆过盈配合结构用于拆卸的表面最好是平面。a)轴端环面较窄,带轮为锥面,都不适于作为拆卸表面;b)带轮有圆柱段支承,在轴的端部加工出平面,但在拆卸时会产生过高的应力;c)最好,用于拆卸的支承面,就做在轮毂上,便于拆卸。
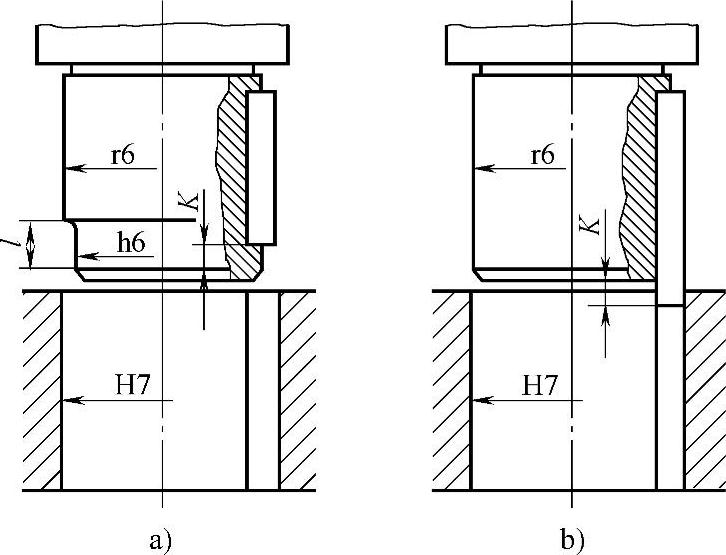
图7-49
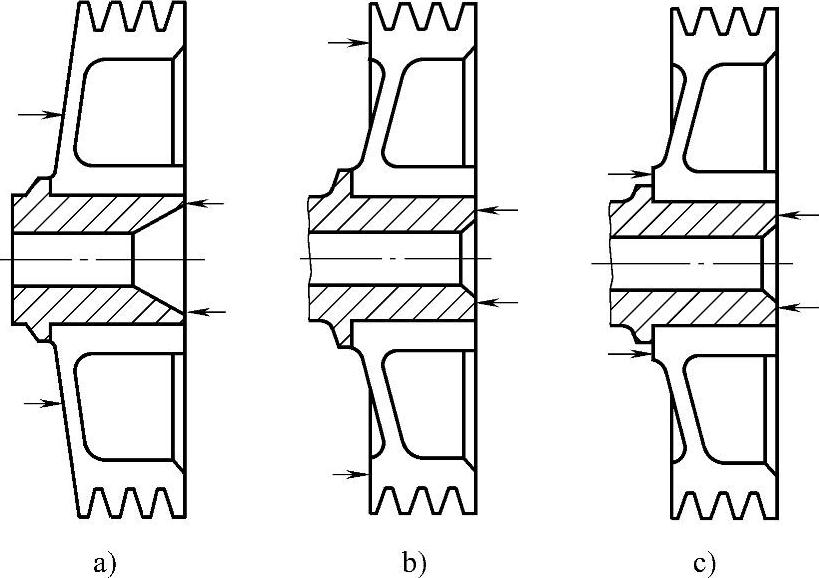
图7-50
图7-51:可拆过盈配合结构要有用于拆卸的工艺螺孔。a)没有工艺用螺孔,拆卸困难;b)设计有工艺用螺孔,拆卸容易。
图7-52:避免过定位。a)除圆柱面配合外,还有两个端面定位,实际上两个端面只能有一个端面接触,另一个是多余的定位面;b)的结构是合理的,没有多余的定位面。
图7-53:过盈配合面不宜过长。a)轴的中间没有下凹;b)轴的中间下凹。过盈配合长的配合面如果中间不下凹,压入困难,且易损伤配合面。
