图6-48:国家标准规定矩形花键以小径定心。
花键连接的设计,首先考虑的是花键连接的定心,因为花键连接的定心精度,会直接影响到齿轮的加工精度和传动精度,为了保持花键连接的定心精度,要求提高花键轴和花键孔的耐磨性,必须对花键轴和轮毂(或花键套)进行热处理,由于热处理变形又会影响花键的精度,所以,在热处理之后,要进行精加工。还要从工艺角度考虑采用什么样的定心方法,便于保证花键连接的定心精度的制造工艺。根据以上原则,国家标准规定了矩形花键用小径定心。
1)花键轴可以用花键磨床磨削小径和侧面,以消除热处理变形,达到较高的精度,轮毂(或花键套)的小径可以在内圆磨床上进行精密磨削。
2)在加工齿轮时,利用精磨过的小孔定心,能保证齿轮装配后的传动精度。
3)花键轴和轮毂(或花键套)都是经过热处理后,再进行精密磨削,提高了耐磨性。
4)对于较小的齿轮与花键轴的连接(如机床齿轮传动),采用小径定心,提高传动精度和耐磨性。
5)对于125mm大直径的花键连接(如工程机械和拖拉机的齿轮传动),内花键孔的拉削加工,需要大吨位拉床,大直径的花键拉刀制造困难,而且各厂又很少有大吨位拉床,所以多数采用插齿加工(单刀分度法插单个键槽),或在拉床上用单齿拉刀分度拉削,这些工艺方法很难到达规定的大径的公差要求,所以大直径的花键连接也采用小径定心。
图6-49:固定齿轮与花键轴的连接。固定齿轮与花键轴的连接,采用轻系列尺寸规格,公差配合按标准选用固定装配形式。
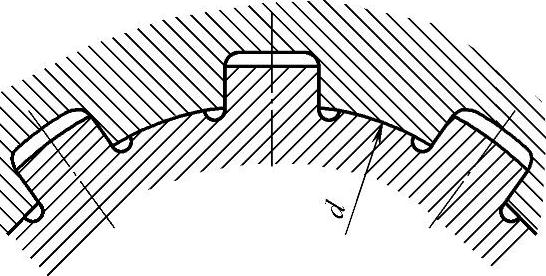
图6-48
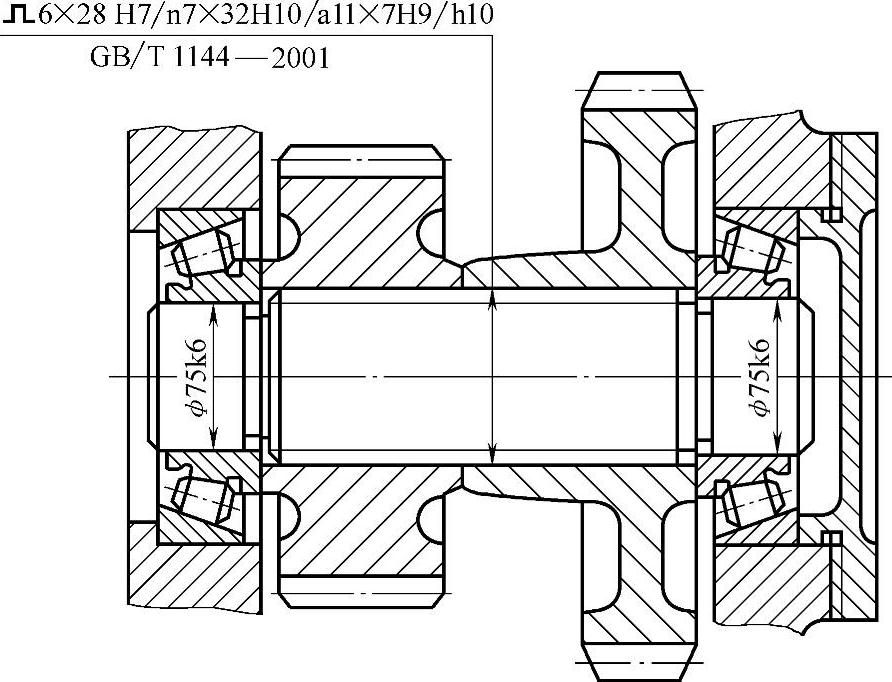
图6-49
