图6-1:轴和轮毂上键槽底部的圆角半径r应够大。由于键传递转矩和键与键槽配合,键槽底部的尖角处应力集中较大,容易产生裂纹,所以必须作出够大的圆角半径r,一般r/d应大于0.03,至少应大于0.015(d为轴的直径)。
图6-2:平键两侧与轴和轮毂键槽两侧要考虑工作要求,按国家标准选择配合,而与轮毂键槽的底,应有间隙。因为平键的侧面为工作面,所以平键两侧与轴键槽和轮毂键槽侧面为配合面,应按照国家标准的规定选取,因为键槽是用标准刀具制造,否则会给生产造成困难。键的顶部与轮毂键槽底部之间有间隙,也应按标准设计。国家标准规定键与轴和轮毂的键槽的宽度有三种配合:轻松键连接、一般键连接和较紧键连接。轻松键连接,适用于导向平键和零件在轴上滑移的场合;较紧键连接,适用于双向传动。a)错误:键与轮毂槽底无间隙;b)错误:键与轮毂槽底无间隙而侧面有间隙;c)正确:键与轮毂槽底有间隙侧面为配合面。

图6-2
图6-3:转矩较大,必须沿圆周用两个平键传递时,键应沿轴中心线对称布置(即相距180°)。a)工艺性不好,不能保证装配角度和轮毂对中及受力均匀;b)工艺性好,较易保证装配角度和轮毂对中及受力均匀。如有可能,宜采用一个剖面尺寸较大的键或较长尺寸的键,而不采用双键。