图7-54:考虑改善应力分布状况的措施。
轮毂与轴过盈配合两端的压应力比中部大(图7-54a),应力集中将严重降低轴的疲劳强度。因此,在进行结构设计时应设法改善应力分布状况。通常采取下列措施:b)使轴靠近配合面两端的非配合面直径小于配合面直径,并以较大圆弧过渡,配合直径d与非配合直径d′之比通常取d/d′>1.05,圆弧半径取r≥(0.1~0.2)d;c)、d)在被包容件上加工出卸荷槽,必要时卸荷槽应经过滚压处理,以提高疲劳强度;e)在包容件的端面加工出卸荷槽;f)减小包容件的端部的厚度
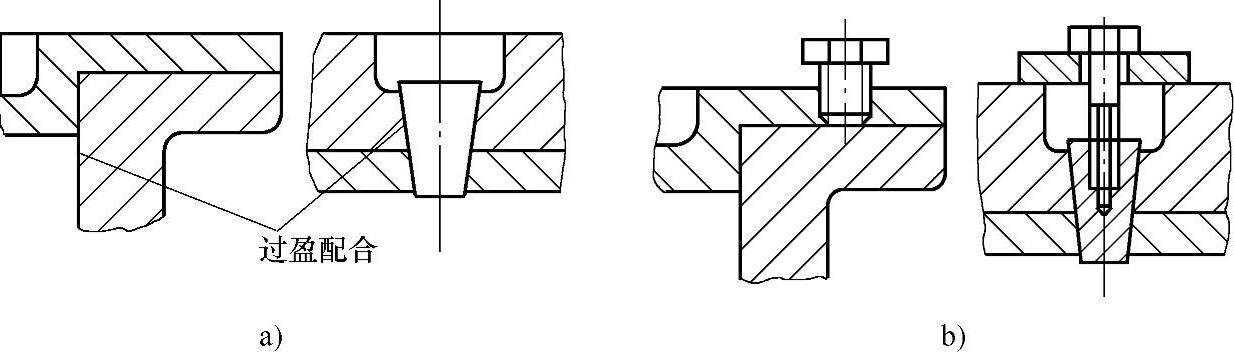
图7-51
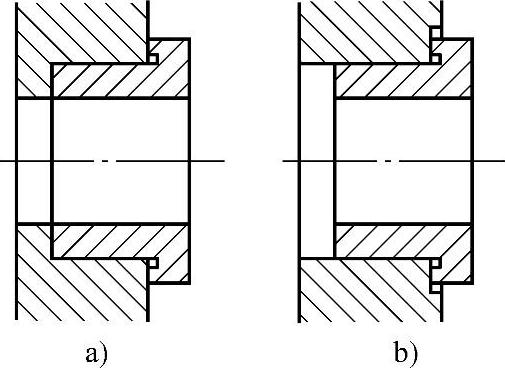
图7-52
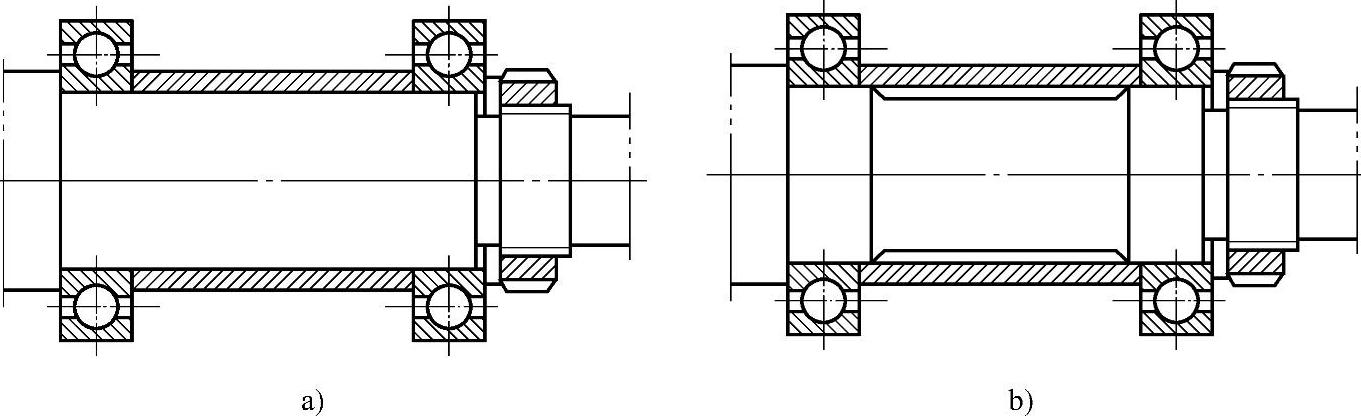
图7-53