图6-50:移动齿轮与花键轴的连接。由于齿轮在花键轴上移动,因此花键轴和齿轮需要进行热处理,以提高耐磨性。为了修整热处理变形,采用小径定心。齿轮的小径在内圆磨床进行磨削,花键轴的小径在花键磨床磨削,能保证高定心精度。由于齿轮在花键上移动,故采用滑动配合。
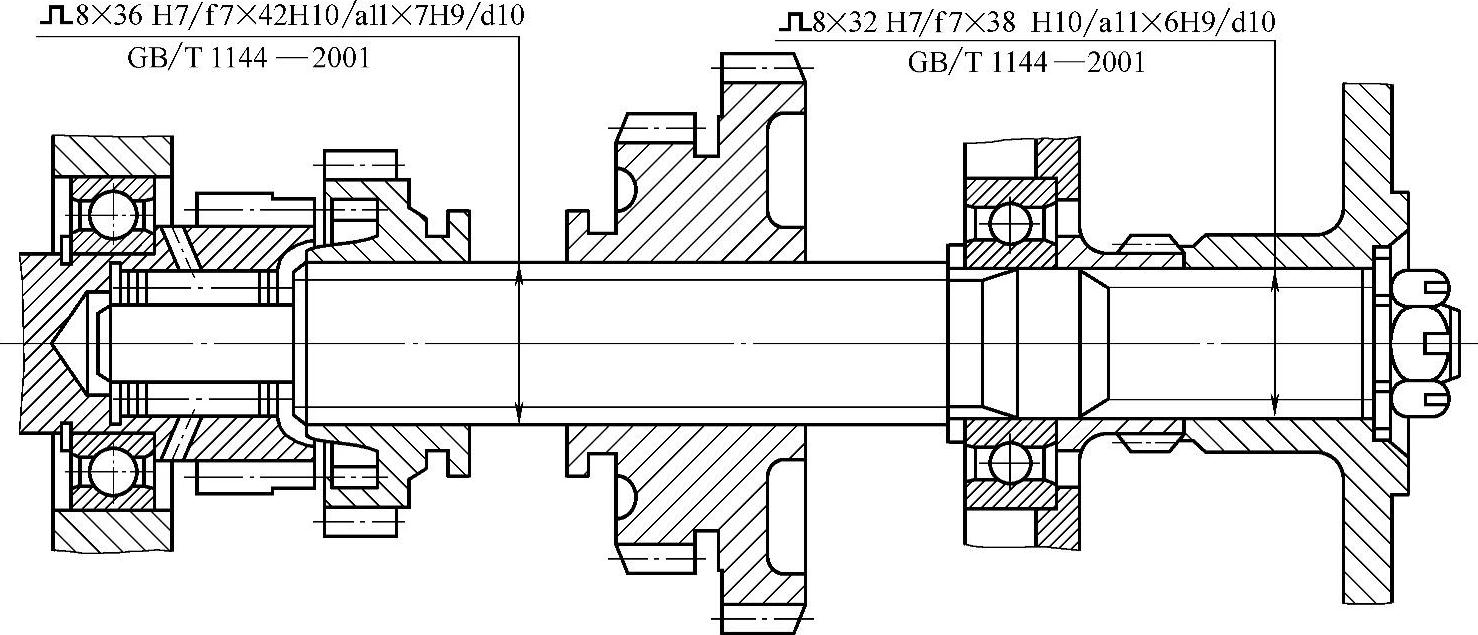
图6-50
图6-51:带移动和固定齿轮的花键轴有移动齿轮又有固定齿轮的花键轴的连接,统一采用小径定心。
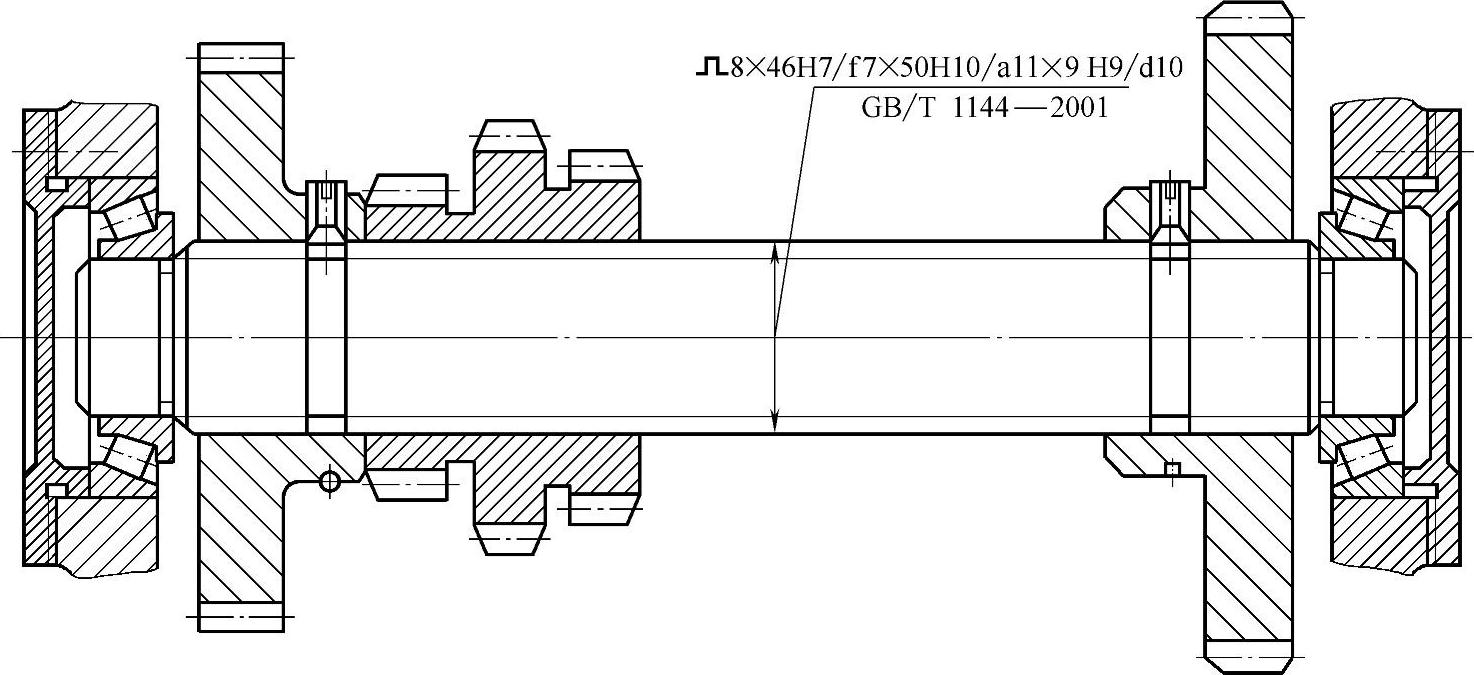
图6-51
图6-52:汽车变速器第二级轴。有一个可移动齿轮与矩形花键的连接和两个固定齿轮与矩形花键的连接,为保证相应的配合,提高定心精度,采用小径定心。
图6-53:汽车万向节轴的花键连接之例。按国标采用小径定心,花键轴在花键套内移动,为了提高耐磨性,应进行热处理。