图6-3
图6-4:不宜沿轴的同一母线布置长键或连续多键连接。a)长键连接,会使轴的应力不均衡而发生弯曲变形;b)对称布置的双键连接,能改善轴的应力和变形状态;c)多个连续连接键连接也会使轴的应力不均衡而发生弯曲变形;d)对称交错布置键连接,能改善轴的应力和变形状态。
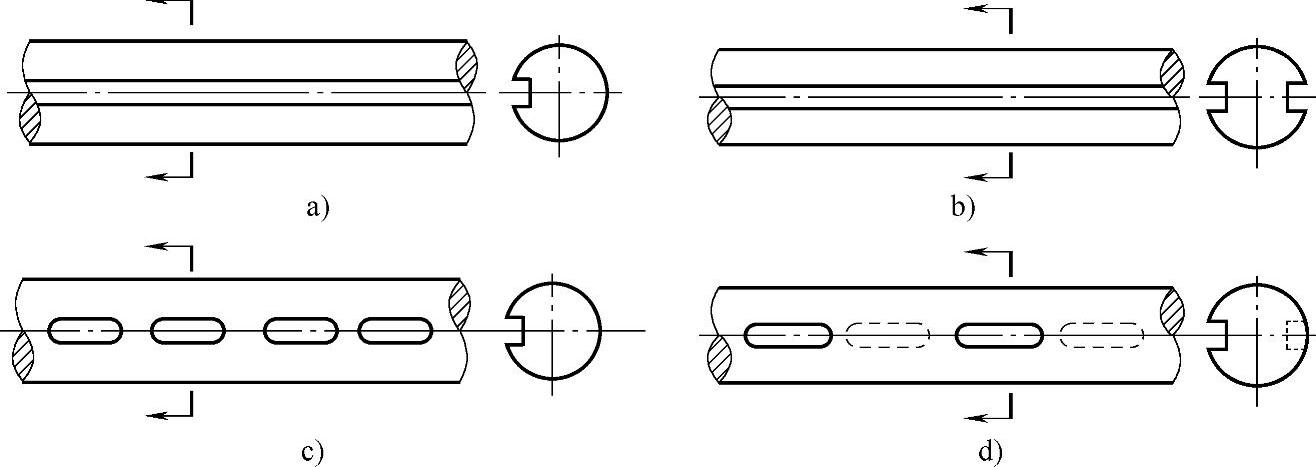
图6-4
图6-5:几个零件串装在轴上时,不宜分别断续用键连接。a)键槽加工较难保证在同一直线上,造成加工困难,而且有多个应力集中源;b)宜采用一个连通的键。
图6-6:同一轴上的主、从动两齿轮不要共用一个键。a)齿轮2和齿轮3所受转矩方向相反,共用一个键会产生歪斜;b)齿轮2和齿轮3分别用两个键连接,合理。
图6-7:轴上用平键分别固定两个零件时,键应布置在同一母线上,便于机械加工。a)键槽不在同一母线上,加工困难;b)键槽在同一母线上,加工方便。
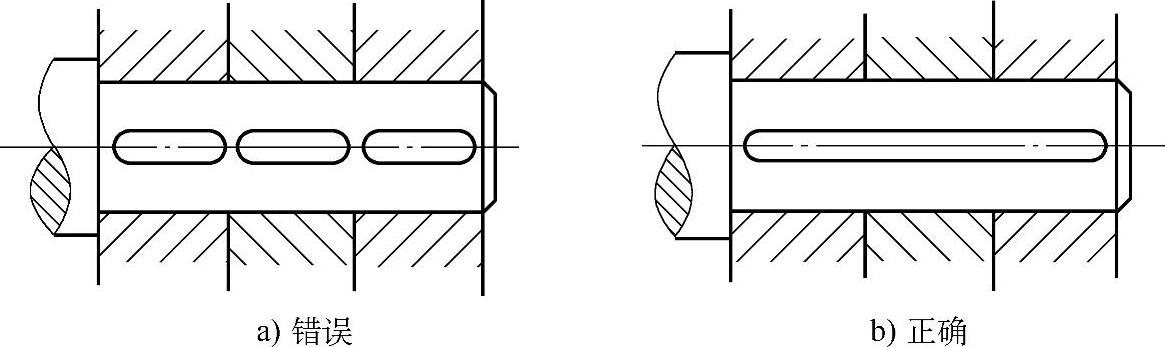
图6-5
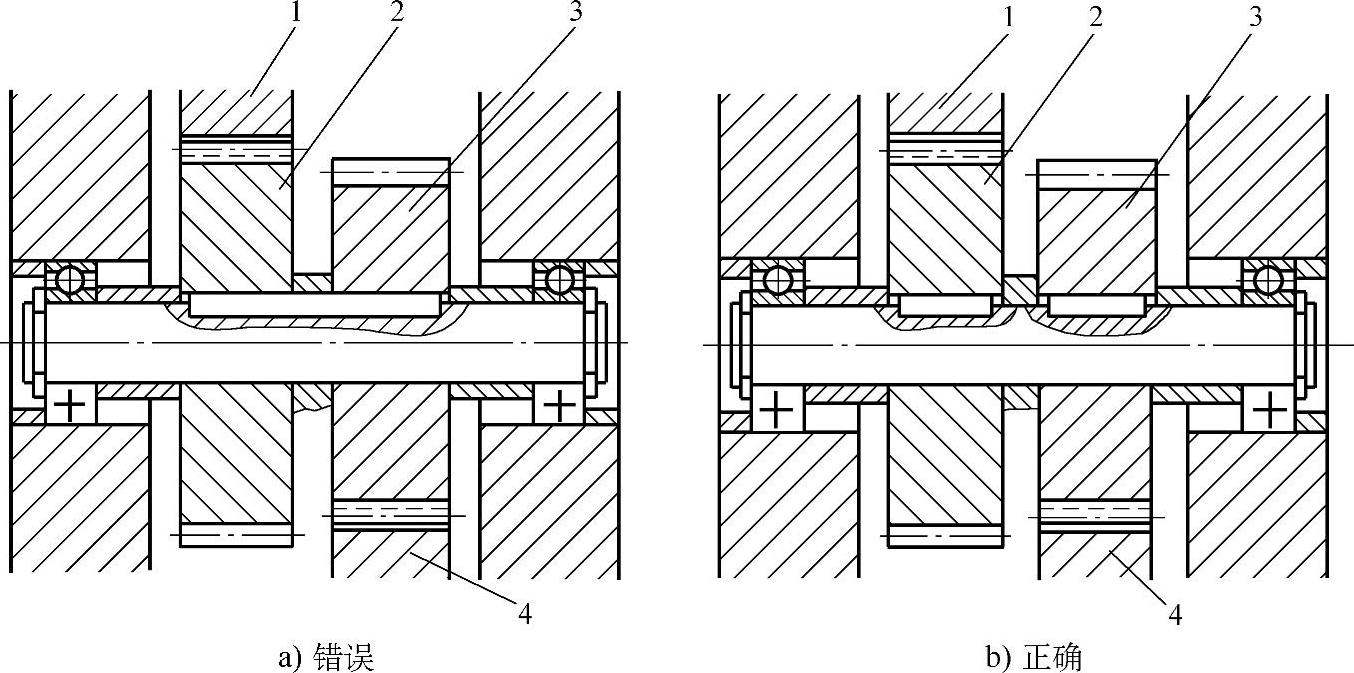