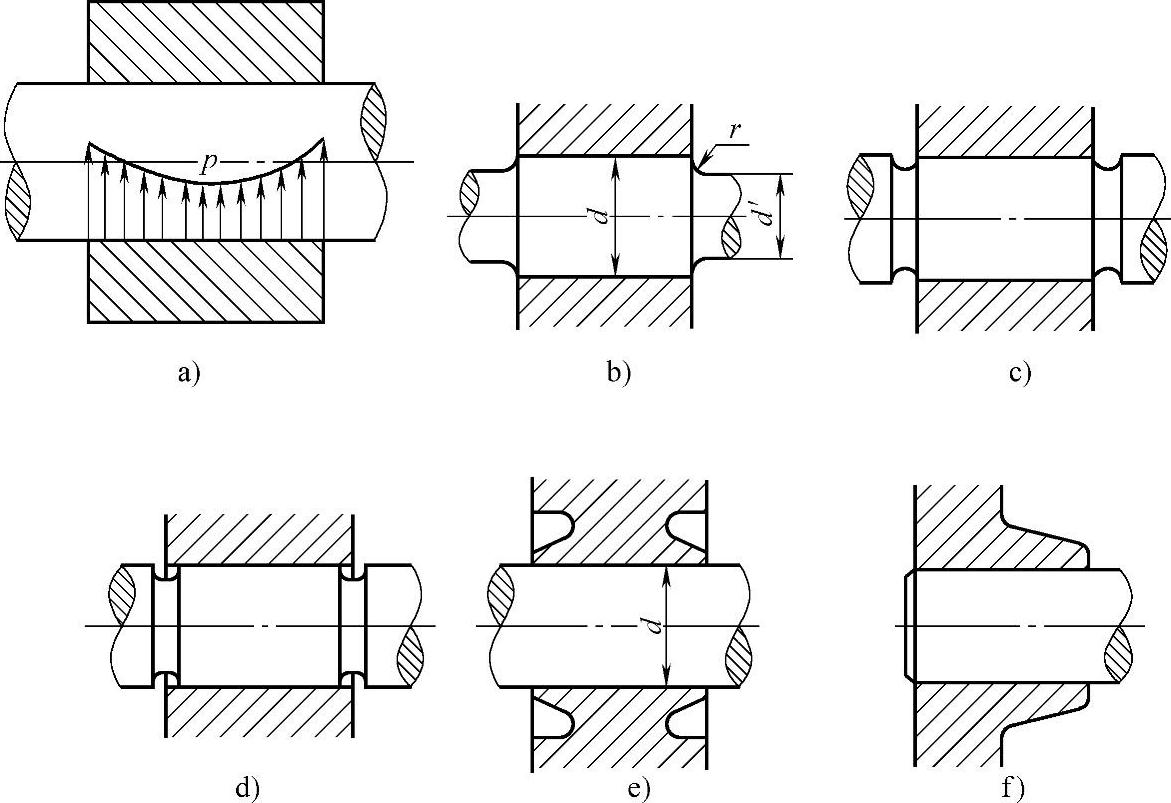
图7-54
图7-55:设计出液压孔,用液压拆卸。过盈配合中液压装拆,主要用于圆锥面的配合,也可用于圆柱面的配合。150~200MPa的液压油通过液压孔进入轴毂之间,在油压的作用下使被拆卸的零件发生弹性变形。油还有润滑作用,使拆卸更容易。a)液压油通过轴的锥孔进入轴毂之间;b)通过轮毂的锥孔进入轴毂之间孔进入轴毂之间;c)套筒与盲孔的过盈配合,可在孔中注油,用活塞将套压出。
图7-56:带中间圆锥套过盈配合的液压装拆。
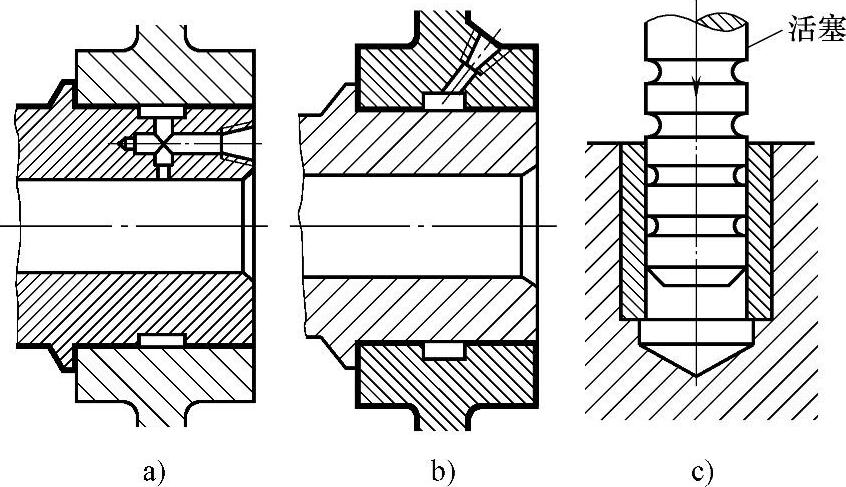
图7-55
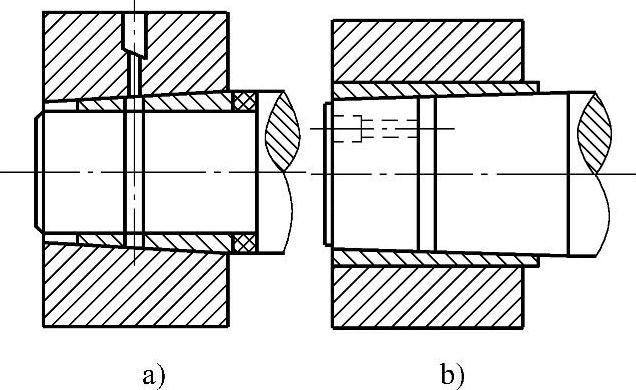
图7-56
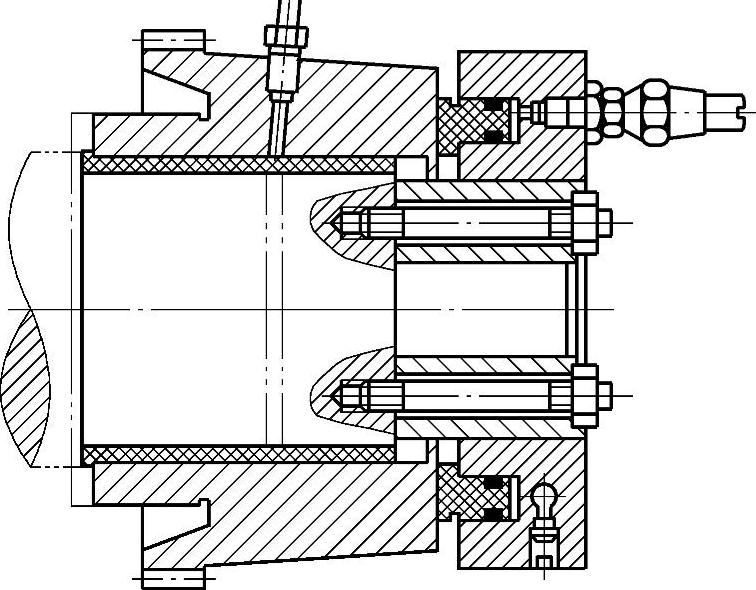
图7-57