图6-54:带固定齿轮的花键连接。带固定齿轮的花键连接(以小径定心),固定装配形式,这里是一般用带固定齿轮的花键连接,对于精密传动用齿轮的花键连接,则选择精密传动用公差带配合。
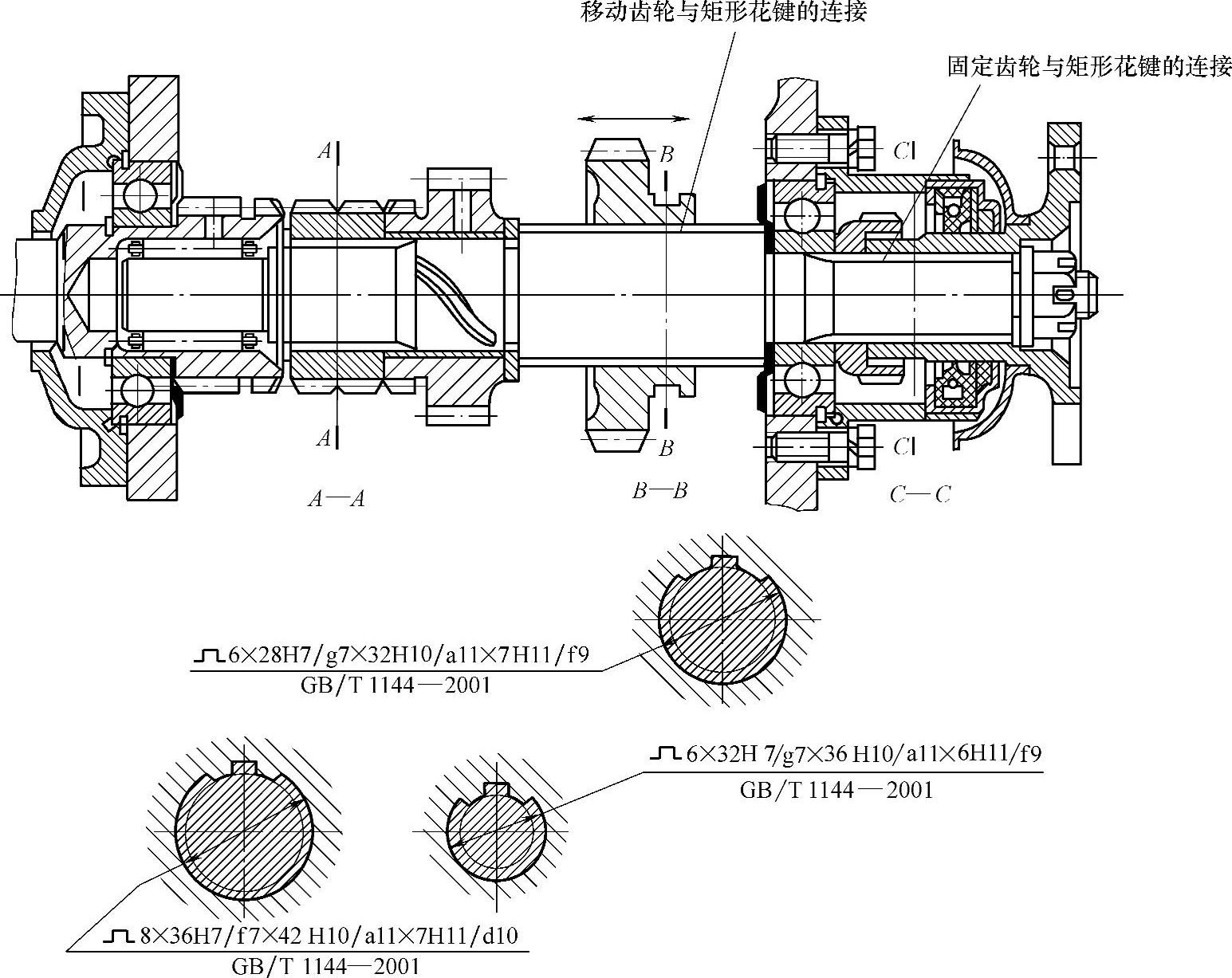
图6-52
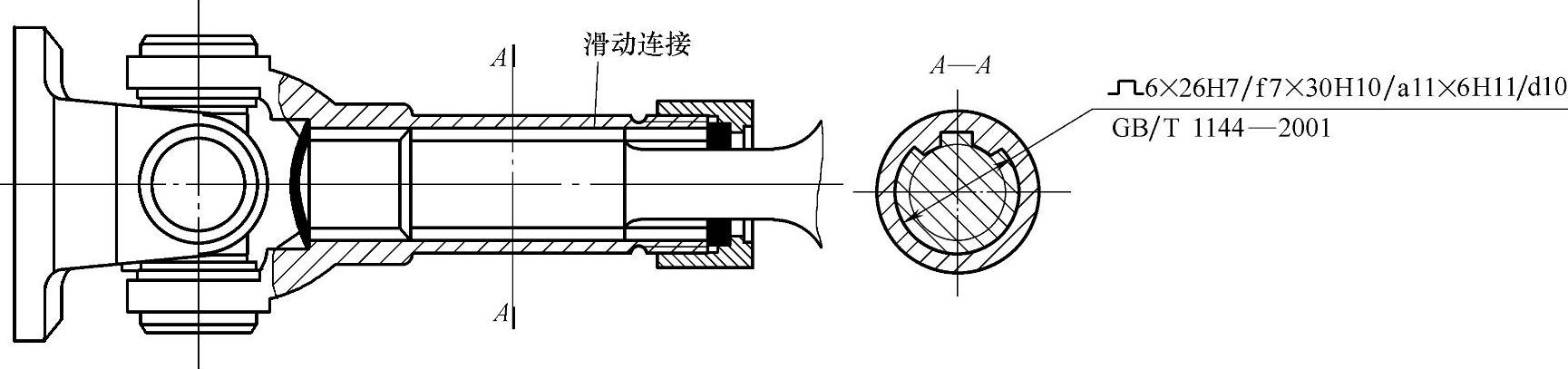
图6-53
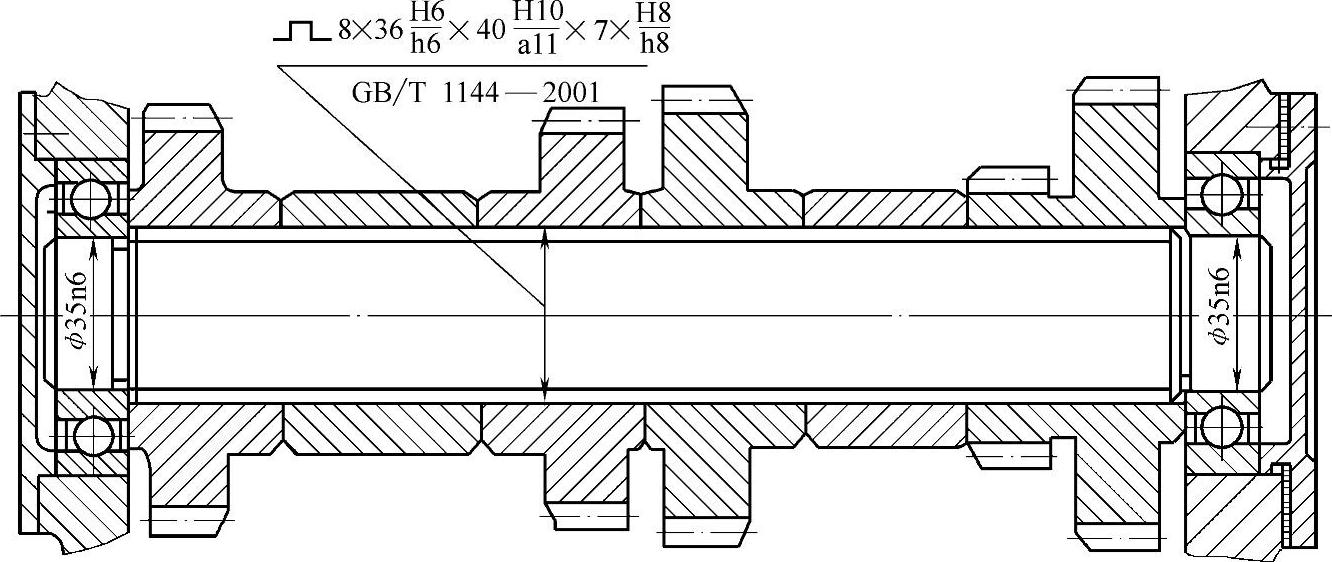
图6-54
图6-55:花键连接利用辅助表面定心。a)按圆锥面和圆柱面定心;b)借助套筒按圆柱面定心;c)按圆柱面定心。
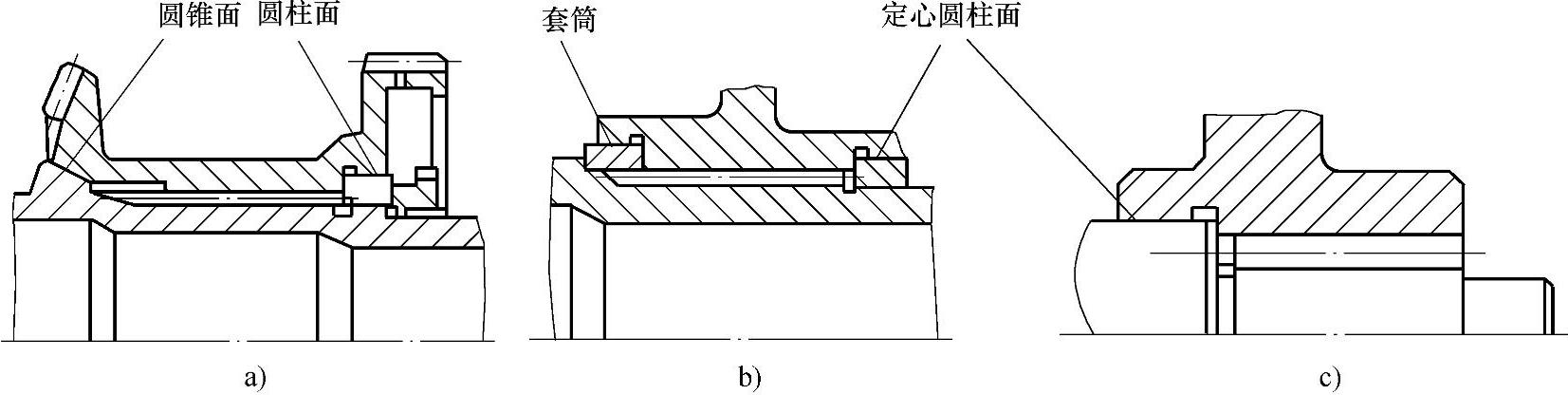
图6-55