图6-6
1、3—主动齿轮 2、4—从动齿轮

图6-7
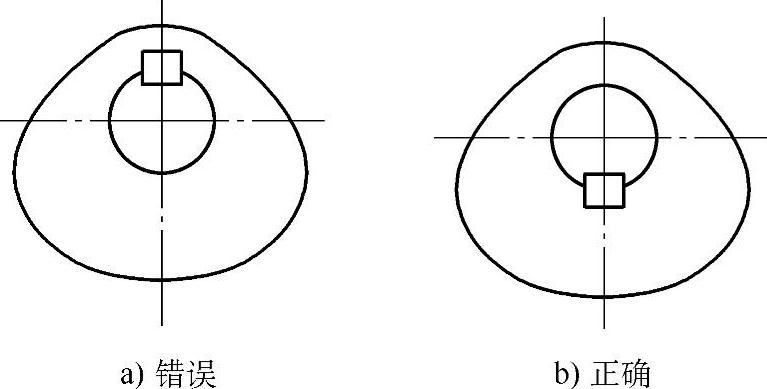
图6-8
图6-8:键槽不应开在轮毂的薄弱部位。a)键槽开在轮毂的薄弱处,影响凸轮强度;b)键槽开在轮毂的较强处,有利于凸轮强度。
图6-9:轮毂上有孔时,键槽应与孔错开。a)键槽与孔靠近,两个应力集中源汇集,且轮毂局部尺寸减小;b)键槽与孔错开,两个应力集中源分开,轮毂周向各处尺寸一致。
图6-10:空心轴内径与外径之比d/D>0.6时,一般不能使用键连接,因为键槽会特别急剧地削弱空心轴。
图6-11:铸造轮毂的局部加强结构。铸造轮毂,a)可以采取键槽处局部加强,b)可以布置加强肋以减小轮毂外径。
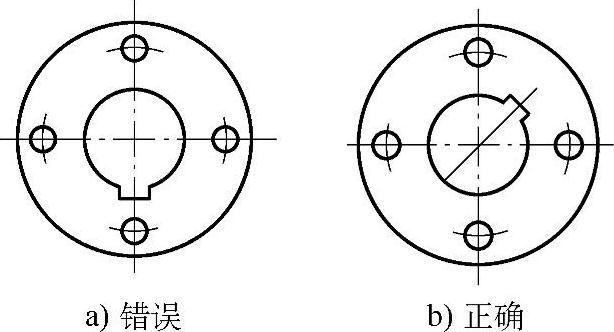
图6-9
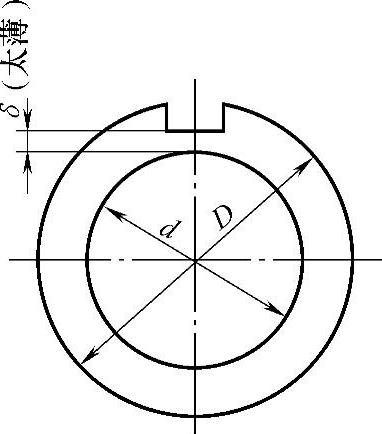
图6-10

图6-11
图6-12:不通轮毂的键槽应注意设计退刀孔或退刀槽。a)没有退刀孔或退刀槽,无法加工键槽;b)适合于薄壁轮毂的退刀孔;c)适合于厚壁轮毂的退刀槽。