这种连接的被连接零件之一的配合面为圆锥面,a)为外锥式,b)为内锥式。一般下列情况采用这种连接:1)包容件或被包容件不便加工成圆锥面时;2)拆卸次数较多,要求避免擦伤配合面;3)由于零件可能有铸造缺陷等原因而漏油,不能形成高压等场合。
注意:1)油孔和油沟可开在包容件或被包容件上,但必须开在具有圆锥面的零件上。2)圆锥套的厚度,在工艺条件允许下,希望做得薄些,以利于压装和密封,其平均厚度一般取(0.025~0.05)d,d是套的内径。3)圆锥套配合面的锥度,常取1∶50~1∶30,当圆锥套较长时,为限制大端厚度,可取1∶80。4)圆锥套多为外锥式,外锥式圆锥套与轴的配合,当d<100mm时,一般取G6/h5,当d>100~300mm时,一般取G7/h6。内锥式圆锥套与`轮毂的配合,一般取H6/n6,当d>100~300mm时,一般取H7/n6。圆锥套内外表面的粗糙度Ra0.4~0.8μm。5)对圆锥面的尺寸精度要求:以圆锥面大端直径为基本参数,按GB/T 1801—2009选取的尺寸偏差不应低于7圆锥级,圆锥母线的直线度、圆锥体的圆度分别不应超过由H7/u7确定的过量的9%~14%。圆锥面的接触率不低于75%~80%,并且接触均匀,配合面的表面粗糙度Ra<0.8μm。
图7-57:带中间圆锥套过盈配合的液压装拆。
装配时,将连接法兰与轴连接,以圆环端部的密封圈顶住轮毂,压力油从管嘴进入法兰中的环槽内,推动圆环,使轮毂左移压紧中间圆锥套;另一方面,轮毂上的管嘴,也进入高压油到轮毂的环槽使圆锥套缩小,轮毂胀大。这样,较容易使轮毂左移,到达轴肩位置后,排出高压油,就将轴和轮毂固定了。最后,取下连接法兰。
拆卸时,高压油从轮毂上的管嘴进入到轮毂的环槽使圆锥套缩小,轮毂胀大,就能将轮毂拆下。
图7-58:圆锥面过盈配合轴毂连接的液压装拆。此例是不带中间圆锥套的圆锥面过盈配合轴-毂连接。装配时,压力油从油嘴进入,一路进入轴与轮毂之间,另一路进入增压室。