图6-56:花键连接中按圆柱面定心的比较。a)定心面短,精度不高;b)定心圆柱面长,提高定心精度,但花键短,传递转矩不大;c)退刀槽削弱轴;d)定心圆柱凸缘小于花键小径,不需退刀槽,避免削弱轴。(www.daowen.com)
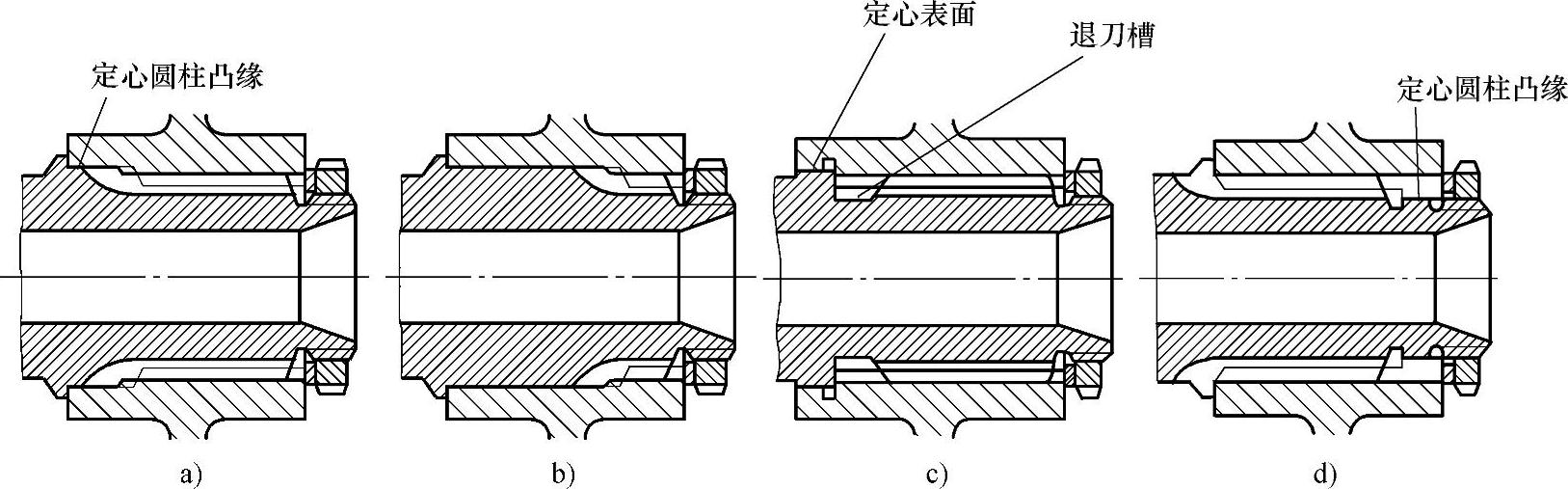
图6-56
图6-57:花键连接中按圆柱面定心加套环的应用。a)用一个切开环,不稳定;b)在花键一端作出圆柱凸缘,另一端用整体环定心较好;c)用两个环定心一个为切开环,另一个为整体环,装配方便。
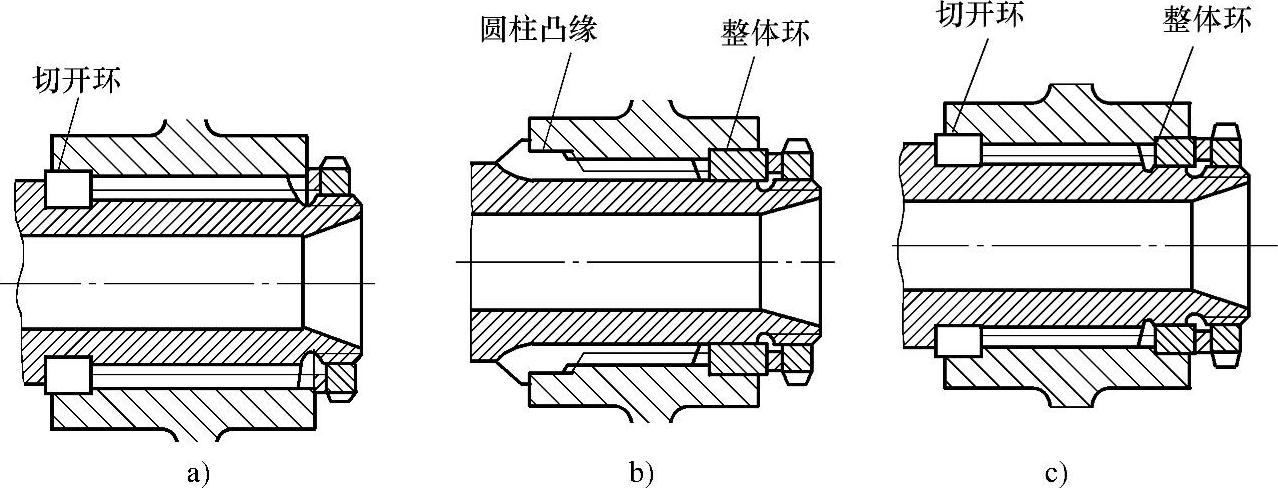
图6-57
图6-58:花键连接中按圆锥面定心的方法。a)定心面小,不稳定;b)退刀槽削弱轴;c)圆锥套的小径小于花键小径,必须切开圆锥套,才能安装;d)用两个圆锥套定心,一个为切开,一个为整体;e)整体圆锥套1的内径大于花键的大径时,两个圆锥套可以做成整体。