图6-12
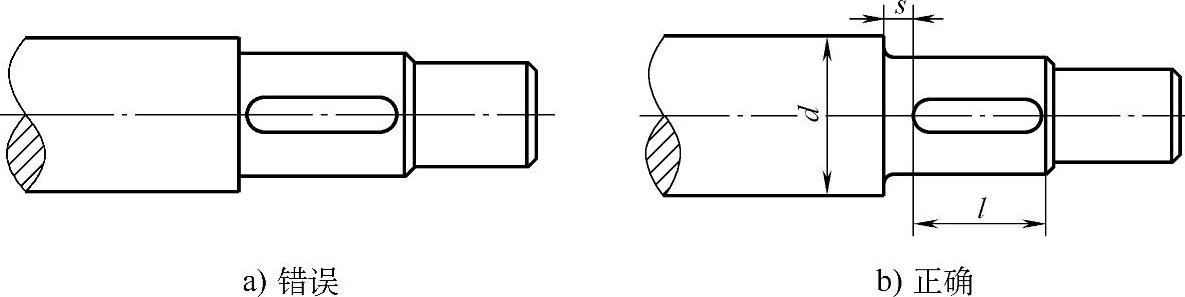
图6-13
图6-13:键槽不宜开到轴的阶梯连接处。a)阶梯轴两段连接处有较大的应力集中,如轴上键槽到轴的过渡圆角处,则键槽应力集中与轴圆角应力集中源重叠,对轴的削弱影响大;b)键槽离开阶梯连接处,直径d小于30mm时,s=2~3mm;d直径大于30mm时,s=4~5mm。为避免装配时修整键的端部,键槽的长度l做成比键的长度大0.5~1mm。
图6-14:避免用平键连接时轴上零件偏心。a)用紧定螺钉顶住平键将零件紧定在轴上,会引起零件偏心;b)圆锥轴端平键用圆螺母拉紧,以固定零件轴向位置,会使轴上零件产生高拉应力;c)用平键连接时,拧紧螺母使零件轴向固定较好。
 (https://www.daowen.com)
(https://www.daowen.com)
图6-14
图6-15:锥形轴端平键尽可能平行于轴的轴线。a)锥度较大(大于1∶10)或键较长时,宜采用键平行于轴的母线的结构,承载条件好,但工艺性不好;b)平行于轴线的键槽加工方便,但键两端嵌入高度不同。