轴与轮毂之间的高压油使轴缩小,轮毂胀大;增压室的高压油推动轮毂右移。达到预定位置后,排出高压油,就已将轴-毂装配好。拆卸时,用锁紧螺钉堵住进入增压室的油路,压力油只进入轴与轮毂之间,使轴缩小,轮毂胀大,取下液压螺母,即可将轮毂拆下。
图7-59:圆柱面过盈配合轴毂连接的液压拆卸。圆柱面过盈配合的轴毂连接一般不用液压装配,但有时采用液压拆卸,特别是大型零部件。拆卸时,压力油从轮毂的多个油孔注入轮毂的环槽,使轴缩小,轮毂胀大;从封闭法兰的油孔进入轴端的压力油,推动轴向左移动,从而将轴拆下。采用液压拆卸不会损坏连接表面。
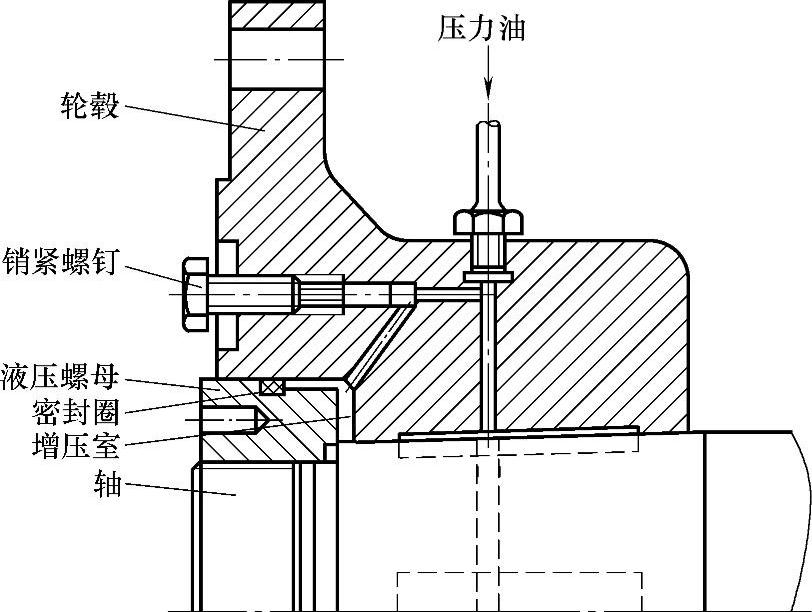
图7-58
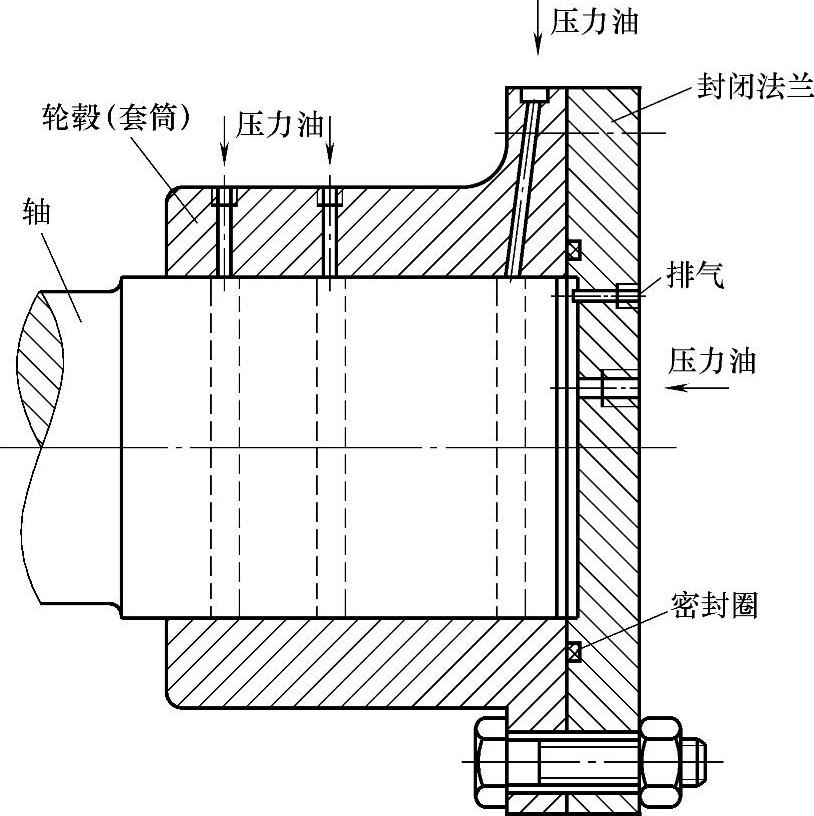
图7-59
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