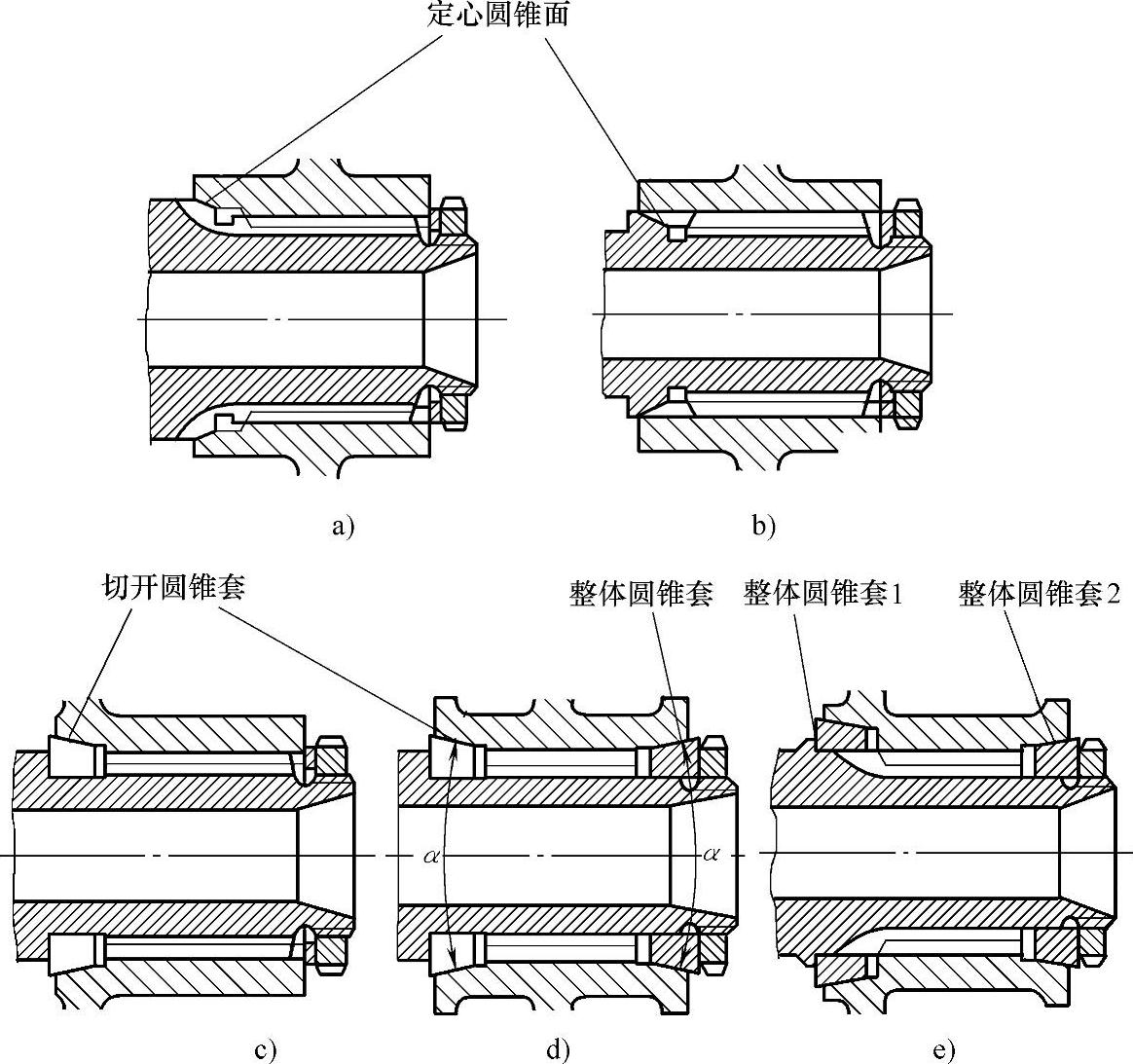
图6-58
图6-59:圆锥直齿渐开线花键连接。保证无间隙定心,用圆螺母轴向压紧轮毂,轮毂无需止动,压力要适当,避免冷作硬化。a)大径定心,轴的大径和轮毂凹槽为锥面,锥度等于1∶15,轮毂凹槽只能单独拉削,难保证花键的精确齿距;b)小径定心,轮毂凹槽没有锥度,可多键拉削,轴上凹槽用成形磨削。
图6-60:用圆螺母轴向压紧轮毂(花键套)能提高花键的工作能力。a)用圆螺母直接压在轮毂(花键套)的端部压紧;b)通过垫圈压在轮毂(花键套)的端部压紧;c)用螺塞压在轮毂(花键套)的端部压紧;d)用螺栓压在轮毂(花键套)的端部压紧;e)用有差动螺纹的螺母压紧。