图6-16:传递的转矩不大时,允许用较小剖面的键。机器轴外伸处,应用的普通平键和键槽应按标准规定,以利于互换配套;在机器内部,在能保证传递转矩的条件下,允许用较小剖面的键,但t和t1的数值必要时应进行计算,使键与轴上键槽及轮毂键槽的接触高度各为1/2,这样有助于增加轴的强度。
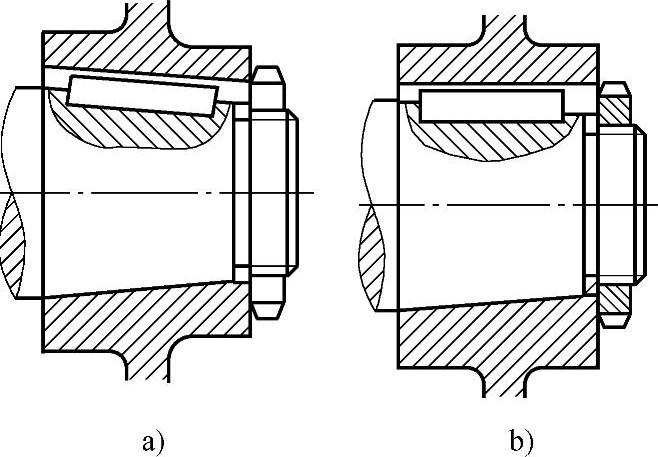
图6-15
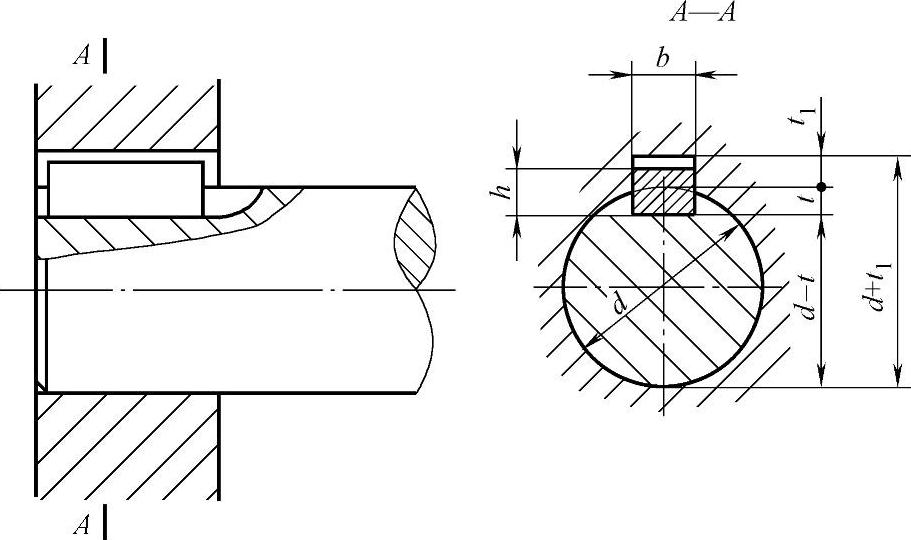
图6-16
图6-17:平键安装工艺措施。a)在键上设计工艺用螺纹孔;b)考虑可将键打出;c)在键的一端作出斜口,用于拆卸键。

图6-17
图6-18:滚筒与轴可用一个平键连接。a)用两个键工作量增加且装配困难;b)用一个键就可以。
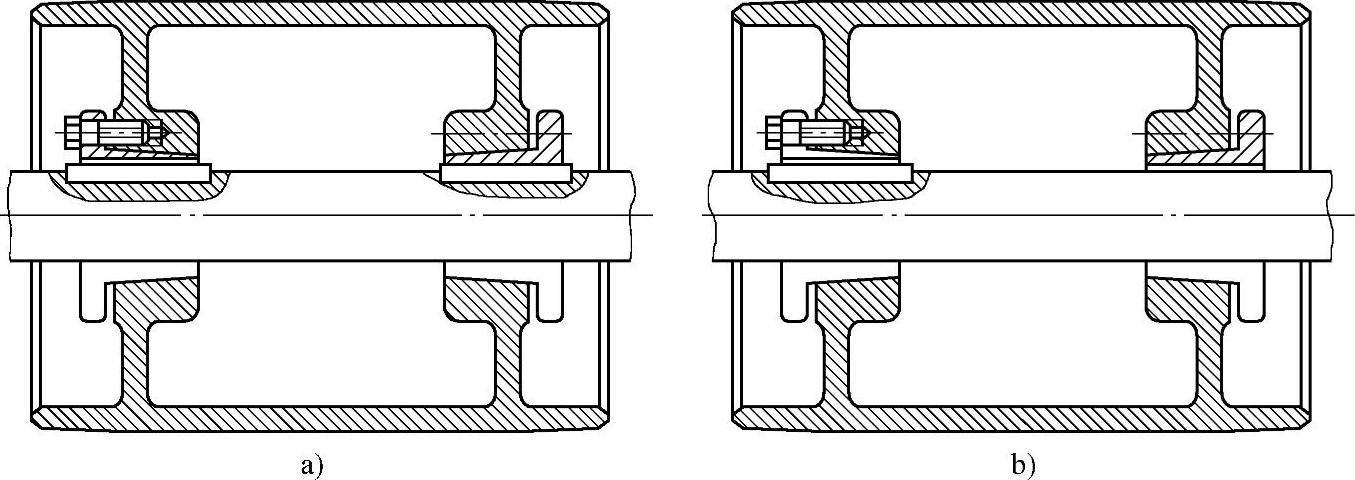
图6-18
图6-19:轴上键槽的加工方法。a)在立式铣床上用指形铣刀加工;b)在卧式铣床上用盘形铣刀加工键槽。两种键槽都可用于圆头平键或平头平键,根据工厂设备情况而定,但圆头键槽主要用于圆头平键;用盘形铣刀加工的键槽,一般用于平头平键。