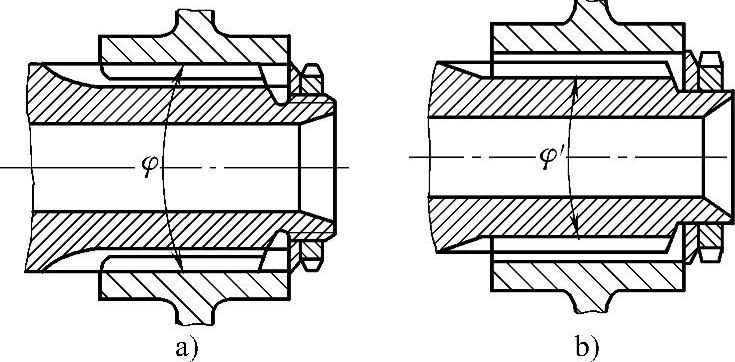
图6-59
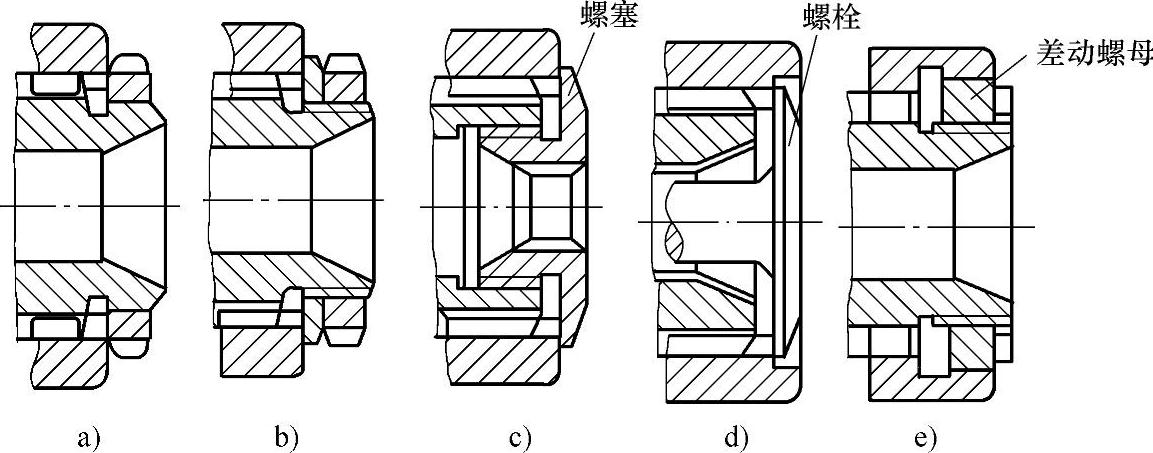
图6-60
图6-61:花键连接的止动。a)在轴上压入止动销止动只用于轻载荷连接;b)将矩形剖面止动环嵌入轮毂花键环槽内;c)圆形剖面止动环嵌入花键轴的圆柱部分的环槽内;d)在花键轴的花键出口处车环形槽,槽壁顶住轮毂花键,轴受弯曲;e)利用花键垫圈固定两个安装在轴上的零件,同时是零件和垫圈一起角度定位;f)可靠的定位是保证花键孔的花键在轴的凹槽上升部分的n处止动。
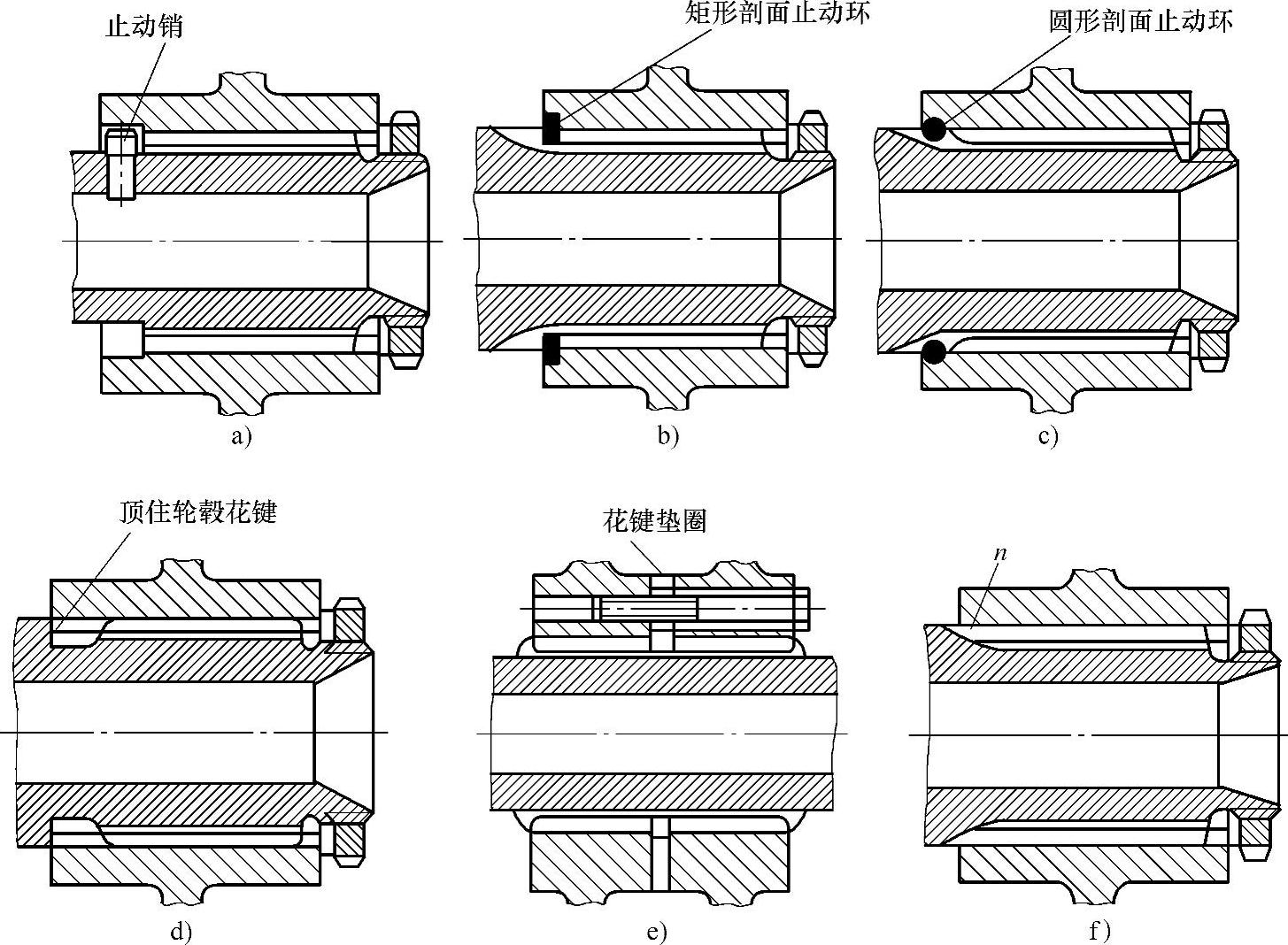
图6-61
图6-62:将长内花键做成通键有利于花键的拉削加工。