图6-20:轴端有平键时,将键槽切通比较合理。为了缩短轴的长度和增加键的工作长度,如果能保证行程,则用一端圆头一端平头的键,用平头平键连接时,螺母和止动垫圈轴向定位轴上零件。
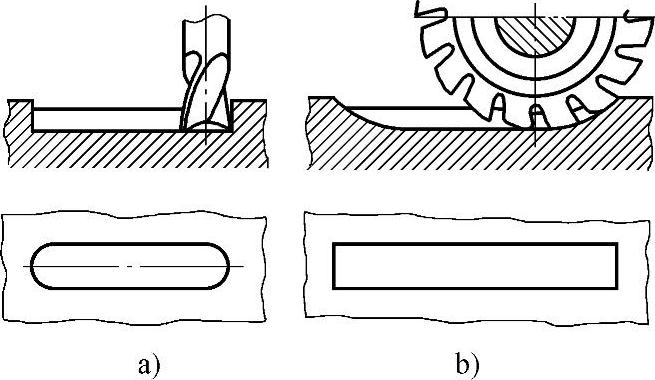
图6-19

图6-20
在键槽段切螺纹,会影响螺纹工作,但螺纹段的通槽,可用来弯入防松止动垫圈的凸耳。
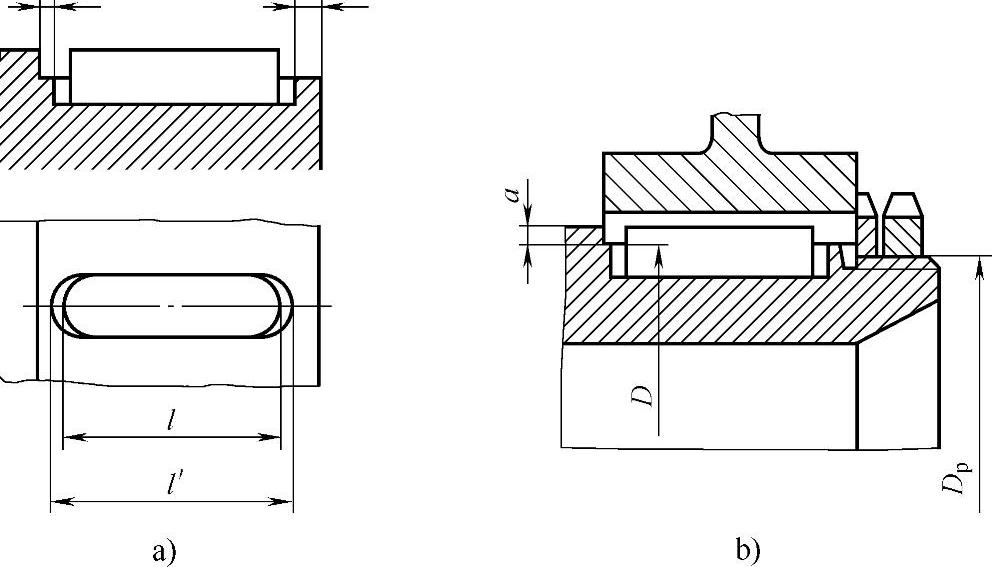
图6-21
图6-21:用指形铣刀加工封闭键槽。a)为避免在装配时修理键的端面,键槽长l′,做成比键长l大0.5~1mm;b)键安装在轴端时,s′要大于s约1~2mm,增加连接强度。螺纹直径Dp通常比轴径D小0.5~2mm。支承台肩的高度a,考虑整个环形面几乎都能支承,做成2~4mm。
图6-22:键槽设计中,尺寸与公差标注。
图6-23:增强平键固定在轴上键槽中的能力。a)转矩作用在连接键上,在键体中产生剪应力,在键、轴和轮毂键槽侧面产生挤压力,构成使键翻出键槽的倾覆力矩;b)为了增强固定能力,采用P9/h9配合并增加键在轴上的安装深度;c)键宽b>10mm时,用槽头螺钉或内六角螺钉将键紧固在轴上键槽中。