a)长内花键分成两段,在拉削花键时,由于只能水平拉削,第一区段落下的切屑遮住第二区段,会破坏花键的精度和表面粗糙度;b)不分成两段,切屑落到孔外,不会影响花键的精度和表面粗糙;c)如果必须车槽,则扇形m部分,应能满足容纳切屑的空间,车槽直径由下式确定。
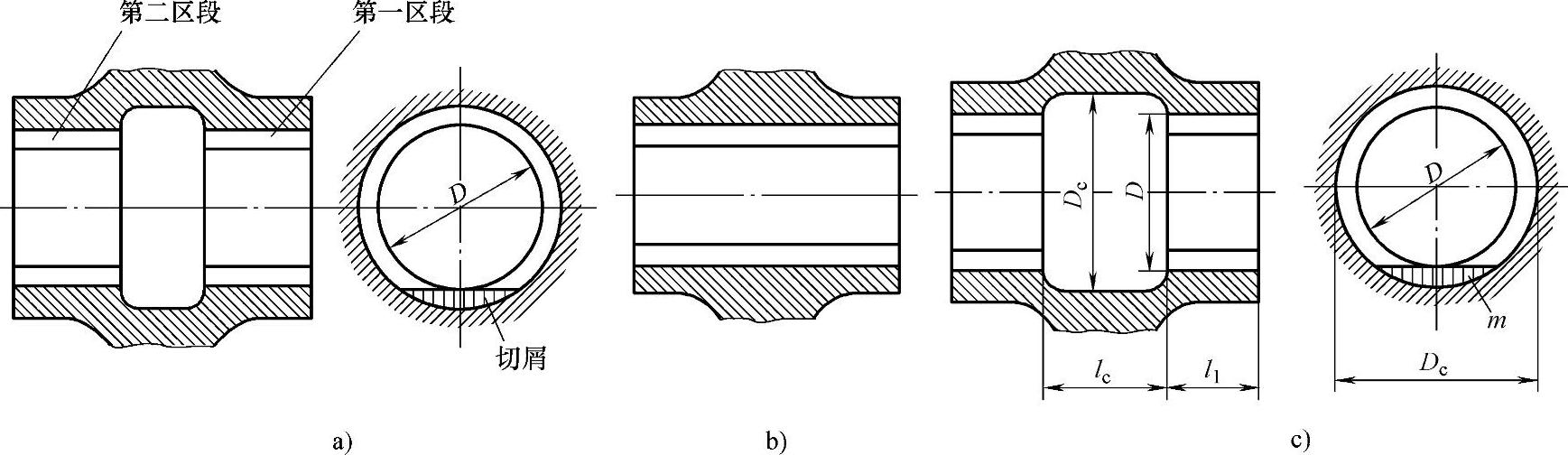
图6-62
式中 D——花键大径mm;
Dc——车槽直径mm;
s——拉削余量(沿花键轮廓)mm;
l1——第一孔(沿拉削导程)长度mm;
lc——车槽长度mm。
图6-63:减轻花键重量。为了减轻大型花键的重量,在花键不工作的部分作出纵向凹槽,凹槽不会减低花键的强度。
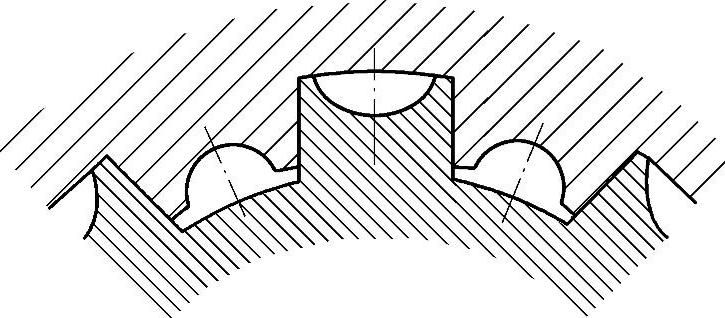
图6-63
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