图6-24:设计时,对无槽光孔零件的装卸的考虑。键在轴槽中配合为N9或P9时,可能装拆困难,设计时应考虑其他光孔零件的装卸。a)滚动轴承装在阶梯轴上,突出的键妨碍轴承装配和拆卸,在安装和拆卸滚动轴承时,只能在取下键的情况下才能装拆;b)D>d+2t1不妨碍轴承的装拆;c)键端离轴肩的距离l>l1(轴承的宽度),可以通过偏心安装轴承,直径D和d相差可小些,D>d+t1就可以。

图6-22 键槽尺寸与公差标注
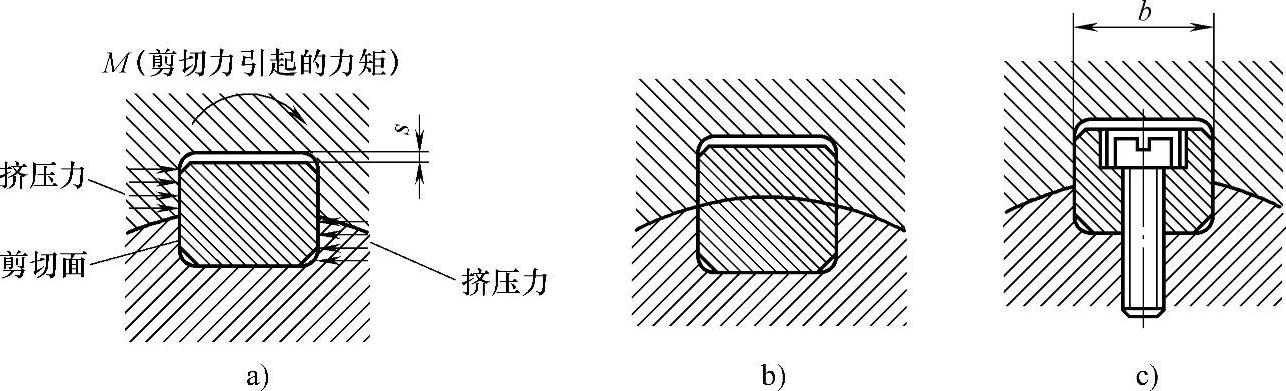
图6-23

图6-24
图6-25:轴中段的齿轮与轴的连接。
为安装方便,在轴上导向键按紧配合,压装到轴上。

图6-25
图6-26:轴上伸出端的齿轮,用平键与轴连接。用平键将齿轮和减速器轴连接,要磨削轴端,达到紧配合精度,适用于双向传动。
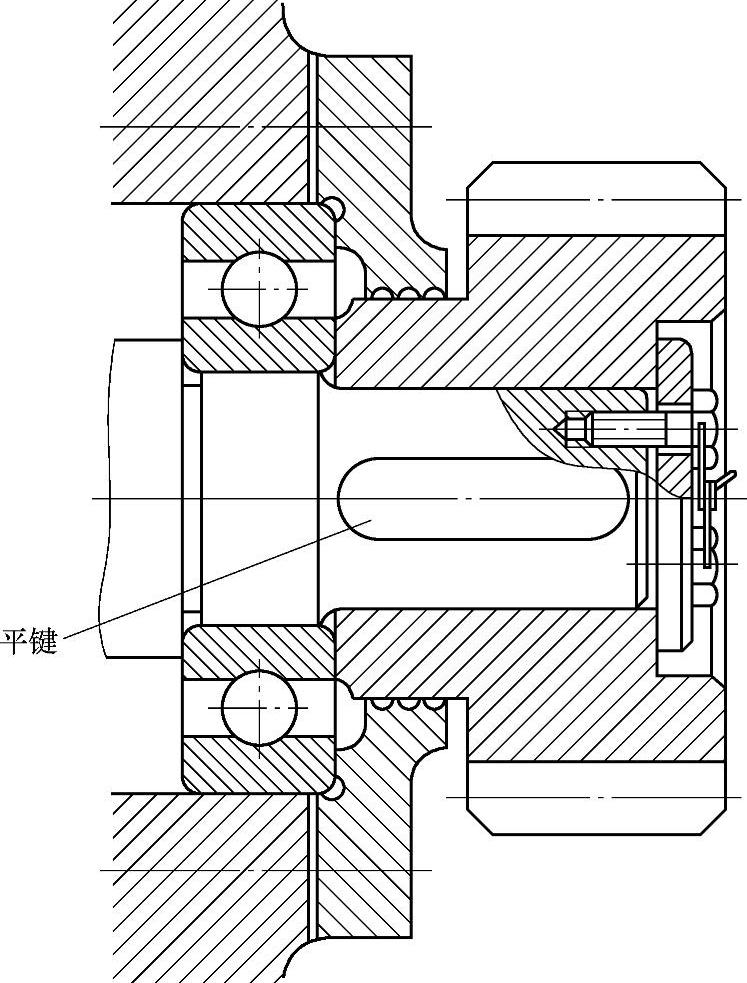
图6-26
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





